一种导爆索拉伸成型装置的制作方法
本发明涉及火工品装配,具体公开一种导爆索拉伸成型装置。
背景技术:
1、目前在制造的导爆索从拉索机中出料时的直径为4mm,导爆索的最后成品直径要求为1±0.05mm。因此,中间的过程需要银索通过不同孔径的模具进行不断挤压成型。
2、目前生产过程为先将导爆索缠绕在一个轮上,人工将导爆索穿过第一个内径3.75mm的模具,反复拉伸后更换模具,直至导爆索直径降到1mm为止。
3、现有技术下,人工操作劳动时间长、成本高、控制不确定性大,因此需要开发一种导爆索拉伸成型装置,完成自动化机械操作。
技术实现思路
1、本发明的具体解决方案如下:
2、第一方面,本发明提供一种导爆索拉伸成型装置,包括动力装置、动力传动机构、模具装置、感应装置和控制装置;
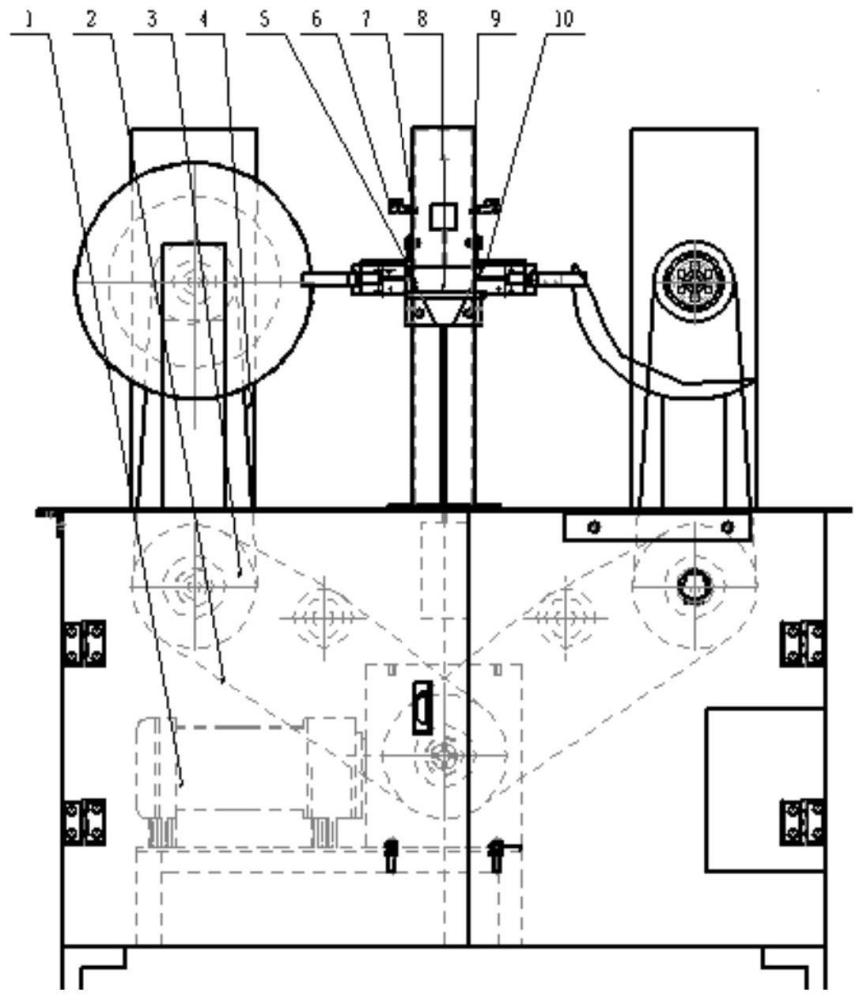
3、所述动力装置为防爆减速电机1;所述动力传动机构包括主传动轴24、第一皮带2、大齿轮3、第二皮带4、从动轴12、主动轴14、启动离合器15和皮带轮16;
4、所述防爆减速电机1通过联轴器与主传动轴24进行连接,主传动轴24与主动轮连接;
5、除防爆减速电机1、主传动轴24与主动轮外,其余部分均为对称设置;
6、所述主动轮设有两个皮带槽,两个皮带槽内各有一条第一皮带2与位于上方的对称的两个大齿轮3转动连接;所述大齿轮3上设有两个凹槽,其中一个与第一皮带2相连,另一个与第二皮带4转动相连;第二皮带4另一端连接皮带轮16;皮带轮16轴心设有主动轴14连接,启动离合器15控制主动轴14与从动轴12的连接与离开,从动轴12位于导爆索转盘11的轴心处;
7、所述对称的两个导爆索转盘11之间设有模具装置;所述模具装置包括支架5、模具9和刹车气缸10;所述模具9水平安装于支架5上,用于导爆索穿过;所述刹车气缸10位于模具9侧方,用于对导爆索进行运动停止;
8、所述感应装置包括光纤传感器7;所述光纤传感器7固定于支架5上,检测导爆索的拉伸状态;
9、所述控制装置对防爆减速电机1、光纤传感器7、刹车气缸10、启动离合器15进行控制。
10、优选地,所述主动轮与大齿轮3之间还设有张紧轮20,所述第一皮带2通过张紧轮20进行拉伸张紧防止松动。
11、进一步地,所述张紧轮20中心设有传动轴23,两侧第一带座轴承21、第二带座轴承22带动转动。
12、优选地,所述启动离合器15与从动轴12之间安装有法兰盘13。
13、优选地,所述支架5上设有储油盒8,储油盒8内装有冷却油,通过油路对动力装置进行冷却。
14、优选地,所述支架5上设有传感器支架6,对称设置于两侧导爆索转盘11上方,光纤传感器7固定于传感器支架6上。
15、优选地,所述防爆减速电机1、光纤传感器7、刹车气缸10、启动离合器15通过传输电路19连至控制装置。
16、进一步地,所述控制装置为plc控制器。
17、优选地,所述导爆索拉伸成型装置设置于防爆柜内部和台面上,所述支架5、导爆索转盘11、皮带轮16位于防爆柜台面上;防爆减速电机1、第一皮带2、大齿轮3位于防爆柜内;所述第二皮带4从防爆柜内延伸至位于防爆柜台面上的皮带轮16。
18、第二方面,本发明提供一种第一方面所述导爆索拉伸成型装置的使用方法,具体包括如下步骤:
19、s1:将待拉伸导爆索缠绕在一个导爆索转盘11上,将导爆索穿过第一个模具9,将导爆索的一段固定在对称的另外一个导爆索转盘11上;
