特种浮法玻璃生产线的锡槽用边封装置、制备方法及锡槽与流程
本发明属于浮法玻璃生产设备,具体涉及一种特种浮法玻璃生产线的锡槽用边封装置、制备方法及锡槽。
背景技术:
1、玻璃生产时,需先将各种原料混合并制成配合料,然后将配合料熔化并形成玻璃液,再将玻璃液冷却成形并形成玻璃制品,之后将成形后的玻璃制品进行退火处理以消除应力,而根据成形阶段工艺的不同,可分为浮法玻璃、压延玻璃等。
2、普通浮法玻璃的成形过程是指将熔窑中熔化好的玻璃液在1100℃左右的温度下沿流液道连续通入盛满锡液的锡槽内,并在锡液面上完成从玻璃液到玻璃原板的成形过程。由于玻璃液的密度只有锡液密度的三分之一左右,玻璃液会漂浮在相对密度较大的锡液面上,当玻璃液刚流入锡槽内时温度较高且粘度较小,在重力和表面张力的作用下会在锡液面上铺开摊平并形成玻璃带,而后在高温区通过拉边机的作用控制玻璃带的厚度,随着玻璃带的前进,玻璃带的温度逐渐降低且粘度逐渐增大,并在流动过程中形成厚度均匀的玻璃原板,因此锡槽是浮法玻璃成形的关键热工设备。
3、锡槽的槽体包括处于下部的盛有锡液的槽池、处于上部的密封的大罩,以及处于槽池与大罩之间的间隙;而此间隙可作为拉边机、水包等成形辅助设备进出锡槽的通道,并且是处理锡槽事故的操作通道;为了保证锡槽的密封性、保温性以及满足正常生产的需要,锡槽两侧的间隙需要通过边封进行填充,边封四周的少量缝隙再通过保温棉和密封胶泥进行密封。
4、其中锡槽两侧边封的使用需要满足以下要求:
5、1、边封的热面暴露在锡槽内部的高温环境和气氛中,这样边封不仅需要在高温环境下具有良好的结构强度,也需要抵御锡槽内部气氛的腐蚀,因此边封需要具备耐高温和耐腐蚀性;
6、2、边封需要具备较强的保温性能,尽可能减小锡槽内的热量传递到外部空间,保证锡槽内的温度稳定,减小锡槽的横向温差;
7、3、边封需要具备较强的密封性能,阻止外部空气进入锡槽内,减少锡液氧化,保证锡槽内气氛和压力稳定;
8、4、边封需要留出操作孔或操作通道以满足成形辅助设备进入锡槽工作的需要。
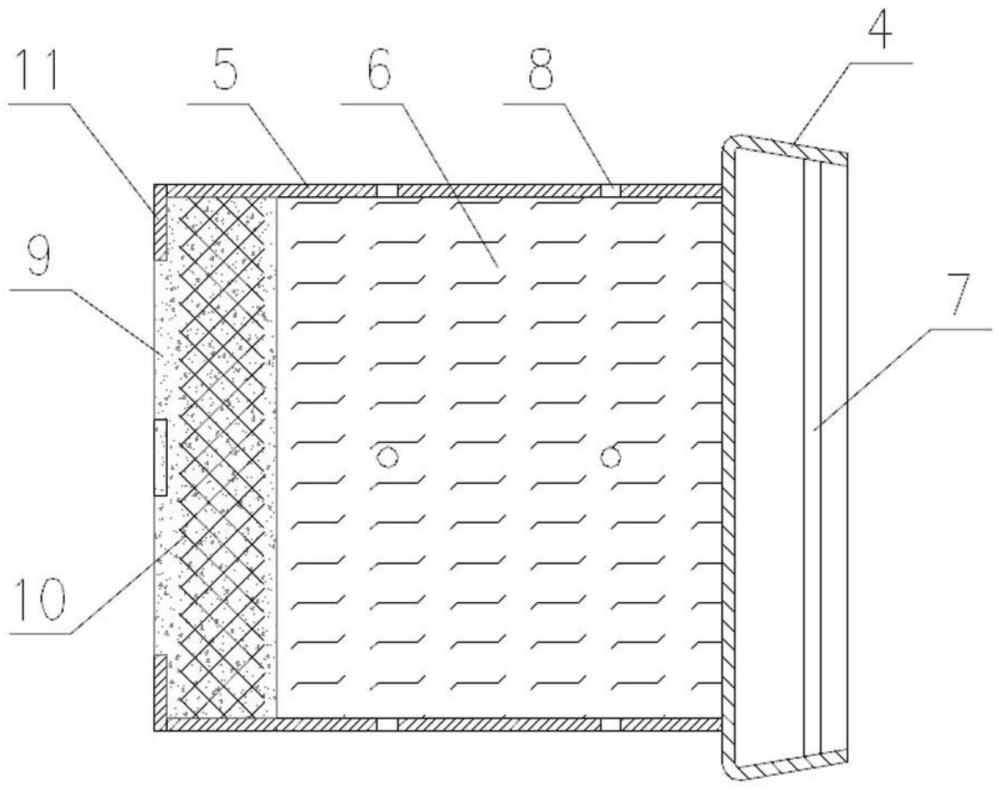
9、如图1-3所示,目前普通浮法玻璃生产线在锡槽两侧所使用的普通边封一般由三部分组成:处于锡槽外的外侧封板4、处于锡槽内的内侧箱体5以及处于内侧箱体5内的保温层6。其中内侧箱体5的开口端与外侧封板4的背面进行焊接,且外侧封板4和内侧箱体5一般采用耐热不锈钢材质,耐受温度可达900℃左右,耐腐蚀性良好;其中外侧封板4的剖面采用“c”字型结构,且外侧封板4上焊有握把7,以便于边封的搬运安装或拆卸;其中保温层6的材质一般为硅酸铝纤维毯,硅酸铝纤维毯能起到良好的保温隔热作用;其中内侧箱体5的上表面、下表面、前表面和后表面上均开有气体交换孔8,便于锡槽升温过程或边封拆卸过程中边封内部气体的排出或外界空气的流入,防止由于内侧箱体5内气体的热胀冷缩而导致内侧箱体5的鼓包或凹陷,其中边封制作时可在中间预留相应形状的操作孔,以便于成形辅助设备进出锡槽。
