一种高热塑性塑料件及制备方法与流程
1.本发明涉及塑料技术领域,尤其是一种高热塑性塑料件及制备方法。
背景技术:
2.现有技术中,塑料的热塑性一般在20%
‑
35%左右,在一些特定领域的使用已经无法满足需求。而若采用其他材料代替,一个会增加成本,同时还会影响该替代品与外部其他设备之间的兼容性问题,而且其他的性能可能也无法满足要求。
技术实现要素:
3.本发明的目的是为了解决上述技术的不足而提供一种热塑性可达到40
‑
50%的高热塑性塑料。
4.为了达到上述目的,本发明所设计的一种高热塑性塑料件,其特征是:包括如下组分,甲苯二异氰酸酯、聚氯乙烯树脂、硫化钼、玻璃纤维、碳酸钙、纤维淀粉、耐热剂、偶联剂、硼砂,其中各组分的质量份数为:3
‑
7份甲苯二异氰酸酯、50
‑
60份聚氯乙烯树脂、2
‑
4份硫化钼、10
‑
14份玻璃纤维、2
‑
5份碳酸钙、10
‑
14份纤维淀粉、6
‑
10份耐热剂、3
‑
8份偶联剂、25
‑
40份硼砂。
5.作为优选,其中硼砂的质量份数为30
‑
35份。
6.作为优选,所述的甲苯二异氰酸酯为甲苯
‑
2,3
‑
二异氰酸酯。
7.作为优选,述的偶联剂为硅烷偶联剂,型号为dl602。
8.一种高热塑性塑料的制备方法,其特征是:包括以下步骤:步骤1,取3
‑
7份甲苯二异氰酸酯、50
‑
60份聚氯乙烯树脂、2
‑
4份硫化钼、10
‑
14份玻璃纤维、2
‑
5份碳酸钙、10
‑
14份纤维淀粉、6
‑
10份耐热剂、3
‑
8份偶联剂、25
‑
40份硼砂,放入到搅拌机上搅拌,搅拌时间为30
‑
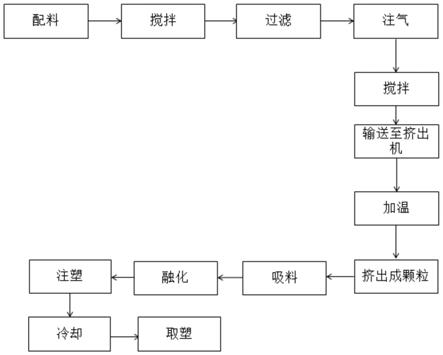
60分钟;步骤2,搅拌后的液体通过过滤网过滤,得到过滤液;步骤3,将过滤后的过滤液配料放入到混合器内;步骤4,在混合器中冲入惰性气体,使液体产生气泡,然后通过搅拌机搅拌,使液体混合更均匀;步骤5,在混合搅拌均匀配料通过输送管输送至挤出机,其中挤出机的一区、二区、三区、四区、五区、六区的温度分别为70℃、80℃、90℃、95℃、95℃、100℃、110℃,通过挤出机挤出成颗粒,通过挤出机挤出的颗粒为内部为空心或者颗粒整体镂空状;步骤6,然后通过吸塑机将挤出颗粒通过升温至150
‑
180℃融化,融化使颗粒融化均匀;步骤7,将融化后的颗粒通过注塑机注入相应形状的模具内,温度保持150
‑
170℃,压力2
‑ꢀ
5mpa,保持0.3
‑
0.5min,然后快速冷却至常温,从模具中取出即可。
9.作为优选,所述步骤4中惰性气体为氮气。
10.作为优选,所述步骤5中融化使颗粒时间为0.2
‑
0.5min。
11.本发明所得到的一种高热塑性塑料件,其通过合理的配方设计,能有效的提升塑料的塑性性能,使其热塑性能达到40
‑
45%,性能明显优于现有产品。
12.1、通过实验方式,加入的甲苯二异氰酸酯与硼砂能有效提高塑料的热塑性;2、制备塑料件,原料通过搅拌,注入惰性气体排出空气,有助于提高塑料件稳定性,从而提高了塑料的稳定性。
附图说明
13.图1是本发明塑料件加工工艺流程图;图2是本发明塑料件加工另一种工艺流程图。
具体实施方式
14.下面通过实施例对本发明作进一步的描述。
15.实施例1:本实施例描述的一种高热塑性塑料件,甲苯二异氰酸酯、聚氯乙烯树脂、硫化钼、玻璃纤维、碳酸钙、纤维淀粉、耐热剂、偶联剂、硼砂,其中各组分的质量份数为:3份甲苯二异氰酸酯、50份聚氯乙烯树脂、2份硫化钼、10份玻璃纤维、2份碳酸钙、10 份纤维淀粉、6份耐热剂、3份偶联剂、25份硼砂。
