一种车载曲面抗眩光AG盖板及其制造设备的制作方法
本技术属于光学显示器件制造工艺及设备的。更具体地,本技术涉及一种车载曲面抗眩光ag盖板。本技术还涉及其制造设备,特别是相应的热弯成型设备。
背景技术:
1、针对目前车内曲面大屏、多分屏的显示屏,为了实现一个良好的视觉效果,车载屏幕表面必须要增加必要的表面处理,ag(抗眩光)处理能降低环境光干扰,减少显示器本身的光反射,使图像更清晰、色彩更艳丽、颜色更饱和,越来越被各大厂商所重视并采用。
2、发展到现在,车内屏幕越来越多,也越来越大。大屏触控、多屏互动,这个趋势带来的便是车内更多的高光表面,如此多的反光面,意味着环境光线对车内的干扰程度亦会愈发严重。ag(抗眩光)是通过物理或化学加工,将原玻璃表面变为哑光的漫反射表面,从而减少外界光线对人眼的干扰。
3、在现有技术中,车载行业适用的曲面ag盖板主要是通过ag蚀刻的方式实现,玻璃大片进行蚀刻,然后小片玻璃热压成型,ag是将玻璃进行特殊的化学反应,使之变成需要的哑光表面。
4、但是上述技术方案存在一个严重的问题:ag蚀刻的关键在于氟化物药水将原玻璃表面蚀刻成哑光的漫反射表面,产生的废水对环境会造成巨大的污染,同时,该技术方案在对玻璃热压的过程中会破坏玻璃的表面,让ag玻璃表面产生损伤,破坏了ag玻璃的光泽度以及导致雾度不均一的现象。
技术实现思路
1、本实用新型提供一种车载曲面抗眩光ag盖板,其目的是提高产品的表面质量。
2、为了实现上述目的,本实用新型采取的技术方案为:
3、本实用新型的车载曲面抗眩光ag盖板,所述的ag盖板的基板材料为玻璃;所述的ag盖板的表面设置ag喷涂层或ag淋涂层。
4、所述的ag盖板为苏打玻璃,其基板材料的厚度为0.7~3.0mm。
5、所述的ag盖板的曲率半径在r400~r3000mm之间。
6、所述的ag盖板表面的雾度在为1.0~10.0%之间。
7、所述的ag盖板表面的gloss值在90~120%之间。
8、所述的ag盖板表面的糙度在0.03~0.12μm之间。
9、所述的ag盖板的边缘设置油墨印刷层;所述的油墨印刷层的厚度在9~20μm之间。
10、为了实现与上述技术方案相同的发明目的,本实用新型还提供以上所述的车载曲面抗眩光ag盖板的制造设备,其技术方案是:
11、所述的制造设备包括喷涂机;在所述的喷涂机上,设置mask;在所述的mask的上方,设置喷淋头;通过所述的mask放置于ag盖板的上方,对ag盖板进行淋涂或者喷涂,最终在ag盖板的表面形成均匀的ag涂层。
12、本实用新型还提供了以上所述的车载曲面抗眩光ag盖板的制造工艺的热弯成型设备,其技术方案是:
13、所述的热弯成型设备为热弯机,采用的模具为金属模具、石墨模具、陶瓷模具中的一种,其精度为±10μm。
14、本实用新型采用上述技术方案,为物理工艺方法ag,且采用先切割、后喷涂、淋涂的工艺流程,不破坏玻璃表面层,表面质量稳定提高;ag后玻璃厚度是增加的,对玻璃基材要求不高;生产成本有有了很大的下降;生产操作方便、快捷;生产效率高。
技术特征:
1.一种车载曲面抗眩光ag盖板的制造设备,所述的ag盖板的基板材料为玻璃;所述的ag盖板的表面设置ag喷涂层或ag淋涂层;其特征在于:所述的制造设备包括喷涂机;在所述的喷涂机上,设置mask;所述的mask放置于ag盖板的上方;在所述的mask的上方,设置对ag盖板进行淋涂或者喷涂的喷淋头。
2.按照权利要求1所述的车载曲面抗眩光ag盖板的制造设备,其特征在于:所述的ag盖板为苏打玻璃,其基板材料的厚度为0.7~3.0mm。
3.按照权利要求1所述的车载曲面抗眩光ag盖板的制造设备,其特征在于:所述的ag盖板的曲率半径在r400~r3000mm之间。
4.按照权利要求1所述的车载曲面抗眩光ag盖板的制造设备,其特征在于:所述的ag盖板表面的雾度在为1.0~10.0%之间。
5.按照权利要求1所述的车载曲面抗眩光ag盖板的制造设备,其特征在于:所述的ag盖板表面的gloss值在90~120%之间。
6.按照权利要求1所述的车载曲面抗眩光ag盖板的制造设备,其特征在于:所述的ag盖板表面的糙度在0.03~0.12μm之间。
7.按照权利要求1所述的车载曲面抗眩光ag盖板的制造设备,其特征在于:所述的ag盖板的边缘设置油墨印刷层;所述的油墨印刷层的厚度在9~20μm之间。
8.按照权利要求1所述的车载曲面抗眩光ag盖板的制造设备,其特征在于:所述的制造设备中的热弯成型设备为热弯机,采用的模具为金属模具、石墨模具、陶瓷模具中的一种,其精度为±10μm。
技术总结
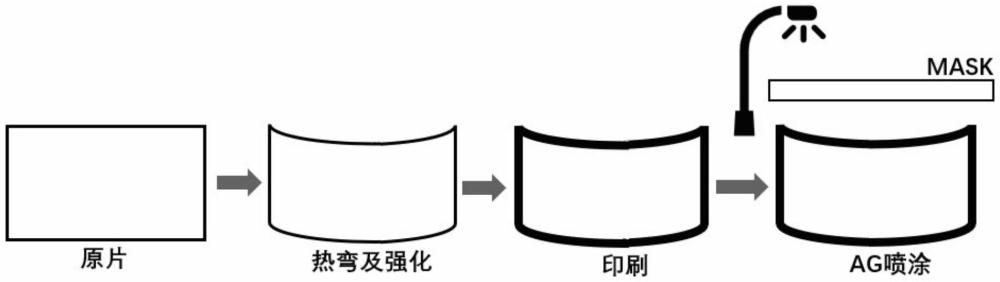
本技术公开了一种车载曲面抗眩光AG盖板及其制造设备,其基板材料为玻璃,其表面设置AG喷涂层或AG淋涂层;其制造工艺的过程为:玻璃切割下料,得到AG盖板的基板;AG盖板的基板在热弯机上热弯成型和强化;对AG盖板的边缘进行油墨印刷;在喷涂机上,通过MASK放置于AG盖板的上方,对AG盖板进行淋涂或者喷涂,最终在AG盖板的表面形成均匀的AG涂层;进行高温固化。采用上述技术方案,为物理工艺方法AG,且采用先切割、后喷涂、淋涂的工艺流程,不破坏玻璃表面层,表面质量稳定提高;AG后玻璃厚度是增加的,对玻璃基材要求不高;生产成本有有了很大的下降;生产操作方便、快捷;生产效率高。
技术研发人员:刘翔,杨正昊,孙翔,俞良,许沭华
受保护的技术使用者:芜湖长信科技股份有限公司
技术研发日:20230329
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!