一种耐高温模具硅橡胶及其制备方法与流程
[0001]
本发明涉及硅橡胶领域,具体涉及一种耐高温模具硅橡胶及其制备方法。
背景技术:
[0002]
硅橡胶是指主链由硅和氧原子交替构成,硅原子上通常连有两个有机基团的橡胶。高温硫化硅橡胶是指聚硅氧烷变成弹性体的过程是经过高温硫化成型的。它主要以高分子量的聚甲基乙烯基硅氧烷为生胶,混入补强填料、硫化剂等,在加热加压下硫化成弹性体,其具有良好的稳定性,在较高温度下仍然能保持一定的稳定性。但是随着科技的发展,对硅橡胶的应用场景要求越来越多,其耐温性能以及不能满足日常生产工作的需要,并且长期在较高温度下使用的硅橡胶由于老化、氧化等因素很难继续使用,因此需要开发一种具有良好的耐高温性能以及良好的高温稳定性的硅橡胶。
技术实现要素:
[0003]
为解决现有技术中硅橡胶耐高温性能差的问题,本发明提出一种耐高温模具硅橡胶及其制备方法。
[0004]
本发明采用的方案如下:
[0005]
一种耐高温模具硅橡胶,由a、b两组分构成,其中a组分按质量份数由100份硅氧烷、30-50份聚丁二烯、10-30份补强剂、0.5-5份硫化剂和5-30份耐高温填料组成,b组分按质量份数由1-5份增塑剂、1-5份催化剂和0.5-6份交联剂组成,组分a与组分b按质量比为100:0.5-3,所述耐高温填料按质量份数由20-40份二氧化硅、20-40份氧化铝、20-40份氧化锆、5-10份硅酸钠、5-10份硅酸钙和1-10份氮化硼组成。
[0006]
作为本发明的一种优选技术方案,所述硫化剂是2,4-二氯过氧化苯甲酰、过氧化二叔丁基、过氧化二异丙苯、双二五硫化剂、过苯甲酸叔丁酯、过氧化苯甲酰或铂金硫化剂其中的一种。
[0007]
作为本发明的一种优选技术方案,所述补强剂是气相白炭黑或沉淀白炭黑或两者的混合。
[0008]
作为本发明的一种优选技术方案,所述增塑剂是甲基硅油、乙基硅油或领苯二甲酸酯类其中的一种。
[0009]
作为本发明的一种优选技术方案,所述交联剂是正硅酸乙酯、二乙烯基苯或n,n-亚甲基双丙烯酰胺其中的一种。
[0010]
作为本发明的一种优选技术方案,所述催化剂是有机锡或有机钛,其中有机锡是二月桂酸二丁基锡、辛酸亚锡、二醋酸二丁基锡、二烷基锡二马来酸酯、硫醇二辛基锡其中的一种,有机钛是钛酸四丁酯。
[0011]
作为本发明的一种优选技术方案,所述耐高温填料的成分中二氧化硅、氧化铝和氧化锆是纳米级,尺寸为100-800纳米。
[0012]
作为本发明的一种优选技术方案,所述二氧化硅、氧化铝或氧化锆是纳米纤维。
[0013]
一种耐高温模具硅橡胶的制备方法,包括以下步骤:
[0014]
a、按照质量份数将100份硅氧烷、30-50份聚丁二烯加入到开炼机中混炼15-30分钟,经挤出得到基料;
[0015]
b、按质量份数将10-30份补强剂、0.5-5份硫化剂和5-30份耐高温填料加入到步骤a得到的基料中,继续混炼5-10分钟;
[0016]
c、将步骤b得到的混合基料加入到真空捏合机中捏合15-25分钟,得到a组分;
[0017]
d、将质量份数为1-5份增塑剂、1-5份催化剂和0.5-6份交联剂的b组分加入到步骤c得到的a组分中,继续捏合3-5小时;
[0018]
e、真空排气后移入模具,在常温下静置6-10小时,得到耐高温模具硅橡胶。
[0019]
作为本发明的一种优选技术方案,步骤a所述进行混炼工序时,设置温度为80-150℃。
[0020]
与现有技术相比,本发明具有的有益效果是:制备得到的模具硅橡胶具有良好的高温稳定性,能够在较高温度时持续使用,并且提高了使用温度阈值。
具体实施方式
[0021]
