一种双膛窑连接通道喷涂修复组件的制作方法
1.本实用新型涉及双膛窑连接通道技术领域,具体涉及一种双膛窑连接通道喷涂修复组件。
背景技术:
2.双膛窑相对于其它窑型的最大特点是由通道将两窑膛相连,从而形成真正意义上的并流蓄热工艺特点,其通道包含两个部分:一是每窑膛拱门和周边气流汇集的环形通道;二是两窑膛间连接通道。而连接通道是实现双膛石灰窑煅烧原理和优势的必需结构。连接通道的作用是使石灰煅烧窑膛在煅烧过程中产生的气体通过该通道流向非煅烧窑膛,而流动气体中带有大量的粉尘,会随气体在通道中堆积。通道的通透性是影响生产的重要因素。而影响通道通透性的两个重要因素是气体流量和通道温度。通道内气体流量越大,烟气利用率越高,而通道越容易堵塞;通道温度越高,通道越容易堵塞。随着时间的延长,粉尘堆积会越来越多,通过的气流受阻,石灰的质量和产量均会下降。所以连接通道在双膛窑窑体结构中极为重要的部位之一。
3.现有的双膛窑在运行一段时间后,其连接通道的温度反复剧烈变化,发现上部浇注料成片脱落,造成通道堵塞及上部钢板局部即将烧红的现象,越来越明显地制约了生产顺行,导致石灰能耗高、产品质量差:
4.原因分析:1、锚固件材质的选择。经检查很多地方锚固件脱落,仅残留一些焊点印迹,很明显是扒钉在焊点处开裂,造成浇注料脱落、开裂。因通道温度高,选择锚固件需采用耐热不锈钢的材质,否则长期在高温下容易使锚固件烧损、扭曲变形,导致悬挂在锚固件浇注料开裂,脱落。2、温度的变化。由于浇注料热震稳定性能差,通道温度长时间处于高温且反复剧烈变化,造成浇注料烧损、脱落。3、浇注料质量原因。浇注料在连接通道高温气体中受碱、氯、硫等有害成分的影响导致结皮严重,而且受机械振动(例如空气炮带来的振动)也增加了负荷,也会增加浇注料的分离风险。所以浇注料质量需达到技术指标要求,若安全使用温度及化学成份达不到要求,耐压强度、体积密度低,都会造成脱落与开裂。4、施工原因。浇注料的损坏受施工质量影响很大。常见损坏来自于锚固件安装、浇注料施工的水分(拌合剂)、拌合时间、膨胀缝留设、振动均匀性等质量控制出现问题。所以浇注料的施工必须严格按照要求,才能保证它的物理性能,加水量对浇注料影响非常大,所以要控制好水量;而且要预留膨胀缝(一般每隔1.5m留膨胀缝),因为在升温时会产生巨大的膨胀力。5、操作原因。在点火或停窑等其它生产不正常的情况下,常常出现温度的急剧变化,使浇注料产生巨大的内应力,因热疲劳而损坏;正常生产时若风气配比不当,造成火焰在通道内燃烧,此时通道温度急剧上升,最容易产生浇注料开裂。
5.其连接通道上部隔热层设计时采用浇注料浇注,因连接通道长期受高温气流与温度的反复剧烈变化,造成上部浇注料成片脱落与开裂引起通道堵塞及上部钢板存在局部即将烧红的现象,导致石灰能耗高、产品质量差,越来越明显地制约了生产顺行。
技术实现要素:
6.本实用新型的目的在于针对现有技术中不足与缺陷,提供一种双膛窑连接通道喷涂修复组件,通过采用本双膛窑连接通道喷涂修复方法及机构,可有效解决双膛窑因长期生产,连接通道耐材脱落,导致气体流量受限,连接通道易堵塞的问题,提高石灰的质量和产量,提高窑膛使用寿命。
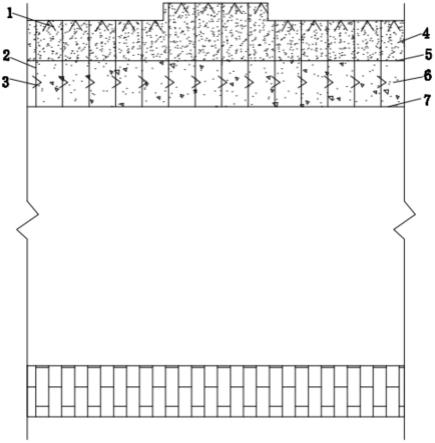
7.为实现上述目的,本实用新型采用以下技术方案是:一种双膛窑连接通道喷涂修复组件,它包括上v型锚固钉1、竖锚固件2、下v型锚固钉3、中质喷涂料层4、网片层5、重质喷涂料层6、龟甲层7,所述v型锚固钉1设置在中质喷涂料层4,中质喷涂料层4的下方通过网片层5与重质喷涂料层6相配合,重质喷涂料层6内设有下v型锚固钉3,且重质喷涂料层6的下方设有龟甲层7,所述竖锚固件2从上而下依次贯穿其中质喷涂料层4、网片层5及重质喷涂料层6,且竖锚固件2的下方与龟甲层7上方相焊接。
8.进一步的,所述上v型锚固钉1设有若干个,且v型开口端向下。
9.进一步的,所述下v型锚固钉3设有若干个,且v型开口端向左。
10.进一步的,所述上v型锚固钉1、竖锚固件2及下v型锚固钉3均采用0cr25ni20耐热不锈钢筋。
11.进一步的,所述上v型锚固钉1、竖锚固件2、下v型锚固钉3的端头部涂抹沥青。