16.实施例2:本实施例描述的一种高热塑性塑料件,甲苯二异氰酸酯、聚氯乙烯树脂、硫化钼、玻璃纤维、碳酸钙、纤维淀粉、耐热剂、偶联剂、硼砂,其中各组分的质量份数为:7份甲苯二异氰酸酯、60份聚氯乙烯树脂、4份硫化钼、14份玻璃纤维、5份碳酸钙、14 份纤维淀粉、10份耐热剂、8份偶联剂、40份硼砂。
[0017]10.实施例3:本实施例描述的一种高热塑性塑料件,包括如下组分,甲苯二异氰酸酯、聚氯乙烯树脂、硫化钼、玻璃纤维、碳酸钙、纤维淀粉、耐热剂、偶联剂、硼砂,其中各组分的质量份数为:6份甲苯二异氰酸酯、55份聚氯乙烯树脂、3份硫化钼、12份玻璃纤维、4份碳酸钙、12份纤维淀粉、8份耐热剂、5份偶联剂、30份硼砂。
[0018]
实施例4:一种高热塑性塑料的制备方法,其特征是:包括以下步骤:步骤1,取3份甲苯二异氰酸酯、50份聚氯乙烯树脂、2份硫化钼、10份玻璃纤维、2 份碳酸钙、10份纤维淀粉、6
‑
份耐热剂、3份偶联剂、25份硼砂,放入到搅拌机上搅拌,搅拌时间为30分钟;步骤2,搅拌后的液体通过过滤网过滤,得到过滤液;步骤3,将过滤后的过滤液配料放入到混合器内;步骤4,在混合器中冲入惰性气体氮气,使液体产生气泡,然后通过搅拌机搅拌,使液体混合更均匀;步骤5,在混合搅拌均匀配料通过输送管输送至挤出机,其中挤出机的一区、二区、三区、四区、五区、六区的温度分别为55℃、65℃、75℃、85℃、85℃、95℃,通过挤出机挤出成
颗粒,通过挤出机挤出的颗粒为内部为空心或者颗粒整体镂空状;步骤6,然后通过吸塑机将挤出颗粒通过升温至150℃融化,融化使颗粒时间为0.2min,融化使颗粒融化均匀;步骤7,将融化后的颗粒通过注塑机注入相应形状的模具内,温度保持150℃,压力2mpa,保持0.3min,然后快速冷却至常温,从模具中取出即可。
[0019]
实施例5:步骤1,取7份甲苯二异氰酸酯、560份聚氯乙烯树脂、4份硫化钼、14份玻璃纤维、5 份碳酸钙、14份纤维淀粉、10份耐热剂、8份偶联剂、40份硼砂,放入到搅拌机上搅拌,搅拌时间为60分钟;步骤2,搅拌后的液体通过过滤网过滤,得到过滤液;步骤3,将过滤后的过滤液配料放入到混合器内;步骤4,在混合器中冲入惰性气体氮气,使液体产生气泡,然后通过搅拌机搅拌,使液体混合更均匀;步骤5,在混合搅拌均匀配料通过输送管输送至挤出机,其中挤出机的一区、二区、三区、四区、五区、六区的温度分别为70℃、80℃、90℃、95℃、100℃、110℃,通过挤出机挤出成颗粒,通过挤出机挤出的颗粒为内部为空心或者颗粒整体镂空状;步骤6,然后通过吸塑机将挤出颗粒通过升温至180℃融化,融化使颗粒时间为0.5min,融化使颗粒融化均匀;步骤7,将融化后的颗粒通过注塑机注入相应形状的模具内,温度保持170℃,压力5mpa,保持0.5min,然后快速冷却至常温,从模具中取出即可。
[0020]
实施例6:步骤1,取3份甲苯二异氰酸酯、50份聚氯乙烯树脂、2份硫化钼、10份玻璃纤维、2 份碳酸钙、10份纤维淀粉、6
‑
份耐热剂、3份偶联剂、25份硼砂,放入到搅拌机上搅拌,搅拌时间为50分钟;步骤2,搅拌后的液体通过过滤网过滤,得到过滤液;步骤3,将过滤后的过滤液配料放入到混合器内;步骤4,在混合器中冲入惰性气体氮气,使液体产生气泡,然后通过搅拌机搅拌,使液体混合更均匀;步骤5,在混合搅拌均匀配料通过输送管输送至挤出机,其中挤出机的一区、二区、三区、四区、五区、六区的温度分别为65℃、70℃、85℃、90℃、95℃、105℃,通过挤出机挤出成颗粒,通过挤出机挤出的颗粒为内部为空心或者颗粒整体镂空状;步骤6,然后通过吸塑机将挤出颗粒通过升温至180℃融化,融化使颗粒时间为0.4min融化使颗粒融化均匀;步骤7,将融化后的颗粒通过注塑机注入相应形状的模具内,温度保持160℃,压力3mpa,保持0.4min,然后快速冷却至常温,从模具中取出即可。
