一种高强度HDPE排水管材及其生产方法与流程
一种高强度hdpe排水管材及其生产方法
技术领域
1.本发明涉及管材技术领域,具体涉及一种高强度hdpe排水管材及其生产方法。
背景技术:
2.排水管材是以聚氯乙烯树脂为主要原料,加入适量的稳定剂、润滑剂、填充剂、增色剂等经塑料挤出机挤出成型和注塑机注塑成型,通过冷却、固化、定型、检验、包装等工序以完成管材、管件的生产,而hdpe排水管材的柔性使得它容易弯曲,工程上可通过改变管材走向的方式绕过障碍物,在许多场合,管材的柔性能够减少管件用量并降低安装费用。
3.目前在的排水管材基本上都是以pe树脂为基础材料进行制造的,因此在强度方面表面不佳,并且目前的排水管材在生产完成后,通常需要进行打磨,而目前的管道打磨设备不仅占地面积较大,而且结构较为复杂,并且在打磨时,经常需要人工对管道的位置进行矫正。
技术实现要素:
4.为了克服上述的技术问题,本发明的目的在于提供一种高强度hdpe排水管材及其生产方法,目前的给水管在的强度不够,并且目前的打磨设备占地面积较大,并且在打磨时,经常需要人工对管道的位置进行矫正。
5.本发明的目的可以通过以下技术方案实现:
6.一种高强度hdpe排水管材,该高强度hdpe排水管材包括以下重量份组分:hdpe树脂30
‑
40份、玻璃纤维15
‑
20份、硬脂酸钙5
‑
8份、滑石粉1
‑
2份、钛白粉9
‑
15份、润滑剂2
‑
4份、稳定剂3
‑
5份、加工助剂2
‑
4份;
7.该一种高强度hdpe排水管材的生产方法包括以下步骤:
8.步骤一:按照比例称取hdpe树脂、玻璃纤维、硬脂酸钙、滑石粉、钛白粉、润滑剂、稳定剂和加工助剂通入反应釜中进行均匀的混合搅拌,混合后通过密炼机将其密封成熔体;
9.步骤二:将得到熔体通入单螺杆挤出机内,挤出管材型胚,通过定径套、冷却水箱、制得管材初产品;
10.步骤三:将管材初产品送至切割机内,当管材初产品移动长度达到切断长度要求时,停止管道的生产,从而启动切割机对其进行切割,然后通过将切割下的管材放置在打磨设备上的转动磨辊和驱动磨辊之间,并通过顶紧组件对其进行限位,然后通过打磨组件对管道的内表面进行打磨,同时启动伺服电机使得转动磨辊和驱动磨辊对管道的外表面进行打磨。
11.本发明还公开了一种高强度hdpe排水管材的生产方法:该一种高强度hdpe排水管材的生产方法包括以下步骤:
12.步骤一:按照比例称取hdpe树脂、玻璃纤维、硬脂酸钙、滑石粉、钛白粉、润滑剂、稳定剂和加工助剂通入反应釜中进行均匀的混合搅拌,混合后通过密炼机将其密封成熔体;
13.步骤二:将得到熔体通入单螺杆挤出机内,挤出管材型胚,通过定径套、冷却水箱、
制得管材初产品;
14.步骤三:将管材初产品送至切割机内,当管材初产品移动长度达到切断长度要求时,停止管道的生产,从而启动切割机对其进行切割,然后通过将切割下的管材放置在打磨设备上的转动磨辊和驱动磨辊之间,并通过顶紧组件对其进行限位,然后通过打磨组件对管道的内表面进行打磨,同时启动伺服电机使得转动磨辊和驱动磨辊对管道的外表面进行打磨;
15.作为本发明进一步的方案:所述加工助剂为丙烯酸酯共聚物、苯乙烯和丙烯腈中的两种或两种以上的混合物。
16.作为本发明进一步的方案:所述稳定剂为聚氯乙烯和亚磷酸酯中的一种或两种原料的混合。
17.作为本发明进一步的方案:所述润滑剂为氧化聚乙烯蜡和亚乙基双硬酯酰胺中的一种或两种原料的混合。
18.所述打磨设备包括安装支架,所述安装支架的顶部固定连接有伺服电机,所述安装支架内壁的两侧之间转动连接有驱动磨辊,所述驱动磨辊表面的一侧通过链条组件与伺服电机的输出端固定连接,所述驱动磨辊表面的另一侧固定连接有驱动齿轮,所述安装支架的两侧之间且位于驱动磨辊的背面有转动磨辊,所述转动磨辊表面的一侧固定连接有转动齿轮,所述安装支架顶部的一侧设置有顶紧组件,所述安装支架顶部的另一侧设置有打磨组件。