12.采用上述技术方案后,本实用新型有益效果为:通过采用本双膛窑连接通道喷涂修复方法及机构,可有效解决双膛窑因长期生产,连接通道耐材脱落,导致气体流量受限,连接通道易堵塞的问题,提高石灰的质量和产量,提高窑膛使用寿命。
附图说明
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
14.图1是本实用新型的结构示意图。
15.图2是本实用新型的部分立体结构示意图。
16.图3是上v型锚固钉1的结构示意图。
17.图4是本实用新型与现有技术的能耗对比图。
18.图5是本实用新型与现有技术的活性度对比图。
19.图6是本实用新型与现有技术的灼减对比图。
20.附图标记说明:上v型锚固钉1、竖锚固件2、下v型锚固钉3、中质喷涂料层4、网片层5、重质喷涂料层6、龟甲层7。
具体实施方式
21.参看图1-图6所示,本具体实施方式采用的技术方案是:它包括上v型锚固钉1、竖锚固件2、下v型锚固钉3、中质喷涂料层4、网片层5、重质喷涂料层6、龟甲层7,所述v型锚固钉1设置在中质喷涂料层4,中质喷涂料层4的下方通过网片层5与重质喷涂料层6相配合,重质喷涂料层6内设有下v型锚固钉3,且重质喷涂料层6的下方设有龟甲层7,所述竖锚固件2
从上而下依次贯穿其中质喷涂料层4、网片层5及重质喷涂料层6,且竖锚固件2的下方与龟甲层7上方相焊接。
22.更为具体说明的,所述上v型锚固钉1设有若干个,且v型开口端向下。向下开口的上v型锚固钉1,能够增加中质喷涂料层4的横向拉力。
23.更为具体说明的,所述下v型锚固钉3设有若干个,且v型开口端向左。向左开口的下v型锚固钉3能够增加重质喷涂料层6的垂直拉力与承受力。
24.更为具体说明的,所述上v型锚固钉1、竖锚固件2及下v型锚固钉3均采用0cr25ni20耐热不锈钢筋,0cr25ni20耐热不锈钢筋具有较高百分比的铬和镍,使得拥有多蠕变强度,在高温下能持续作业,不但具有抗氧化性、耐腐蚀性,还具有良好的耐高温性、抗渗碳性等优点。
25.更为具体说明的,所述上v型锚固钉1、竖锚固件2、下v型锚固钉3的端头部涂抹沥青。涂抹沥青为了有效的控制喷涂料和金属之间的膨胀系数,也避免出现裂纹和喷涂料掉料等情况。
26.本实用新型的工作原理:在进行双膛窑连接通道喷涂修复时,应当先进行清除通道上部结瘤及残渣,清除通道上部结瘤及残渣是喷涂前的一个重要的工序,上部残留的浇注料清理干净与否,直接关系到喷涂料的附着率,清理干净后,并检查确认后再用高压风枪进行吹扫,然后再用少量的水湿润,这样才能达到喷涂整体性能好、附着率高、反弹量小的效果;在清洁完成需要施工时,可先在上v型锚固钉1、竖锚固件2及下v型锚固钉3端头部涂抹沥青,而上v型锚固钉1与下v型锚固钉3共需焊接200件,而竖锚固件2则共需焊接250件,再喷涂中质喷涂料层4时加一层网片层5并用上v型锚固钉1加密;在重质喷涂料层6离工作面30mm处焊一层龟甲层7,且龟甲层7与竖锚固件2焊接牢固,中质喷涂料层4与重质喷涂料层6的喷涂料理化指标见表二,应当注意,焊接时需满焊,且在喷涂时,其喷涂厚度为500mm,喷涂机操作必须遵守喷涂时先送风后送料,停机时先停料后停风的原则。喷枪力求与喷涂面成直角,并保持800-1200mm间距作均匀绕圈作业;喷涂作业应按规定留好接头、中断或间断时间;喷涂时宜分段进行,要求一次性地喷涂到设计厚度,施工中断后继续喷涂时,应将接茬处留成直茬,并用水润湿;喷涂时应注意密实度好,无空洞、夹层等现象;喷涂层表面不得抹光,但不应有干料和流淌等现象,其中,上v型锚固钉1、竖锚固件2及下v型锚固钉3均采用0cr25ni20耐热不锈钢筋锚。其0cr25ni20耐热不锈钢筋锚的化学成分件下表1:
[0027][0028]
表一0cr25ni20耐热不锈钢筋化学成份表
[0029]
[0030][0031]
表二喷涂料理化指标
[0032]
以上所述,仅用以说明本实用新型的技术方案而非限制,本领域普通技术人员对本实用新型的技术方案所做的其它修改或者等同替换,只要不脱离本实用新型技术方案的精神和范围,均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1