[0021]
实施例7:步骤1,取3份甲苯二异氰酸酯、50份聚氯乙烯树脂、2份硫化钼、10份玻璃纤维、2 份碳酸钙、10份纤维淀粉、6
‑
份耐热剂、3份偶联剂、25份硼砂,放入到搅拌机上搅拌,搅拌时间为50分钟;
步骤2,搅拌后的液体通过过滤网过滤,得到过滤液;步骤3,将过滤后的过滤液配料放入到混合器内;步骤4,在混合器中冲入惰性气体氮气,使液体产生气泡,然后通过搅拌机搅拌,使液体混合更均匀;步骤5,在混合搅拌均匀配料通过输送管输送至挤出机,其中挤出机的一区、二区、三区、四区、五区、六区的温度分别为65℃、70℃、85℃、90℃、95℃、105℃,通过挤出机挤出成颗粒,通过挤出机挤出的颗粒为内部为空心或者颗粒整体镂空状;步骤6,然后通过吸塑机将挤出颗粒通过通过研磨机进行研磨0.15min;步骤7,然后研磨后的粉末通过吸塑机吸入再通过升温至170℃融化,融化使颗粒融化均匀;步骤8,将融化后的塑料水通过注塑机注入相应形状的模具内,温度保持160℃,压力3mpa,保持0.4min,然后快速冷却至常温,从模具中取出即可。
[0022]
测试试验选用9个塑料件产品进行性能测试,实施列4塑料件硬度为68邵a
°
,拉伸强度13.2mpa,伸长率620.2%;通过热热塑性(100℃*70h)测量拉伸编写测试的时候;热塑性(拉伸大于35%小于50%),塑料冷却无伸缩;实施列5塑料件硬度为65邵a
°
,拉伸强度13mpa,伸长率5264%;通过热热塑性(100℃*70h)测量拉伸编写测试的时候;热塑性(拉伸大于35%小于50%),塑料冷却无伸缩;实施列6塑料件硬度6166邵a
°
,拉伸强度11mpa,伸长率653.1%;通过热热塑性(100℃*70h)测量拉伸编写测试的时候;热塑性(拉伸大于35%小于50%),塑料冷却无伸缩;其他配方对比列;测试结果:其他配料测试塑料件硬度60邵a
°
,拉伸强度9mpa,伸长率330%;拉伸大于35%小于50%,,塑料冷却伸缩。
[0023]
成分描述解释:甲苯二异氰酸酯:甲苯二异氰酸酯,有六种同分异构体,即甲苯
‑
2,3
‑
二异氰酸酯、甲苯
‑
2,4
‑ꢀ
二异氰酸酯、甲苯
‑
2,5
‑
二异氰酸酯、甲苯
‑
2,6
‑
二异氰酸酯、甲苯
‑
3,4
‑
二异氰酸酯、甲苯
‑
3,5
‑ꢀ
二氰酸酯。其中甲苯
‑
2,4
‑
二异氰酸酯和甲苯
‑
2,6
‑
二异氰酸酯两种异构体最为常见;聚氯乙烯树脂:
″
pvc为无定形结构的白色粉末,支化度较小,玻璃化温度77~90℃,170℃左右开始分解,对光和热的稳定性差,在100℃以上或经长时间阳光曝晒,就会分解而产生氯化氢,并进一步自动催化分解,引起变色,物理机械性能也迅速下降,在实际应用中必须加入稳定剂以提高对热和光的稳定性;工业生产的pvc分子量一般在5万~11万范围内,具有较大的多分散性,分子量随聚合温度的降低而增加,无固定熔点,80~85℃开始软化, 130℃变为粘弹态,160~180℃开始转变为粘流态;有较好的机械性能,抗张强度60mpa左右,冲击强度5~10kj/m2;有优异的介电性能。
″