以下结合实施例对本发明作进一步的描述,实施例仅用于对本发明进行说明,并不构成对权利要求范围的限制,本领域技术人员可以想到的其他替代手段,均在本发明权利要求范围内。
[0022]
实施例1
[0023]
一种耐高温模具硅橡胶,由a、b两组分构成,其中a组分按质量份数由100份硅氧烷、30份聚丁二烯、10份补强剂、0.5份硫化剂和5份耐高温填料组成,b组分按质量份数由1份增塑剂、1份催化剂和0.5份交联剂组成,组分a与组分b按质量比为100:0.5,所述耐高温填料按质量份数由20份二氧化硅、20份氧化铝、20份氧化锆、5份硅酸钠、5份硅酸钙和1份氮化硼组成。
[0024]
具体地,所述硫化剂是2,4-二氯过氧化苯甲酰。
[0025]
具体地,所述补强剂是气相白炭黑。
[0026]
具体地,所述增塑剂是甲基硅油。
[0027]
具体地,所述交联剂是正硅酸乙酯。
[0028]
具体地,所述催化剂是有机锡,其中有机锡是二月桂酸二丁基锡。
[0029]
具体地,所述耐高温填料的成分中二氧化硅、氧化铝和氧化锆是纳米级,尺寸为100-800纳米。
[0030]
具体地,所述二氧化硅、氧化铝或氧化锆是纳米纤维。
[0031]
耐高温模具硅橡胶的制备方法,包括以下步骤:
[0032]
a、按照质量份数将100份硅氧烷、30份聚丁二烯加入到开炼机中混炼15分钟,经挤出得到基料;
[0033]
b、按质量份数将10份补强剂、0.5份硫化剂、5份耐高温填料加入到步骤a得到的基料中,继续混炼5分钟;
[0034]
c、将步骤b得到的混合基料加入到真空捏合机中捏合15分钟,得到a组分;
[0035]
d、将质量份数为1份增塑剂、1份催化剂和0.5份交联剂的b组分加入到步骤c得到
的a组分中,继续捏合3小时;
[0036]
e、真空排气后移入模具,在常温下静置6小时,得到耐高温模具硅橡胶。
[0037]
具体地,步骤a所述进行混炼工序时,设置温度为150℃。
[0038]
实施例2
[0039]
一种耐高温模具硅橡胶,由a、b两组分构成,其中a组分按质量份数由100份硅氧烷、50份聚丁二烯、30份补强剂、5份硫化剂和30份耐高温填料组成,b组分按质量份数由5份增塑剂、5份催化剂和6份交联剂组成,组分a与组分b按质量比为100:3,所述耐高温填料按质量份数由40份二氧化硅、40份氧化铝、40份氧化锆、10份硅酸钠、10份硅酸钙和10份氮化硼组成。
[0040]
具体地,所述硫化剂是双二五硫化剂。
[0041]
具体地,所述补强剂是沉淀白炭黑。
[0042]
具体地,所述增塑剂是乙基硅油。
[0043]
具体地,所述交联剂是二乙烯基苯。
[0044]
具体地,所述催化剂是有机钛,有机钛是钛酸四丁酯。
[0045]
具体地,所述耐高温填料的成分中二氧化硅、氧化铝和氧化锆是纳米级,尺寸为100-800纳米。
[0046]
具体地,所述二氧化硅、氧化铝或氧化锆是纳米纤维。
[0047]
耐高温模具硅橡胶的制备方法,包括以下步骤:
[0048]
a、按照质量份数将100份硅氧烷、50份聚丁二烯加入到开炼机中混炼30分钟,经挤出得到基料;
[0049]
b、按质量份数将30份补强剂、5份硫化剂、30份耐高温填料加入到步骤a得到的基料中,继续混炼10分钟;
[0050]
c、将步骤b得到的混合基料加入到真空捏合机中捏合25分钟,得到a组分;
[0051]
d、将质量份数为5份增塑剂、5份催化剂和6份交联剂的b组分加入到步骤c得到的a组分中,继续捏合5小时;
[0052]
e、真空排气后移入模具,在常温下静置10小时,得到耐高温模具硅橡胶。
[0053]
具体地,步骤a所述进行混炼工序时,设置温度为150℃。
[0054]
实施例3
[0055]