10、然而,特种浮法玻璃生产线例如高硼硅玻璃生产线、tft-lcd玻璃基板生产线等的熔化和成形温度远高于普通浮法玻璃生产线,锡槽的上游端高温区玻璃液温度最高可达到1300-1400℃,根据实际生产情况,在这样的高温下,普通边封的内侧箱体5强度降低,易发生变形,保温层6所采用的硅酸铝纤维毯也会发生熔融现象,致使边封的保温性大大降低。此外,硼硅玻璃配合料组分中含硼化合物易挥发,其挥发物对普通边封暴露在锡槽环境中的不锈钢内侧箱体4具有较大的腐蚀性,降低了边封的使用寿命。综上,普通边封已难以满足特种浮法玻璃生产线的生产使用要求。
技术实现思路
1、鉴于上述现有技术的缺陷,本发明提供一种特种浮法玻璃生产线的锡槽用边封装置、制备方法及锡槽,本边封装置在特种浮法玻璃生产线的高温条件下能保持良好的结构强度,对硼硅玻璃生产线中易挥发的含硼化合物具有更强的耐腐蚀性,且保温性及密封性良好,满足生产使用要求。
2、本发明解决其技术问题所采用的技术方案是:
3、一种特种浮法玻璃生产线的锡槽用边封装置,所述边封装置置于特种浮法玻璃生产线的锡槽的左侧间隙和右侧间隙处,针对置于锡槽右侧间隙处的边封装置,包括处于锡槽内且左端和右端均开口的内侧箱体,所述内侧箱体上设有多个气体交换孔,所述内侧箱体的左部内设有耐热层且右部内设有保温层,所述耐热层的右侧面与保温层的左侧面紧密贴合,所述耐热层和保温层的外周面均与内侧箱体的内壁紧密贴合,所述耐热层的耐受温度高于保温层,所述耐热层靠近锡槽的锡液且保温层远离锡液,所述内侧箱体的右端与处于锡槽外的外侧封板的左侧面密封固定连接;所述耐热层和保温层上还预留有贯通通道,所述贯通通道与外侧封板左侧壁上的通孔连通,所述贯通通道与通孔配合并用作成形辅助设备进出锡槽的通道。
4、进一步地,所述内侧箱体由四块耐热不锈钢板拼装焊接而成,每块所述耐热不锈钢板上均设有多个气体交换孔;所述外侧封板的截面呈c形且材质为耐热不锈钢材质,所述内侧箱体的右端与外侧封板的左侧面密封焊接,所述外侧封板的右部处焊接有握把。
5、进一步地,所述内侧箱体的耐热不锈钢板采用厚度控制在2-3mm、耐受温度控制在1000-1200℃的含钛型奥氏体耐热不锈钢,所述外侧封板采用厚度控制在3-4mm、耐受温度控制在700-900℃的含钛型奥氏体耐热不锈钢。
