一种新型高热阻性xps挤塑保温板及其制备工艺的制作方法
[0001]
本发明属于xps挤塑保温板领域,具体公开了一种新型高热阻性xps挤塑保温板及其制备工艺。
背景技术:
[0002]
xps挤塑板是以聚苯乙烯树脂为原料加上其他的原辅料与聚合物,通过加热混合同时注入催化剂,然后挤塑压出成型而制造的硬质泡沫塑料板.它的学名为绝热用挤塑聚苯乙烯泡沫塑料(简称xps),xps具有闭孔蜂窝结构,这种结构让xps板有较低的吸水性、低热导系数、高抗压性、抗老化性。特别的,xps挤塑板具有高热阻、低线性、膨胀比低的特点,主要用于建筑物屋面保温、钢结构屋面、建筑物墙体保温、建筑物地面保湿、广场地面、地面冻胀控制、中央空调通风管道等。经过十几年的发展,xps挤塑保温板在技术工艺上没有得到进一步的发展、在产品品质上提升较少、随着其他保温材料技术工艺的提高,xps挤塑保温板的原有优势在逐步缩小。
技术实现要素:
[0003]
针对以上不足,本发明公开了一种新型高热阻性xps挤塑保温板及其制备工艺,结构强度高,阻燃性能好,环保无毒,抗紫外线抗老化性能好。
[0004]
本发明的技术方案如下:
[0005]
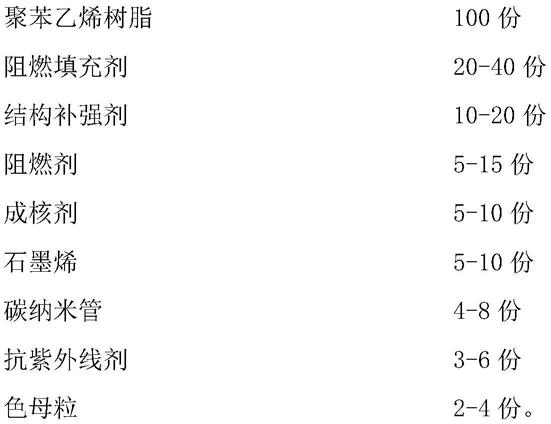
一种新型高热阻性xps挤塑保温板,由以下质量份的成分组成:
[0006][0007]
进一步的,上述新型高热阻性xps挤塑保温板,所述所述阻燃填充剂由煅烧高岭土:纳米二氧化硅:氢氧化镁=3:2:1的质量比组成。
[0008]
进一步的,上述新型高热阻性xps挤塑保温板,所述结构补强剂为酚醛树脂和玻璃纤维质量比1:1构成。
[0009]
进一步的,上述新型高热阻性xps挤塑保温板,所述阻燃剂为环保阻燃剂。
[0010]
进一步的,上述新型高热阻性xps挤塑保温板,所述环保阻燃剂为十溴二苯乙烷:三聚氰胺氰尿酸=2:1的质量比组成。
[0011]
进一步的,上述新型高热阻性xps挤塑保温板,所述成核剂为山梨醇成核剂mi11ad3988:硬脂酸钙=3:1的质量比组成。
[0012]
进一步的,上述新型高热阻性xps挤塑保温板,所述碳纳米管为多壁碳纳米管。
[0013]
进一步的,上述新型高热阻性xps挤塑保温板,所述抗紫外线剂为二氧化钛。
[0014]
进一步的,上述新型高热阻性xps挤塑保温板,由以下质量份的成分组成:
[0015][0016]
进一步的,上述新型高热阻性xps挤塑保温板的制备工艺,包括以下步骤:
[0017]
(1)按照配方将原料投入到料斗内充分混合;
[0018]
(2)将混合后的材料由喂料器工机组供料,由工机组内加热、输送、塑化、混炼、注入氮气;
[0019]
(3)当原料成粘流态时在螺杆的推动下经过换网器连接器输送至工机组,经过二次发泡,加热至200℃;
[0020]
(4)通过工机组螺杆的搅拌形成了大量的气泡核,在被挤出机挤出模具口的一瞬间,受到大气压的影响,形成一个个独立的气泡,此时的材料周围胀起,将胀起的材料经过平整机压平、整形最后被牵引机牵出;
[0021]
(5)经过规格调试出需要的产品,再经过切边、拉毛、开槽、切割和包装最后做出成品。
[0022]
根据以上技术方案可知,本发明至少有以下有益效果:
[0023]
(1)本发明公开了一种新型高热阻性xps挤塑保温板,通过改进其核心配比,加入了环保的阻燃剂和抗紫外线剂提高了传统xps挤塑保温板的阻燃效果以及抗紫外线老化的效果。
[0024]
(2)进一步的,本发明通过改进结构补强剂和成核剂以及石墨烯和碳纳米管等添加剂,提高了xps挤塑保温板的结构强度,使得xps挤塑保温板弯曲模量由传统的1060mpa提高1220mpa,光泽度从92%提高95%,拓展了xps挤塑保温板的应用范围。
具体实施方式
[0025]
下面结合具体实施方式对本发明作进一步阐述,其中,所述方法如无特别说明均为常规方法,所述原材料如无特别说明均能从公开商业途径而得。
[0026]
实施例1
[0027]
一种新型高热阻性xps挤塑保温板,由以下质量份的成分组成:
[0028][0029]
所述阻燃填充剂由煅烧高岭土:纳米二氧化硅:氢氧化镁=3:2:1的质量比组成;
[0030]
所述结构补强剂为酚醛树脂和玻璃纤维质量比1:1构成;