一种耐高温模具硅橡胶,由a、b两组分构成,其中a组分按质量份数由100份硅氧烷、40份聚丁二烯、20份补强剂、3份硫化剂和20份耐高温填料组成,b组分按质量份数由3份增塑剂、3份催化剂和3份交联剂组成,组分a与组分b按质量比为100:2,所述耐高温填料按质量份数由30份二氧化硅、30份氧化铝、30份氧化锆、8份硅酸钠、8份硅酸钙和5份氮化硼组成。
[0056]
具体地,所述硫化剂是过苯甲酸叔丁酯。
[0057]
具体地,所述补强剂是气相白炭黑。
[0058]
具体地,所述增塑剂是领苯二甲酸酯类。
[0059]
具体地,所述交联剂是n,n-亚甲基双丙烯酰胺。
[0060]
具体地,所述催化剂是有机锡,其中有机锡是二烷基锡二马来酸酯。
[0061]
具体地,所述耐高温填料的成分中二氧化硅、氧化铝和氧化锆是纳米级,尺寸为
100-800纳米。
[0062]
具体地,所述二氧化硅、氧化铝或氧化锆是纳米纤维。
[0063]
耐高温模具硅橡胶的制备方法,包括以下步骤:
[0064]
a、按照质量份数将100份硅氧烷、40份聚丁二烯加入到开炼机中混炼20分钟,经挤出得到基料;
[0065]
b、按质量份数将20份补强剂、3份硫化剂、20份耐高温填料加入到步骤a得到的基料中,继续混炼8分钟;
[0066]
c、将步骤b得到的混合基料加入到真空捏合机中捏合20分钟,得到a组分;
[0067]
d、将质量份数为3份增塑剂、3份催化剂和3份交联剂的b组分加入到步骤c得到的a组分中,继续捏合4小时;
[0068]
e、真空排气后移入模具,在常温下静置8小时,得到耐高温模具硅橡胶。
[0069]
具体地,步骤a所述进行混炼工序时,设置温度为150℃。
[0070]
实施例4
[0071]
一种耐高温模具硅橡胶,由a、b两组分构成,其中a组分按质量份数由100份硅氧烷、40份聚丁二烯、10份补强剂、2份硫化剂和7份耐高温填料组成,b组分按质量份数由2份增塑剂、4份催化剂和2份交联剂组成,组分a与组分b按质量比为100:1,所述耐高温填料按质量份数由40份二氧化硅、20份氧化铝、30份氧化锆、7份硅酸钠、6份硅酸钙和9份氮化硼组成。
[0072]
具体地,所述硫化剂是2,4-二氯过氧化苯甲酰。
[0073]
具体地,所述补强剂是气相白炭黑。
[0074]
具体地,所述增塑剂是甲基硅油。
[0075]
具体地,所述交联剂是正硅酸乙酯。
[0076]
具体地,所述催化剂是有机锡,其中有机锡是二月桂酸二丁基锡。
[0077]
具体地,所述耐高温填料的成分中二氧化硅、氧化铝和氧化锆是纳米级,尺寸为100-800纳米。
[0078]
具体地,所述二氧化硅、氧化铝或氧化锆是纳米纤维。
[0079]
耐高温模具硅橡胶的制备方法,包括以下步骤:
[0080]
a、按照质量份数将100份硅氧烷、40份聚丁二烯加入到开炼机中混炼20分钟,经挤出得到基料;
[0081]
b、按质量份数将10份补强剂、2份硫化剂和7份耐高温填料加入到步骤a得到的基料中,继续混炼5分钟;
[0082]
c、将步骤b得到的混合基料加入到真空捏合机中捏合20分钟,得到a组分;
[0083]
d、将质量份数为2份增塑剂、4份催化剂和2份交联剂的b组分加入到步骤c得到的a组分中,继续捏合3小时;
[0084]
e、真空排气后移入模具,在常温下静置10小时,得到耐高温模具硅橡胶。
[0085]
具体地,步骤a所述进行混炼工序时,设置温度为150℃。
[0086]
实施例5
[0087]
一种耐高温模具硅橡胶,由a、b两组分构成,其中a组分按质量份数由100份硅氧烷、50份聚丁二烯、10份补强剂、0.5份硫化剂和30份耐高温填料组成,b组分按质量份数由1