19.作为本发明进一步的方案:所述顶紧组件包括位于安装支架顶部的支撑板,所述支撑板的一侧固定连接有支撑块,所述支撑板的另一侧固定连接有螺母,所述支撑块的一侧开设有置物腔,所述螺母的内表面螺纹连接有转动把手,所述置物腔的内表面转动连接有转盘,所述转盘的一侧固定连接有转动块,所述转动块的一侧开设有限位槽,所述转动把手表面的顶部和底部均固定连接有限位块,所述限位槽的内表面与限位块的外表面滑动连接,所述支撑块的外表面贯穿有顶块,所述顶块的一端滚动连接有钢珠,所述顶块的一侧转动连接有摆动杆,所述摆动杆的顶部开设有行程槽,所述行程槽的内表面滑动连接有限位短柱,所述限位短柱的一端与转盘的一侧固定连接,所述置物腔的内表面固定连接有限位件。
20.作为本发明进一步的方案:所述驱动齿轮的外表面与转动齿轮的外表面相啮合,所述安装支架的两侧均开设有滑动槽,两个所述滑动槽的内表面与转动磨辊的外表面滑动连接。
21.作为本发明进一步的方案:所述打磨组件包括位于安装支架顶部的安装座,所述安装座的顶部固定连接有电动伸缩杆,所述电动伸缩杆的输出端固定连接有安装套,所述安装套的内表面固定连接有转动马达,所述转动马达的输出端通过联轴器固定连接有打磨盘。
22.作为本发明进一步的方案:所述安装支架的两侧均转动连接有螺纹杆,所述螺纹杆的外表面螺纹连接有螺纹套,所述螺纹套的一侧与转动磨辊的一端转动连接,所述安装支架的两侧均固定连接有连接块,所述连接块的底部与螺纹杆的顶端转动连接。
23.本发明的有益效果:
24.(1)、本发明中,通过在打磨设备中安装支架顶部的一侧设置有顶紧组件,顶紧组
件包括位于安装支架顶部的支撑板,支撑板的一侧固定连接有支撑块,支撑板的另一侧固定连接有螺母,支撑块的一侧开设有置物腔,螺母的内表面螺纹连接有转动把手,置物腔的内表面转动连接有转盘,转盘的一侧固定连接有转动块,转动块的一侧开设有限位槽,转动把手表面的顶部和底部均固定连接有限位块,限位槽的内表面与限位块的外表面滑动连接,支撑块的外表面贯穿有顶块,顶块的一端滚动连接有钢珠,顶块的一侧转动连接有摆动杆,摆动杆的顶部开设有行程槽,行程槽的内表面滑动连接有限位短柱,限位短柱的一端与转盘的一侧固定连接,置物腔的内表面固定连接有限位件,通过在顶紧组件7中设置支撑块72,配合螺母73内的转动把手75和限位块79和限位槽78之间的配合关系,能够带动转盘76上的摆动杆712进行转动,再利用摆动杆712上顶块710上的钢珠711,能够使得顶块710向支撑块72的外部伸出,从而将管道的内壁进行顶紧,通过此结构能够对管道进行限位,因此在打磨时,无需人工对管道的位置进行矫正。
25.(2)、本发明中,通过在安装支架顶部的另一侧设置有打磨组件,打磨组件包括位于安装支架顶部的安装座,安装座的顶部固定连接有电动伸缩杆,电动伸缩杆的输出端固定连接有安装套,安装套的内表面固定连接有转动马达,转动马达的输出端通过联轴器固定连接有打磨盘,通过在电动伸缩杆82的输出端设置安装套83,配合安装套83内的转动马达84带动打磨盘85进行转动,能够对管道的内表面进行打磨,再利用伺服电机2带动驱动磨辊3和转动磨辊5进行转动,能够同时对管道的内表面和外表面进行打磨,进而能够提高其打磨效率。
附图说明
26.下面结合附图对本发明作进一步的说明。
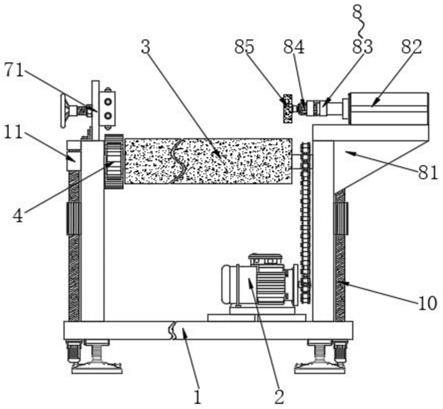
27.图1是本发明中打磨设备结构示意图;
28.图2是本发明中顶紧组件的外部结构俯视图;
29.图3是本发明中顶紧组件局部结构示意图;
30.图4是本发明中转动块的内部结构示意图;
31.图5是本发明中限位件的外部结构示意图;
32.图6是本发明中安装支架的外部结构侧视图。