[0031]
所述环保阻燃剂为十溴二苯乙烷:三聚氰胺氰尿酸=2:1的质量比组成;
[0032]
所述成核剂为山梨醇成核剂mi11ad3988:硬脂酸钙=3:1的质量比组成;
[0033]
所述抗紫外线剂为二氧化钛;
[0034]
所述的新型高热阻性xps挤塑保温板的制备工艺,包括以下步骤:
[0035]
(1)按照配方将原料投入到料斗内充分混合;
[0036]
(2)将混合后的材料由喂料器工机组供料,由工机组内加热、输送、塑化、混炼、注入氮气;
[0037]
(3)当原料成粘流态时在螺杆的推动下经过换网器连接器输送至工机组,经过二次发泡,加热至200℃;
[0038]
(4)通过工机组螺杆的搅拌形成了大量的气泡核,在被挤出机挤出模具口的一瞬间,受到大气压的影响,形成一个个独立的气泡,此时的材料周围胀起,将胀起的材料经过平整机压平、整形最后被牵引机牵出;
[0039]
(5)经过规格调试出需要的产品,再经过切边、拉毛、开槽、切割和包装最后做出成品。
[0040]
实施例2
[0041]
一种新型高热阻性xps挤塑保温板,由以下质量份的成分组成:
[0042][0043]
所述阻燃填充剂由煅烧高岭土:纳米二氧化硅:氢氧化镁=3:2:1的质量比组成;
[0044]
所述结构补强剂为酚醛树脂和玻璃纤维质量比1:1构成;
[0045]
所述环保阻燃剂为十溴二苯乙烷:三聚氰胺氰尿酸=2:1的质量比组成;
[0046]
所述成核剂为山梨醇成核剂mi11ad3988:硬脂酸钙=3:1的质量比组成;
[0047]
所述碳纳米管为多壁碳纳米管
[0048]
所述抗紫外线剂为二氧化钛;
[0049]
所述的新型高热阻性xps挤塑保温板的制备工艺,包括以下步骤:
[0050]
(1)按照配方将原料投入到料斗内充分混合;
[0051]
(2)将混合后的材料由喂料器工机组供料,由工机组内加热、输送、塑化、混炼、注入氮气;
[0052]
(3)当原料成粘流态时在螺杆的推动下经过换网器连接器输送至工机组,经过二次发泡,加热至200℃;
[0053]
(4)通过工机组螺杆的搅拌形成了大量的气泡核,在被挤出机挤出模具口的一瞬间,受到大气压的影响,形成一个个独立的气泡,此时的材料周围胀起,将胀起的材料经过平整机压平、整形最后被牵引机牵出;
[0054]
(5)经过规格调试出需要的产品,再经过切边、拉毛、开槽、切割和包装最后做出成品。
[0055]
实施例3
[0056]
一种新型高热阻性xps挤塑保温板,由以下质量份的成分组成:
[0057][0058]
所述阻燃填充剂由煅烧高岭土:纳米二氧化硅:氢氧化镁=3:2:1的质量比组成;
[0059]
所述结构补强剂为酚醛树脂和玻璃纤维质量比1:1构成;
[0060]
所述环保阻燃剂为十溴二苯乙烷:三聚氰胺氰尿酸=2:1的质量比组成;
[0061]
所述成核剂为山梨醇成核剂mi11ad3988:硬脂酸钙=3:1的质量比组成;
[0062]
所述抗紫外线剂为二氧化钛;
[0063]
所述的新型高热阻性xps挤塑保温板的制备工艺,包括以下步骤:
[0064]
(1)按照配方将原料投入到料斗内充分混合;
[0065]
(2)将混合后的材料由喂料器工机组供料,由工机组内加热、输送、塑化、混炼、注入氮气;
[0066]
(3)当原料成粘流态时在螺杆的推动下经过换网器连接器输送至工机组,经过二次发泡,加热至200℃;
[0067]
(4)通过工机组螺杆的搅拌形成了大量的气泡核,在被挤出机挤出模具口的一瞬间,受到大气压的影响,形成一个个独立的气泡,此时的材料周围胀起,将胀起的材料经过平整机压平、整形最后被牵引机牵出;
[0068]
(5)经过规格调试出需要的产品,再经过切边、拉毛、开槽、切割和包装最后做出成品。
[0069]
测试例
[0070]
将实施例1-3制备得到的xps挤塑保温板和市售普通产品相比,结果如下表 1所示。
[0071]
表1
[0072]
[0073]
以上仅为本发明的较佳实施例而已,不能以此限定本发明的保护范围,即大凡依本发明权利要求书及发明内容所做的简单的等效变化与修改,皆仍属于本发明专利申请的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1