份增塑剂、5份催化剂和0.5份交联剂组成,组分a与组分b按质量比为100:3,所述耐高温填料按质量份数由40份二氧化硅、20份氧化铝、20份氧化锆、5份硅酸钠、10份硅酸钙和10份氮化硼组成。
[0088]
具体地,所述硫化剂是双二五硫化剂。
[0089]
具体地,所述补强剂是气相白炭黑。
[0090]
具体地,所述增塑剂是甲基硅油。
[0091]
具体地,所述交联剂是正硅酸乙酯。
[0092]
具体地,所述催化剂是有机锡或有机钛,其中有机锡是二月桂酸二丁基锡。
[0093]
具体地,所述耐高温填料的成分中二氧化硅、氧化铝和氧化锆是纳米级,尺寸为100-800纳米。
[0094]
具体地,所述二氧化硅、氧化铝或氧化锆是纳米纤维。
[0095]
耐高温模具硅橡胶的制备方法,包括以下步骤:
[0096]
a、按照质量份数将100份硅氧烷、50份聚丁二烯加入到开炼机中混炼15分钟,经挤出得到基料;
[0097]
b、按质量份数将10份补强剂、0.5份硫化剂、30份耐高温填料加入到步骤a得到的基料中,继续混炼10分钟;
[0098]
c、将步骤b得到的混合基料加入到真空捏合机中捏合20分钟,得到a组分;
[0099]
d、将质量份数为1份增塑剂、5份催化剂和0.5份交联剂的b组分加入到步骤c得到的a组分中,继续捏合5小时;
[0100]
e、真空排气后移入模具,在常温下静置10小时,得到耐高温模具硅橡胶。
[0101]
具体地,步骤a所述进行混炼工序时,设置温度为150℃。
[0102]
对比例
[0103]
一种耐高温模具硅橡胶,由a、b两组分构成,其中a组分按质量份数由100份硅氧烷、50份聚丁二烯、10份补强剂和0.5份硫化剂组成,b组分按质量份数由1份增塑剂、5份催化剂和0.5份交联剂组成,组分a与组分b按质量比为100:3,所述耐高温填料按质量份数由40份二氧化硅、20份氧化铝、20份氧化锆、5份硅酸钠、10份硅酸钙和10份氮化硼组成。
[0104]
具体地,所述硫化剂是双二五硫化剂。
[0105]
具体地,所述补强剂是气相白炭黑。
[0106]
具体地,所述增塑剂是甲基硅油。
[0107]
具体地,所述交联剂是正硅酸乙酯。
[0108]
具体地,所述催化剂是有机锡或有机钛,其中有机锡是二月桂酸二丁基锡。
[0109]
耐高温模具硅橡胶的制备方法,包括以下步骤:
[0110]
a、按照质量份数将100份硅氧烷、50份聚丁二烯加入到开炼机中混炼15分钟,经挤出得到基料;
[0111]
b、按质量份数将10份补强剂、0.5份硫化剂加入到步骤a得到的基料中,继续混炼10分钟;
[0112]
c、将步骤b得到的混合基料加入到真空捏合机中捏合20分钟,得到a组分;
[0113]
d、将质量份数为1份增塑剂、5份催化剂和0.5份交联剂的b组分加入到步骤c得到的a组分中,继续捏合5小时;
[0114]
e、真空排气后移入模具,在常温下静置10小时,得到耐高温模具硅橡胶。
[0115]
具体地,步骤a所述进行混炼工序时,设置温度为150℃。
[0116]
对比例与实施例5相比,仅仅是不加入耐高温填料,其余工艺参数均一致。
[0117]
为了表征实施例1-5以及对比例的耐温性能,按照所述制备工艺制备得到50
×
50
×
6、150
×
150
×
2mm的测试片进行测试,结果如表1。
[0118]
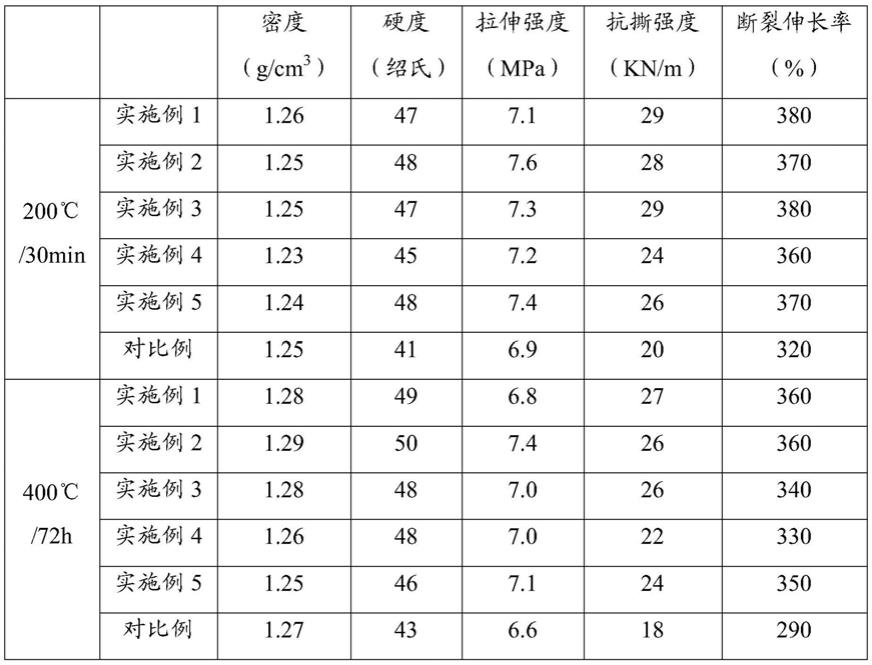
表1实施例1-5以及对比例在不同测试条件下的性能检测结果
[0119][0120]
表1的结果表明,加入耐高温填料后的硅橡胶在高温下具有更高的拉伸强度和抗撕强度,性能有了明显的提高。
[0121]
上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1