一种高质量氮化铝单晶及其生长方法与流程
本发明涉及氮化铝单晶生长,具体公开一种高质量氮化铝单晶及其生长方法。
背景技术:
1、第三代半导体材料氮化铝晶体具有禁带宽度高(6.2ev)、击穿场强高、电子迁移率高、体电阻率高、热导率高、热稳定性好、耐腐蚀和耐辐射等优良的物理和化学性能,被广泛应用于高频高温高功率器件、紫外探测器、深紫外led和gan衬底材料等领域。氮化铝单晶的常规生长方法包括物理气相传输、氢化物气相外延和分子束外延等。其中,物理气相传输法(physical vapor transport method,pvt)是目前制备氮化铝单晶方法中公认结晶质量较高、成本较低的方法。然而,采用常规方法生长氮化铝单晶时,气相组分的传输路径杂乱无章,导致结晶体局部区域的铝组分或氮组分过饱和(或浓度偏低),继而引发多中心生长现象,不仅对氮化铝晶体的宏观面型产生不利影响,而且导致氮化铝晶体结晶质量的严重恶化。此外,采用常规方法生长氮化铝单晶时,气相组分中的氮元素容易偏离化学计量比,从而抑制微观生长动力学过程的二维生长模式,使原有生长模式转变为多中心的岛状生长模式,导致氮化铝晶体结晶质量的严重恶化。
2、上述问题的存在使得高质量氮化铝单晶的获得变得非常困难。目前,解决上述问题的方式是:引入载气,通过优化载气的流速、配比和吹扫面积等流场参数,使铝组分和氮组分进行定向输运;通过调整气相组分的铝源和氮源的配比来解决铝元素和氮元素的化学计量比严重偏离的问题。然而上述方法仅在氢化物气相外延和分子束外延方法中可行,由于物理气相传输法需要超高的生长温度,钨电阻炉中现有的管路材料、铝的化合物和氮化物在超高温度下均具有不可预见的风险,导致常规的载气结构、铝源和氮源无法在钨电阻炉中使用。虽然在钨电阻炉中使用钨材质的管路作为载气结构,可以解决气相组分的定向传输问题,但是,钨管加工成本高,且在高温下易与生长结构件发生粘连,而无法应用到物理气相传输法中。因此,亟需寻找一种高质量氮化铝单晶的生长方法。
技术实现思路
1、针对上述问题,本发明提供一种高质量氮化铝单晶及其生长方法,采用特定的氮化铝单晶生长结构,利用高温气体在温度梯度作用力下形成的热对流实现了气相组分的定向输运;利用筒状原料近源扩散的方式改善了铝元素和氮元素的组分比,实现了氮化铝单晶的高质量生长。
2、为解决上述技术问题,本发明提供的技术方案是:
3、一种高质量氮化铝单晶的生长方法,包括以下步骤:
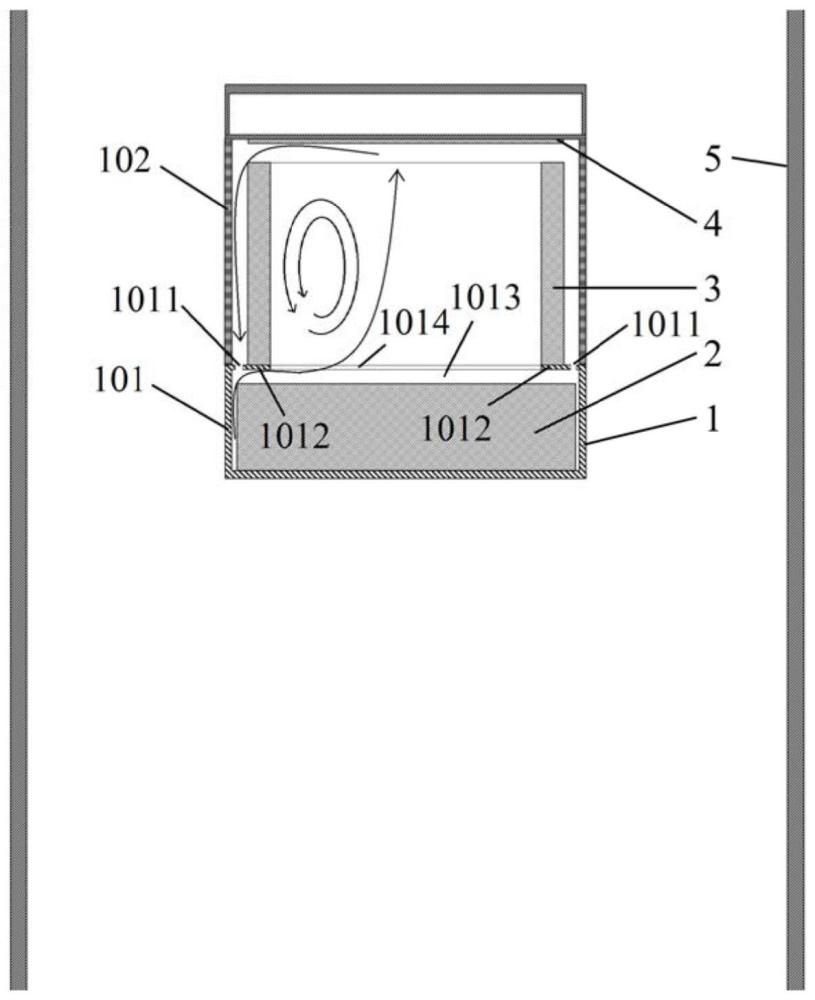
4、s1,在钨电阻炉的加热器的中上部同轴放置钨坩埚,所述钨坩埚包括填料区和生长区,所述填料区和所述生长区的内径相等,所述生长区在所述填料区的正上方;在所述生长区的内部由下至上依次同轴放置筒状氮化铝烧结体和氮化铝籽晶,且所述筒状氮化铝烧结体和所述氮化铝籽晶之间留有供氮化铝单晶生长的空间,盖上钨坩埚盖,构成氮化铝单晶生长结构;
5、其中,所述填料区具有盛装氮化铝粉体的腔体;所述填料区的顶部设有与所述腔体连通的开口,所述开口的外侧设有多个与所述腔体连通的辅助口,所述开口和所述辅助口均用于气相组分的传输;