6、进一步地,所述内侧箱体的左边缘一周焊接有多个竖直的耐热不锈钢挡块,所述耐热不锈钢挡块处于内侧箱体的左端开口内,所述耐热层的左侧面与各耐热不锈钢挡块的右侧面相抵触,各所述耐热不锈钢挡块配合并用于防止耐热层的脱落。
7、进一步地,所述耐热层采用耐受温度大于1300℃的耐火材料,所述耐火材料的浇注料与水混合所形成的浇注泥料用于浇注于内侧箱体的左部内,并静置硬化形成所述耐热层;所述保温层采用压缩密度大于220kg/m3的硅酸铝纤维毯;所述内侧箱体的内壁一周在与耐热层对应的位置处焊接有耐热不锈钢网,所述耐热不锈钢网沿左右方向的水平宽度与耐热层沿左右方向的水平厚度相等。
8、进一步地,所述耐火材料的浇注料组分为:25-35wt%的zro2、15-20wt%的sio2、0.5-1.5wt%的na2o,其余为al2o3。
9、进一步地,所述内侧箱体沿左右方向的水平长度控制在200-400mm,所述外侧封板沿左右方向的水平长度控制在30-80mm,所述耐热层沿左右方向的水平厚度控制在10-100mm。
10、进一步地,所述外侧封板的左侧面上在通孔位置处焊接有左端和右端均开口的不锈钢壳体,所述不锈钢壳体伸至贯通通道内且不锈钢壳体的外壁与贯通通道的内壁紧密贴合,所述不锈钢壳体内的空腔通道与通孔配合并用作成形辅助设备进出锡槽的通道,其中所述不锈钢壳体的轴线与内侧箱体的轴线平行。
11、一种特种浮法玻璃生产线的锡槽用边封装置的制备方法,以制备上述的特种浮法玻璃生产线的锡槽用边封装置,包括以下步骤:
12、s1、将四块耐热不锈钢板拼装焊接并形成所述内侧箱体,其中每块所述耐热不锈钢板上均设置多个气体交换孔;
13、s2、在所述内侧箱体的左部内设置耐热层,并在右部内设置所述保温层,其中在所述耐热层和保温层中预留贯通通道;
14、s3、将所述内侧箱体的右端与外侧封板的左侧面密封焊接,并使所述贯通通道与外侧封板左侧壁上的通孔连通,形成所述边封装置。
15、一种特种浮法玻璃生产线的锡槽,包括处于下部的盛有锡液的槽池、处于上部的密封的大罩,以及处于槽池与大罩之间的间隙,所述锡槽右侧的间隙处设置有上述的特种浮法玻璃生产线的锡槽用边封装置,所述锡槽左侧的间隙处设置有与上述的特种浮法玻璃生产线的锡槽用边封装置左右对称的另一边封装置。
16、相对于现有技术,本发明的有益效果为:
17、本发明的特种浮法玻璃生产线的锡槽用边封装置,其中针对置于锡槽右侧间隙处的边封装置,由于设置于内侧箱体左部内的耐热层靠近锡槽的锡液,而设置于内侧箱体右部内的保温层远离锡槽的锡液,且耐热层的耐受温度高于保温层,这样通过耐热层的设置使得本边封装置能够经受住特种浮法玻璃生产线的锡槽内的超高温度并保持良好的结构强度,同时内侧箱体左部内设置的耐热层的外周面与内侧箱体的内壁紧密贴合,这样耐热层对内侧箱体中靠近锡液的温度较高的部分起到支撑作用,使得本边封装置在超高温度下使用时不易发生变形,进而能保证通过本边封装置的贯通通道进入锡槽的成形辅助设备的正常使用;另外由于内侧箱体的左端开口,这样设置于内侧箱体左部内的耐热层直接与锡槽内部的气氛接触,针对高硼硅玻璃生产线,本边封装置的耐热层不易被腐蚀性强且易挥发的含硼化合物所影响,能提高本边封装置的使用寿命;另外相较于普通边封中的保温层在靠近锡槽的锡液的一侧只有一层薄钢板的形式,本边封装置在保温层的左侧增加耐热层后,由于耐热层的隔热作用,传递到保温层上的热量大大减少,因此保温层不易发生熔融现象,使得本边封装置能满足特种浮法玻璃生产线的锡槽所需要的保温条件,此外通过耐热层和保温层的两层隔热作用,使得本边封装置整体的热阻提高,能减少散热量;而且在制作本边封装置时,只需在内侧箱体的左部内设置耐热层并在右部内设置保温层,并在耐热层和保温层中预留贯通通道,并将内侧箱体的右端与外侧封板的左侧面密封固定连接,并使贯通通道与外侧封板左侧壁上的通孔连通,就能形成本边封装置,因此本边封装置易于制作;另外耐热层的右侧面与保温层的左侧面紧密贴合,耐热层和保温层的外周面均与内侧箱体的内壁紧密贴合,这样本边封装置的密封性良好。
18、本发明中,内侧箱体的左边缘一周焊接有多个竖直的耐热不锈钢挡块,耐热不锈钢挡块处于内侧箱体的左端开口内,耐热层的左侧面与各耐热不锈钢挡块的右侧面相抵触;这样各耐热不锈钢挡块配合能防止耐热层的脱落。
19、本发明中,针对置于锡槽右侧间隙处的边封装置,耐热层采用耐受温度大于1300℃的耐火材料,耐火材料的浇注料与水混合所形成的浇注泥料用于浇注于内侧箱体的左部内,并静置硬化形成耐热层;这样针对特种浮法玻璃生产线例如高硼硅玻璃生产线、tft-lcd玻璃基板生产线,锡槽上游端高温区玻璃液温度最高可达到1300-1400℃的情况,本边封装置能够经受住特种浮法玻璃生产线的锡槽内的超高温度并保持良好的结构强度。
20、本发明中,内侧箱体的内壁一周在与耐热层对应的位置处焊接有耐热不锈钢网,耐热不锈钢网沿左右方向的水平宽度与耐热层沿左右方向的水平厚度相等;这样耐热不锈钢网的设置使得耐热层所使用的浇注料硬化后能与内侧箱体的内壁紧密结合。
21、综上,本边封装置在特种浮法玻璃生产线的高温条件下能保持良好的结构强度,对硼硅玻璃生产线中易挥发的含硼化合物具有更强的耐腐蚀性,且保温性及密封性良好,满足生产使用要求。
- 还没有人留言评论。精彩留言会获得点赞!