平封结构瓷封件的平封结构组件及其高精度封接方法与流程
本发明涉及陶瓷封装体,具体为平封结构瓷封件的平封结构组件及其高精度封接方法。
背景技术:
1、真空电子器件广泛应用于广播、通信、电视、雷达、导航、医学诊断等领域。伴随整机系统的性能提升,对真空电子器件的性能提出了更高要求,需实现高效率、长寿命以及大功率等指标提升。陶瓷与金属封接结构件作为真空电子器件内部的绝缘结构件,在满足各极耐压的前提下,需确保各极间距达到设计要求,确保电子轨迹满足设计要求,以保障功率和效率等指标。现有平封结构瓷封件封接前后高度尺寸变化较大,对电子枪内电子注形状产生了较大影响,由于这些问题的存在导致真空电子器件效率和功率进一步提升受阻。
2、经过技术调研以及开展工艺研究发现,采用先进的薄膜金属化技术,合理选择膜层种类并结合适宜的热处理温度,能够实现平封结构瓷封件的高精度连接。
技术实现思路
1、针对现有技术的不足,本发明提供了平封结构瓷封件的平封结构组件及其高精度封接方法,目的是为了解决封接前后高度方向的变化量过大问题,提高了实际封接尺寸与设计值之间的符合度,提升了真空电子器件极间距一致性、耐压可靠性,有助于提升整管效率和功率等指标。
2、为实现以上目的,本发明通过以下技术方案予以实现:平封结构瓷封件的高精度封接方法,包括以下方法步骤:
3、s1、在陶瓷上、下端面首先镀覆ti膜实现金属化,其中ti膜作为陶瓷金属化的基础膜;
4、s2、将镀覆后的瓷件在真空气氛环境下加热保温处理,提升ti膜层与陶瓷结合力,避免膜层起皮、脱落,满足后续封接强度要求;
5、s3、在瓷件的上、下端面先后镀覆cu膜、ag膜;
6、s4、覆膜后陶瓷与金属件在专用平封结构组件夹持固定后在真空炉下加热并保温一段时间,使得cu薄膜、ag薄膜中的原子之间相互扩散形成银铜共晶合金焊料。
7、优选的,所述s1步骤中,陶瓷上、下端面t i膜的镀覆厚度为2±0.2μm。
8、优选的,所述s2步骤中,瓷件在真空气氛环境下的加热温度为700℃,保温时间为5min。
9、优选的,所述s3步骤中,cu膜的镀覆厚度为1±0.2μm,ag膜的镀覆厚度为2±0.2μm。
10、优选的,所述s4步骤中,真空炉内加热到800℃保温10min,升温速率≤500℃/h,降温速率≤300℃/h,真空度控制优于1×10-3pa。
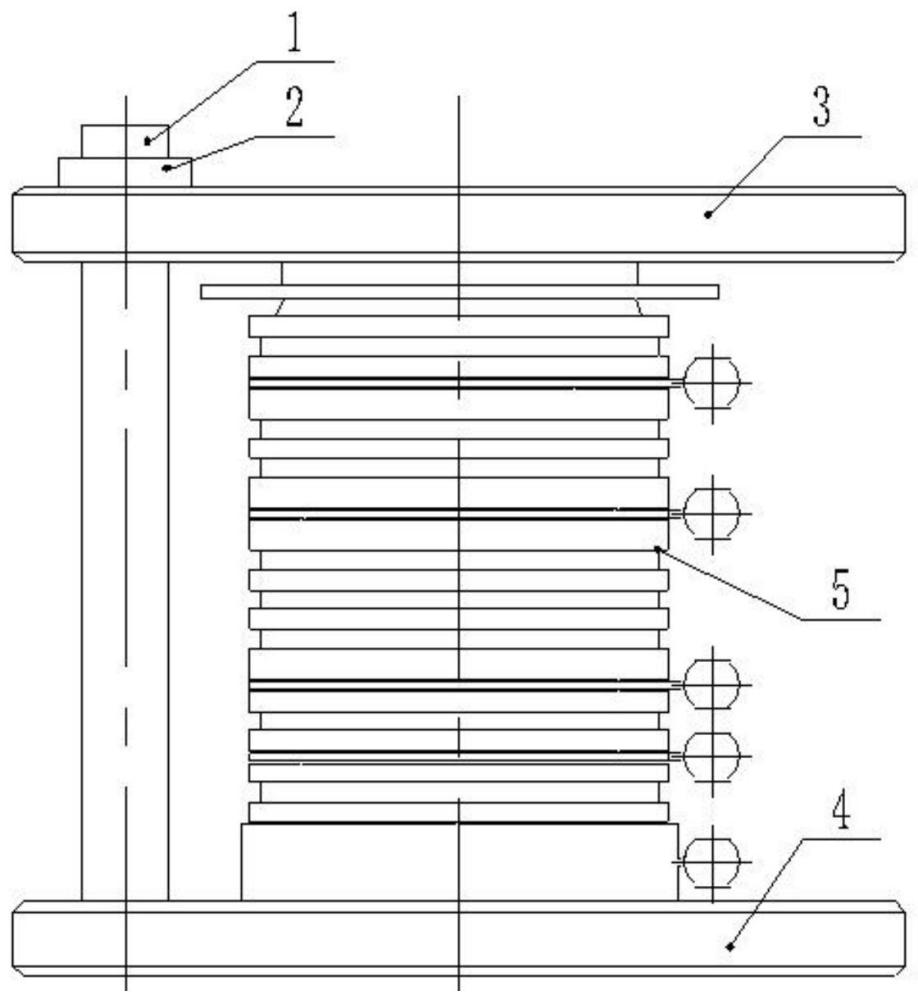
11、平封结构瓷封件的平封结构组件,包括上模具和下模具,所述上模具与下模具之间安装有枪壳组件,所述下模具的一侧安装有螺杆,所述螺杆的顶端穿过上模具的一侧并伸出一部分,所述螺杆的外壁上螺纹连接有螺母。
12、本发明提供了平封结构瓷封件的平封结构组件及其高精度封接方法。具备以下有益效果:
13、本发明通过将陶瓷在镀t i膜实现金属化后镀覆μm级别cu、ag金属薄膜,作为过渡液相扩散焊的反应膜层,装配的陶瓷与金属封接组件在真空气氛下800℃保温10min,cu薄膜、ag薄膜中的原子之间发生扩散形成共晶合金焊料,实现了过渡液相扩散焊,显著改善了组件封接前后高度方向的变化量,单道焊缝高度方向变化量从原有的20~30μm缩小到4μm,实现了高精度封接效果,提升了真空电子器件平封结构瓷封件各极间距控制一致性。
技术特征:
1.平封结构瓷封件的高精度封接方法,其特征在于,包括以下方法步骤:
2.根据权利要求1所述的平封结构瓷封件的高精度封接方法,其特征在于,所述s1步骤中,陶瓷上、下端面ti膜的镀覆厚度为2±0.2μm。
3.根据权利要求1所述的平封结构瓷封件的高精度封接方法,其特征在于,所述s2步骤中,瓷件在真空气氛环境下的加热温度为700℃,保温时间为5min。
4.根据权利要求1所述的平封结构瓷封件的高精度封接方法,其特征在于,所述s3步骤中,cu膜的镀覆厚度为1±0.2μm,ag膜的镀覆厚度为2±0.2μm。
5.根据权利要求1所述的平封结构瓷封件的高精度封接方法,其特征在于,所述s4步骤中,真空炉内加热到800℃保温10min,升温速率≤500℃/h,降温速率≤300℃/h,真空度控制优于1×10-3pa。
6.平封结构瓷封件的平封结构组件,其特征在于,应用于权利要求1-5任一项所述的平封结构瓷封件的高精度封接方法,包括上模具(3)和下模具(4),所述上模具(3)与下模具(4)之间安装有枪壳组件(5),所述下模具(4)的一侧安装有螺杆(1),所述螺杆(1)的顶端穿过上模具(3)的一侧并伸出一部分,所述螺杆(1)的外壁上螺纹连接有螺母(2)。
技术总结
本申请涉及陶瓷封装体技术领域,公开了平封结构瓷封件的高精度封接方法,包括以下方法步骤:S1、在陶瓷上、下端面首先镀覆T i膜实现金属化,其中Ti膜作为陶瓷金属化的基础膜;S2、将镀覆后的瓷件在真空气氛环境下加热保温处理,提升T i膜层与陶瓷结合力;S3、在瓷件的上、下端面先后镀覆Cu膜、Ag膜;S4、覆膜后陶瓷与金属件在专用平封结构组件夹持固定后在真空炉下加热并保温一段时间。通过将陶瓷在镀T i膜实现金属化后镀覆μm级别Cu、Ag金属薄膜,作为过渡液相扩散焊的反应膜层,显著改善了组件封接前后高度方向的变化量,实现了高精度封接效果,提升了真空电子器件平封结构瓷封件各极间距控制一致性。
技术研发人员:任重,王竟宇,杨梦瑶,唐中华,周朝阳,刘颖博
受保护的技术使用者:南京三乐集团有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!