一种低温分离以及膜分离技术相结合的氢气回收系统的制作方法
本技术涉及精细化工设备,特别是涉及一种低温分离以及膜分离技术相结合的氢气回收系统。
背景技术:
1、公开号为cn110668927a的专利中公开了一种3-戊醇脱氢制备3-戊酮的方法,采用催化精馏反应工艺,配方量的3-戊醇、乙二醇和改性无定型raney镍催化剂进行催化脱氢反应,控制反应温度为125~145℃,系统压力为0.1~0.5bar;乙二醇的加入质量以加入的3-戊醇质量为基准计为20~40%;改性无定型raney镍催化剂的组成为:al(53%)-ni(44%)-mo(3%),重量百分比,催化剂的3-戊醇负荷wwh为6.0~10.0hr-1;催化脱氢反应的产物以气相出料,气相反应产物通过精馏提纯,精馏设备的理论塔板数为65,回流比为2∶1~5∶1。本发明通过在脱氢反应液中加入高沸点溶剂乙二醇,使脱氢反应温度升高至125~145℃,脱氢反应速率加快,有效提高了催化剂活性和使用效率,且通过改变乙二醇的加入量可实现对脱氢反应温度的灵活调节,从而延长了催化剂的使用寿命。
2、戊内酯合成工艺为新鲜1,5戊二醇进入脱氢反应器,发生脱氢反应,反应器产品出料气经过冷凝进入产品接收罐进行气液分离,得到粗产品,分离后的气体作为尾气放空,尾气直接送往废气处理装置,由于尾气中还含有较多氢气,造成了氢气的浪费,因此,有必要对废气中的氢气进行回收。
技术实现思路
1、为解决以上技术问题,本实用新型提供一种低温分离以及膜分离技术相结合的氢气回收系统,用于对戊内酯合成工艺中1,5戊二醇进入脱氢反应后的氢气进行回收。
2、为实现上述目的,本实用新型提供了如下方案:
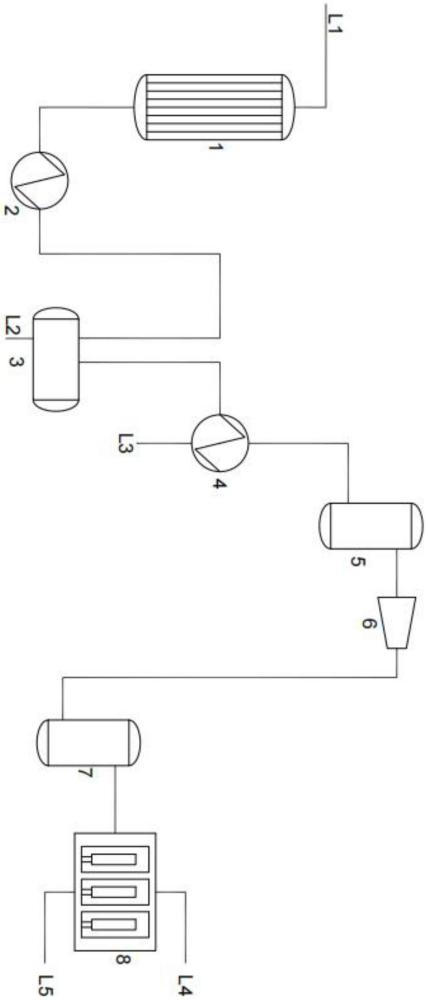
3、本实用新型提供一种低温分离以及膜分离技术相结合的氢气回收系统,包括脱氢反应器、产品冷凝器、粗品接收罐、尾气冷凝器、压缩机和膜分离器;所述脱氢反应器的进料端连接原料进气管线,所述脱氢反应器底部排气口连接到所述产品冷凝器进气管线;所述产品冷凝器的排气口连接到所述粗品接收罐的进料口;所述粗品接收罐的底部连通粗品采出管线;所述粗品接收罐的顶部排气口连接所述尾气冷凝器进气管线;所述尾气冷凝器底部冷凝口连接到废液管线;所述尾气冷凝器顶部排气口连通所述压缩机的进气口;所述压缩机的排气口连通所述膜分离器进口管线;所述膜分离器顶部设置有排气管线,所述排气管线为尾气管线,连通到废气处理装置;所述膜分离器的底部设置有排气管线,所述排气管线为高纯氢管线,连通道厂区其他用氢工段。
4、可选的,所述尾气冷凝器为螺纹管式冷凝器。
5、可选的,所述尾气冷凝器的排气口到所述压缩机之间设置有尾气缓冲罐。
6、可选的,所述压缩机为活塞泵。
7、可选的,所述压缩机的排气口到所述膜分离器之间设置有膜分离器进气缓冲罐。
8、可选的,所述产品冷凝器的排气口温度为50°。
9、可选的,所述尾气冷凝器的排气口温度为10-15°。
10、可选的,所述压缩机的排气口温度为80-100°,压力为2.0mpa。
11、本实用新型相对于现有技术取得了以下技术效果:
12、本实用新型中的低温分离以及膜分离技术相结合的氢气回收系统,通过深冷和膜分离,实现对尾气中氢气提纯,氢气回收率高,可作为其他工段原料气使用,实现尾气中有效气体的回收利用,避免造成有效气体浪费,并且极大降低废气处理的压力。
技术特征:
1.一种低温分离以及膜分离技术相结合的氢气回收系统,其特征在于,包括脱氢反应器、产品冷凝器、粗品接收罐、尾气冷凝器、压缩机和膜分离器;
2.根据权利要求1所述的低温分离以及膜分离技术相结合的氢气回收系统,其特征在于,所述尾气冷凝器为螺纹管式冷凝器。
3.根据权利要求1所述的低温分离以及膜分离技术相结合的氢气回收系统,其特征在于,所述尾气冷凝器的排气口到所述压缩机之间设置有尾气缓冲罐。
4.根据权利要求1所述的低温分离以及膜分离技术相结合的氢气回收系统,其特征在于,所述压缩机为活塞泵。
5.根据权利要求1所述的低温分离以及膜分离技术相结合的氢气回收系统,其特征在于,所述压缩机的排气口到所述膜分离器之间设置有膜分离器进气缓冲罐。
6.根据权利要求1所述的低温分离以及膜分离技术相结合的氢气回收系统,其特征在于,所述产品冷凝器的排气口温度为50°。
7.根据权利要求1所述的低温分离以及膜分离技术相结合的氢气回收系统,其特征在于,所述尾气冷凝器的排气口温度为10-15°。
8.根据权利要求1所述的低温分离以及膜分离技术相结合的氢气回收系统,其特征在于,所述压缩机的排气口温度为80-100°,压力为2.0mpa。
技术总结
本技术公开一种低温分离以及膜分离技术相结合的氢气回收系统,涉及精细化工设备技术领域,包括通过管路依次连通的脱氢反应器、产品冷凝器、粗品接收罐、尾气冷凝器、尾气缓冲罐、压缩机和膜分离器。本技术中的低温分离以及膜分离技术相结合的氢气回收系统,通过深冷和膜分离,实现对尾气中氢气提纯,氢气回收率高,可作为其他工段原料气使用,实现尾气中有效气体的回收利用,避免造成有效气体浪费,并且极大降低废气处理的压力。
技术研发人员:周明何,洪明来,普智涛,周志军
受保护的技术使用者:浙江博聚新材料有限公司
技术研发日:20231012
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!