6、s2,向所述钨电阻炉的内部通入氮气,置换出二氧化碳和氧气;将所述钨电阻炉梯度升温至预设温度,并保持所述钨电阻炉内处于500~800mbar的恒压状态;所述氮化铝粉体在温度梯度的作用下升华后凝华在所述氮化铝籽晶的下表面,得高质量氮化铝单晶。
7、相对于现有技术,本发明提供的高质量氮化铝单晶的生长方法,采用具有分段式结构的钨坩埚作为氮化铝单晶生长结构的主体,并在钨坩埚的生长区内套筒状氮化铝烧结体,结合梯度温度下的热对流产生了烟囱效应,实现了氮化铝气相组分在高温下的定向输运,不仅解决了由组分输运路径不统一所引发的氮化铝晶体结晶的质量下降的问题,还有效避免了高成本、易高温粘连的钨管的使用。本发明通过筒状氮化铝烧结体,为氮化铝单晶的生长提供了充足的铝源和氮源,解决了由铝或氮元素偏离化学计量比引起的晶体质量衰减的问题。采用本发明提供的高质量氮化铝单晶的生长方法,不仅可以有效避免氮化铝晶体质量的下降,还可以通过迭代生长的方式不断提升氮化铝晶体的结晶质量。实施例结果表明,本发明已实现8英寸高质量氮化铝单晶的制备。
8、本发明中钨电阻炉的加热器的中间区域温度最高,向加热器上下两端的温度逐渐降低;加热器在钨坩埚的外侧,使钨坩埚的内部温度逐渐降低。本发明在钨电阻炉的加热器的中上部同轴放置钨坩埚,可以保证钨坩埚的底部温度向钨坩埚盖的温度逐渐降低,以形成温度梯度,有利于氮化铝粉体的升华和凝华;配合在钨坩埚的生长区内套的筒状氮化铝烧结体,使梯度温度下的热对流产生了烟囱效应,实现了氮化铝气相组分在高温下的定向输运。钨电阻炉在升温过程中,由于腔体内的氮气受热体积膨胀,使腔体内的压强增大,需要配合泄压操作以使钨电阻炉内的压力维持在500~800mbar的恒压状态。钨电阻炉内的压力过低,氮化铝粉体挥发过快,导致氮化铝晶体生长速率过快,从而使氮化铝晶体质量下降;钨电阻炉内的压力过高,氮化铝粉体挥发太慢,导致氮化铝晶体生长速率太低,效率大大降低。
9、本发明通过控制氮化铝单晶生长结构及生长条件,使氮化铝粉体在烟囱效应的作用下,不断升华、凝华在氮化铝籽晶的下表面,同时,筒状氮化铝烧结体为氮化铝单晶的生长提供了充足的铝源和氮源,避免了铝或氮元素偏离化学计量比,最终生长得到高质量氮化铝单晶。本发明得到的高质量氮化铝单晶具有表面形貌规则、均匀通透的优点,且工艺成本低、可重复性好,显著提升了经济效益,适用于大规模生产。
10、优选的,步骤s1中,在所述填料区的顶端形成围设所述开口的环形平面,用于放置所述筒状氮化铝烧结体。
11、示例的,步骤s1中,所述钨坩埚、所述加热器和所述筒状氮化铝烧结体均为圆筒状结构,所述腔体为圆柱体结构,所述开口、所述辅助口和所述氮化铝籽晶均为圆形结构,所述环形平面为圆环状结构。上述结构的设置,可以进一步保证钨坩埚内部同一平面受热的均匀一致性。
12、进一步优选的,步骤s1中,所述环形平面的厚度为0.3~4mm。
13、发明人通过大量试验发现,当环形平面的厚度小于0.3mm时,钨坩埚的支撑能力较差,环形平面易发生蠕变,而无法达到支撑筒状氮化铝烧结体的效果;由于钨的传热性能较好,当环形平面(材质为钨)的厚度大于4mm时,热量传递过快,导致与环形平面接触的筒状氮化铝烧结体被烧蚀。
14、优选的,步骤s1中,所述辅助口绕所述腔体的轴线环形间隔设置。