33.图中:1、安装支架;2、伺服电机;3、驱动磨辊;4、驱动齿轮;5、转动磨辊;6、转动齿轮;7、顶紧组件;71、支撑板;72、支撑块;73、螺母;74、置物腔;75、转动把手;76、转盘;77、转动块;78、限位槽;79、限位块;710、顶块;711、钢珠;712、摆动杆;713、行程槽;714、限位短柱;715、限位件;8、打磨组件;81、安装座;82、电动伸缩杆;83、安装套;84、转动马达;85、打磨盘;9、滑动槽;10、螺纹杆;11、螺纹套;12、连接块。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
35.请参阅图1
‑
6所示,一种高强度hdpe排水管材,该高强度hdpe排水管材包括以下重
量份组分:hdpe树脂35份、玻璃纤维18份、硬脂酸钙6份、滑石粉2份、钛白粉13份、润滑剂3份、稳定剂4份、加工助剂3份,加入玻璃纤维,能够加入增强管道的韧性,而加入钛白粉,能够有效的提高管道的硬度,从而增强管材的强度;
36.该一种高强度hdpe排水管材的生产方法包括以下步骤:
37.步骤一:按照比例称取hdpe树脂、玻璃纤维、硬脂酸钙、滑石粉、钛白粉、润滑剂、稳定剂和加工助剂通入反应釜中进行均匀的混合搅拌,混合后通过密炼机将其密封成熔体;
38.步骤二:将得到熔体通入单螺杆挤出机内,挤出管材型胚,通过定径套、冷却水箱、制得管材初产品;
39.步骤三:将管材初产品送至切割机内,当管材初产品移动长度达到切断长度要求时,停止管道的生产,从而启动切割机对其进行切割,然后通过将切割下的管材放置在打磨设备上的转动磨辊5和驱动磨辊3之间,并通过顶紧组件7对其进行限位,然后通过打磨组件8对管道的内表面进行打磨,同时启动伺服电机2使得转动磨辊5和驱动磨辊3对管道的外表面进行打磨。
40.本发明中,所述加工助剂为丙烯酸酯共聚物、苯乙烯和丙烯腈中的两种或两种以上的混合物。
41.本发明中,所述稳定剂为聚氯乙烯和亚磷酸酯中的一种或两种原料的混合。
42.本发明中,所述润滑剂为氧化聚乙烯蜡和亚乙基双硬酯酰胺中的一种或两种原料的混合。
43.本发明还公开了一种高强度hdpe排水管材的生产方法,包括以下步骤:
44.步骤一:按照比例称取hdpe树脂、玻璃纤维、硬脂酸钙、滑石粉、钛白粉、润滑剂、稳定剂和加工助剂通入反应釜中进行均匀的混合搅拌,混合后通过密炼机将其密封成熔体;
45.步骤二:将得到熔体通入单螺杆挤出机内,挤出管材型胚,通过定径套、冷却水箱、制得管材初产品;
46.步骤三:将管材初产品送至切割机内,当管材初产品移动长度达到切断长度要求时,停止管道的生产,从而启动切割机对其进行切割,然后通过将切割下的管材放置在打磨设备上的转动磨辊5和驱动磨辊3之间,并通过顶紧组件7对其进行限位,然后通过打磨组件8对管道的内表面进行打磨,同时启动伺服电机2使得转动磨辊5和驱动磨辊3对管道的外表面进行打磨;
47.所述打磨设备包括安装支架1,所述安装支架1的顶部固定连接有伺服电机2,所述安装支架1内壁的两侧之间转动连接有驱动磨辊3,所述驱动磨辊3表面的一侧通过链条组件与伺服电机2的输出端固定连接,所述驱动磨辊3表面的另一侧固定连接有驱动齿轮4,所述安装支架1的两侧之间且位于驱动磨辊3的背面有转动磨辊5,所述转动磨辊5表面的一侧固定连接有转动齿轮6,所述安装支架1顶部的一侧设置有顶紧组件7,所述安装支架1顶部的另一侧设置有打磨组件8,由于驱动齿轮4和转动齿轮6的齿数不同,因此驱动磨辊3和转动磨辊5的转速不同,因此管道会向一个方向进行转动,通过在顶紧组件7中设置支撑块72,配合螺母73内的转动把手75和限位块79和限位槽78之间的配合关系,能够带动转盘76上的摆动杆712进行转动,再利用摆动杆712上顶块710上的钢珠711,能够使得顶块710向支撑块72的外部伸出,从而将管道的内壁进行顶紧,通过此结构能够对管道进行限位,因此在打磨时,无需人工对管道的位置进行矫正。