20、s2:控制装置启动防爆减速电机1,其中一个导爆索转盘11的启动离合器15控制主动轴14与从动轴12分离,另一个导爆索转盘11的主动轴14与从动轴12连接;防爆减速电机1带动动力传动机构对导爆索进行拉伸;
21、s3:当光纤传感器7检测到缠绕导爆索的导爆索转盘11已拉至尽头极限位置时,控制装置控制防爆减速电机1停止;两个导爆索转盘11启动离合器15切换主动轴14与从动轴12的离合状态,然后控制防爆减速电机1运行进行导爆索反向拉伸;
22、s4:重复s2~s4直至导爆索拉伸符合模具9的要求;
23、s5:更换模具9至更小的孔径模具,然后重复以上步骤直至达到导爆索拉伸要求。
24、本发明取得的有益效果:
25、本发明设计了一种新型导爆索拉伸装置,代替了原有手工转动绕索轮的手工生产方式,利用电机作为动力代替人力作为绕线轮转动的动力,减轻了操作人员劳动强度,所得导爆索物理性能良好,符合生产工艺要求,经过检验之后,符合工艺尺寸要求。
技术特征:
1.一种导爆索拉伸成型装置,其特征在于,包括动力装置、动力传动机构、模具装置、感应装置和控制装置;
2.根据权利要求1所述的导爆索拉伸成型装置,其特征在于,所述主动轮与大齿轮(3)之间还设有张紧轮(20),所述第一皮带(2)通过张紧轮(20)进行拉伸张紧防止松动。
3.根据权利要求2所述的导爆索拉伸成型装置,其特征在于,所述张紧轮(20)中心设有传动轴(23),两侧第一带座轴承(21)、第二带座轴承(22)带动转动。
4.根据权利要求1所述的导爆索拉伸成型装置,其特征在于,所述启动离合器(15)与从动轴(12)之间安装有法兰盘(13)。
5.根据权利要求1所述的导爆索拉伸成型装置,其特征在于,所述支架(5)上设有储油盒(8),储油盒(8)内装有冷却油,通过油路对动力装置进行冷却。
6.根据权利要求1所述的导爆索拉伸成型装置,其特征在于,所述支架(5)上设有传感器支架(6),对称设置于两侧导爆索转盘(11)上方,光纤传感器(7)固定于传感器支架(6)上。
7.根据权利要求1所述的导爆索拉伸成型装置,其特征在于,所述防爆减速电机(1)、光纤传感器(7)、刹车气缸(10)、启动离合器(15)通过传输电路(19)连至控制装置。
8.根据权利要求7所述的导爆索拉伸成型装置,其特征在于,所述控制装置为plc控制器。
9.根据权利要求1所述的导爆索拉伸成型装置,其特征在于,所述导爆索拉伸成型装置设置于防爆柜内部和台面上,所述支架(5)、导爆索转盘(11)、皮带轮(16)位于防爆柜台面上;防爆减速电机(1)、第一皮带(2)、大齿轮(3)位于防爆柜内;所述第二皮带(4)从防爆柜内延伸至位于防爆柜台面上的皮带轮(16)。
10.一种权利要求1~9中任意一项所述导爆索拉伸成型装置的使用方法,其特征在于,具体包括如下步骤:
技术总结
本发明涉及火工品装配技术领域,具体公开一种导爆索拉伸成型装置。所述导爆索拉伸成型装置,包括动力装置、动力传动机构、模具装置、感应装置和控制装置。本发明代替了原有手工转动绕索轮的手工生产方式,利用电机作为动力代替人力作为绕线轮转动的动力,减轻了操作人员劳动强度,所得导爆索物理性能良好,符合生产工艺要求,经过检验之后,符合工艺尺寸要求。
技术研发人员:孙薛,车波峰,张伟,吉雅静,宋佳怡,王玉健,王刚,徐争涛
受保护的技术使用者:西安北方庆华机电有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!