15、示例的,步骤s1中,所述辅助口均匀分布于所述环形平面上。
16、优选的,步骤s1中,所述辅助口的直径为3~10mm,个数为5~100个,进一步优选为6~20个。
17、本发明中,氮化铝的气相组分由填料区升至氮化铝籽晶后,重新遇冷,沿筒状氮化铝烧结体的外边缘和钨坩埚的内边缘之间的通道,经辅助口下沉至填料区。辅助口的直径受限于筒状氮化铝烧结体的外边缘和钨坩埚的内边缘之间的距离;辅助口的个数越多,氮化铝气相组分在高温下的定向输运越快。
18、优选的,步骤s1中,所述钨坩埚的内径为60~210mm,壁厚为0.5~2.5mm。
19、发明人通过大量试验发现,当壁厚小于0.5mm时,钨坩埚的支撑能力较差,容易引起钨坩埚结构的形变;若壁厚大于2.5mm,在钨高热导的作用下,坩埚上下部分的温差变小,不利于氮化铝气相组分在梯度温差作用下的定向传输。
20、优选的,步骤s1中,所述填料区的高度为10~50mm,所述生长区的高度为20~100mm。
21、本发明中,填料区可以填满氮化铝粉体,也可以根据需要填充部分氮化铝粉体。本发明对氮化铝粉体的粒径没有要求,任意粒径均可。需要说明的是,辅助口处于钨电阻炉的高温区,即便在填料区填满氮化铝粉体的情况下,也不会出现堵孔的现象,原因是最上层氮化铝粉体在高温作用下会迅速升华,使剩余氮化铝粉体和环形平面之间形成一定缝隙,从而不会影响热气流(氮化铝气相组分)的输运。
22、优选的,步骤s1中,所述筒状氮化铝烧结体的上表面和所述氮化铝籽晶之间的距离为10~50mm。
23、本发明通过限定填料区的高度、生长区的高度及筒状氮化铝烧结体的上表面和氮化铝籽晶之间的距离,可以保证氮化铝气相组分处于合适的梯度温差的作用下,便于定向传输,进而有利于氮化铝晶体的生长。填料区的高度、生长区的高度或筒状氮化铝烧结体的上表面和氮化铝籽晶之间的距离过小,氮化铝单晶没有充足的生长空间,最终得到的氮化铝单晶的厚度太小,出片率低,大大降低了生产效率;氮化铝气相组分的饱和蒸气压随距离变化显著(尤其是铝组分,传输能力差),若填料区的高度、生长区的高度或筒状氮化铝烧结体的上表面和氮化铝籽晶之间的距离过大,铝组分的蒸气压在钨坩埚上方的分压降低,会导致气相组分中的铝元素无法传递至氮化铝籽晶的下表面,不利于晶体的生长,造成生长的氮化铝单晶的质量严重降低。
24、优选的,步骤s1中,所述筒状氮化铝烧结体的外径比所述钨坩埚的内径小4~10mm。
25、发明人通过大量试验发现,筒状氮化铝烧结体的外径过小,会导致筒状氮化铝烧结体的内壁的温度过低,填料区中的氮化铝粉体与筒状氮化铝烧结体内壁的温差过大,使氮化铝粉体升华后的气相组分直接沉积(凝华)在筒状氮化铝烧结体的内壁上,致使氮化铝气相组分无法到达氮化铝籽晶处形成高质量氮化铝单晶;筒状氮化铝烧结体的外径过大,会阻碍遇冷气流的下沉,从而对氮化铝气相组分的定向输运产生不利影响。
26、优选的,步骤s1中,所述筒状氮化铝烧结体的壁厚为5~10mm。
27、本发明中,氮化铝烧结体本身较为松散,筒状氮化铝烧结体的加工性较差,壁厚过小,氮化铝烧结体不易加工成筒状结构,且即便加工成筒状结构,也易坍塌。若筒状氮化铝烧结体的壁厚过大,会导致筒状氮化铝烧结体内壁的温度过低,进而使氮化铝气相组分直接凝华在筒状氮化铝烧结体的内壁上,致使氮化铝气相组分无法到达氮化铝籽晶处形成氮化铝单晶。