48.本发明中,所述顶紧组件7包括位于安装支架1顶部的支撑板71,所述支撑板71的一侧固定连接有支撑块72,所述支撑板71的另一侧固定连接有螺母73,所述支撑块72的一侧开设有置物腔74,所述螺母73的内表面螺纹连接有转动把手75,所述置物腔74的内表面转动连接有转盘76,所述转盘76的一侧固定连接有转动块77,所述转动块77的一侧开设有限位槽78,所述转动把手75表面的顶部和底部均固定连接有限位块79,所述限位槽78的内表面与限位块79的外表面滑动连接,所述支撑块72的外表面贯穿有顶块710,所述顶块710的一端滚动连接有钢珠711,管道在进行转动时,管道的内壁与钢珠711之间也发生滚动,所述顶块710的一侧转动连接有摆动杆712,所述摆动杆712的顶部开设有行程槽713,所述行程槽713的内表面滑动连接有限位短柱714,所述限位短柱714的一端与转盘76的一侧固定连接,所述置物腔74的内表面固定连接有限位件715。
49.本发明中,所述驱动齿轮4的外表面与转动齿轮6的外表面相啮合,所述安装支架1的两侧均开设有滑动槽9,两个所述滑动槽9的内表面与转动磨辊5的外表面滑动连接。
50.本发明中,所述打磨组件8包括位于安装支架1顶部的安装座81,所述安装座81的顶部固定连接有电动伸缩杆82,电动伸缩杆82采用多节式的伸缩杆,所述电动伸缩杆82的输出端固定连接有安装套83,所述安装套83的内表面固定连接有转动马达84,所述转动马达84的输出端通过联轴器固定连接有打磨盘85,打磨盘85的中心轴线与支撑块72的中心轴线相重合,通过在电动伸缩杆82的输出端设置安装套83,配合安装套83内的转动马达84带动打磨盘85进行转动,能够对管道的内表面进行打磨,再利用伺服电机2带动驱动磨辊3和转动磨辊5进行转动,能够同时对管道的内表面和外表面进行打磨,进而能够提高其打磨效率。
51.本发明中,所述安装支架1的两侧均转动连接有螺纹杆10,安装支架1底部的两侧分别设置有电机并与螺纹杆10进行连接,用于带动螺纹杆10进行转动,并且通过plc控制器进行控制,通过在螺纹杆10的外表面设置握块,能够人工驱动螺纹杆10进行转动,预防电机损坏以便应急使用,所述螺纹杆10的外表面螺纹连接有螺纹套11,所述螺纹套11的一侧与转动磨辊5的一端转动连接,所述安装支架1的两侧均固定连接有连接块12,所述连接块12的底部与螺纹杆10的顶端转动连接。
52.本发明中打磨设备的使用方法为:首先将切割下的管道放置驱动磨辊3和转动磨辊5之间,然后将管道推至支撑块72的外表面,使转动把手75在螺母73的内表面进行转动,同时转动把手75向转动块77内进行转动,再利用限位槽78和限位块79之间的配合关系,能够带动转动块77上的转盘76进行转动,进一步使得摆动杆712上的行程槽713与限位短柱714相对滑动,进而使得顶块710伸出支撑块72的外部,从而使得钢珠711与管道的内表面相接触;
53.此时启动伺服电机2进行转动,通过链条组件带动驱动磨辊3进行转动,通过驱动齿轮4和转动齿轮6之间的啮合关系,从而使得转动磨辊5进行转动,从而对管道的外表面进行打磨,此时启动转动马达84和电动伸缩杆82进行伸长,转动马达84上的打磨盘85在管道的内表面进行转动,从而将对管道的内表面进行打磨;
54.待打磨完成后,转动螺纹杆10使得螺纹杆10上的螺纹套11在螺纹杆10的外表面向下滑动,从而带动转动磨辊5在滑动槽9的内部向下滑动,此时管道自动滚下。
55.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指
结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
56.以上内容仅仅是对本发明所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1