28、示例的,步骤s1中,所述开口的直径与所述筒状氮化铝烧结体的内径相等。
29、优选的,步骤s1中,所述筒状氮化铝烧结体由粒径为0.1~0.5mm的氮化铝粉经烧结、挖空而成。
30、示例的,步骤s1中,所述氮化铝粉的纯度>99.99%。
31、上述粒径的氮化铝粉的加工性能较好,易烧结成氮化铝烧结体,并制成具有一定力学性能的筒状氮化铝烧结体。
32、优选的,步骤s1中,所述氮化铝籽晶通过高温热粘接的方式固定在厚度为0.5~1.5mm、直径与所述钨坩埚的内径相等的钨圆片上。
33、发明人通过大量试验发现,当钨圆片的厚度小于0.5mm时,氮化铝籽晶下表面凝华的固态氮化铝容易穿过钨圆片的钨结晶的晶界间隙,使得氮化铝晶体内部出现空腔、孔洞或微管等宏观缺陷;钨与氮化铝单晶的热膨胀系数差异较大,当钨衬底的厚度超过1.5mm时,在后续降温过程中,钨圆片会对氮化铝单晶产生较大的拉应力,增加氮化铝单晶发生开裂的风险。
34、示例的,步骤s1中,所述钨圆片的纯度>99.99%。
35、进一步优选的,步骤s1中,所述高温热粘接的温度为2200~2400℃,时间为3~10h。
36、优选的,步骤s1中,所述氮化铝籽晶的厚度为0.3~1mm,直径为50~210mm。
37、本发明可根据目标晶体的尺寸需求来选择钨坩埚的内径及氮化铝籽晶的直径。氮化铝籽晶的厚度过小,钨圆片对氮化铝单晶产生的拉应力易导致氮化铝单晶发生开裂;氮化铝籽晶的厚度过大,会造成不必要的浪费。
38、优选的,步骤s1中,所述钨坩埚盖和所述氮化铝籽晶之间的距离为10~20mm。
39、本发明通过限定钨坩埚盖和氮化铝籽晶之间的距离,可以进一步保证氮化铝在凝华过程中均匀释放结晶潜热,进而保证氮化铝单晶的生长均匀性。
40、优选的,步骤s2中,置换出二氧化碳和氧气的具体步骤包括:
41、关闭所述钨电阻炉的炉门,将所述钨电阻炉的内部气压抽至(1~6)×10-4pa,保持10~20min后,通入高纯氮气,使所述钨电阻炉的内部气压为250~300mbar。
42、本发明将钨电阻炉的内部气压抽至低压,可以去除钨电阻炉腔室中的二氧化碳和氧气等杂质;氮气是惰性气体,向钨电阻炉内通入一定体积的氮气可以防止氮化铝粉体的高温氧化,同时有利于抑制升华的氮化铝气相组分中的氮组分转变为氮气,从而降低了高质量氮化铝单晶的氮空位缺陷。
43、优选的,步骤s2中,将所述钨电阻炉以7~10℃/min的速率升温至2200~2300℃,并保持所述钨电阻炉内处于500~800mbar的恒压状态,维持温度和压力30~60h,得高质量氮化铝单晶。
44、本发明优选的升温速率及钨电阻炉的温度,有利于氮化铝气相组分在温度梯度驱动力的作用下进行传输,进而不断生长,得到高质量氮化铝单晶。
45、本发明还提供一种由上述生长方法得到的高质量氮化铝单晶。
46、相对于现有技术,本发明提供的高质量氮化铝单晶,具有表面形貌规则、整体均匀通透和尺寸较大的优点。
47、优选的,所述高质量氮化铝单晶的直径为2~8英寸。
- 还没有人留言评论。精彩留言会获得点赞!