聚氯乙烯(polyvinyl chloride),英文简称pvc,是氯乙烯单体(vcm)在过氧化物、偶氮化合物等引发剂或在光、热作用下按自由基聚合反应机理聚合而成的聚合物。氯乙烯均聚物和氯乙烯共聚物统称之为氯乙烯树脂,由济南汇锦川化工有限公司生产制造;硫化钼:应用二硫化钼的塑料或粉末来冶炼的成型零件,可以节约大量的有色金属二硫化钼是一种无机物,化学式为mos2,是辉钼矿的主要成分,黑色固体粉末,有金属光泽;玻璃纤维:通常用作复合材料中的增强材料,电绝缘材料和绝热保温材料;玻璃纤维(fibreglass),是一种性能优异的无机非金属材料,种类繁多,优点是绝缘性好、耐热性强、抗腐蚀性好、机械强度高,但缺点是性脆,耐磨性较差;碳酸钙:碳酸钙被广泛用在填充聚氯乙烯(pvc)、聚乙烯(pe)、聚丙烯(pp)、丙烯晴丁二烯
‑
苯乙烯共聚物(abs)等树脂之中;添加碳酸钙对提高改善塑料制品某些性能以扩大其应用范围有一定作用,在塑料加工中它们可以减少树脂收缩率,改善流变态,控制粘度碳酸钙是一种无机化合物,化学式为caco3,俗称灰石、石灰石、石粉等;纤维淀粉:用于可降解是一种用于将湿天然纤维和淀粉结合到热塑性塑料中的方法以及所产生的复合材料;耐热剂:聚丙烯塑料耐热剂通过特殊的化学反应作用,在少量使用的条件下,能够有效增加 pp塑料,包括pp改性塑料(玻纤增强,阻燃,无卤阻燃,矿物填充等)和普通pp塑料 (包括再生塑料)的热变形温度和力学性能,适用聚丙烯塑料的各种成型工艺方法和塑料制品如注塑制品,板材,管材等,使用方便由马鞍山科立化工科技公司生产制造。abs 塑料耐热剂,pe耐热剂;偶联剂:增强塑料中,能提高树脂和增强材料界面结合力的化学物质,在塑料配混中,改善合成树脂与无机填充剂或增强材料的界面性能的一种塑料添加剂;硅烷偶联剂硅烷偶联剂的通式为rsix3,式中r代表氨基、巯基、乙烯基、环氧基、氰基及甲基丙烯酰氧基等基团,这些基团和不同的基体树脂均具有较强的反应能力,x代表能够水解的烷氧基(如甲氧基、乙氧基等)。硅烷偶联剂在国内有kh550,kh560,kh570, kh792,dl602,dl171这几种型号;硼砂:是非常重要的含硼矿物及硼化合物。通常为含有无色晶体的白色粉末,易溶
于水,硼砂有广泛的用途,可用作清洁剂、化妆品、杀虫剂,也可用于配置缓冲溶液和制取其他硼化合物等硼砂,一种无机化合物,一般写作na2b4o7
·
10h2o,分子量为381.37;热塑性是指物质在加热时能发生流动变形,冷却后可以保持一定形状的性质。大多数线型聚合物均表现出热塑性,很容易进行挤出、注射或吹塑等成型加工。在一定温度范围内,能反复加热软化和冷却硬化的性能,线形或支链型聚合物具有这种性能。日常生活中,像塑料袋、塑料衣挂等物都具有热塑性。因此,它们可以通过加热熔化来进行封口、粘合等操作。
[0024]
gb/t 10798
‑
2001热塑性塑料管材通用壁厚表gb/t 14152
‑
2001热塑性塑料管材耐性外冲击性能试验方法时针旋转法gb/t 1633
‑
2000热塑性塑料维卡软化温度(vst)的测定gb/t 17037.1
‑
1997热塑性塑料材料注塑试样的制备第1部分:一般原理及多用途试样和长条试样的制备gb/t 17037.3
‑
2003塑料热塑性塑料材料注塑试样的制备第3部分:小方试片gb/t 17037.4
‑
2003塑料热塑性塑料材料注塑试样的制备第4部分:模塑收缩率的测定gb/t 18042
‑
2000热塑性塑料管材蠕变比率的试验方法gb/t 18252
‑
2008塑料管道系统用外推法确定热塑性塑料材料以管材形式的长期静液压强度gb/t 18474
‑
2001交联聚乙烯(pe
‑
x)管材与管件交联度的试验方法gb/t 18475
‑
2001热塑性塑料压力管材和管件用材料分级和命名总体使用(设计)系数gb/t 18476
‑
2001流体输送用聚烯烃管材耐裂纹扩展的测定切口管材裂纹慢速增长的试验方法(切口试验)gb/t 18743
‑
2002流体输送用热塑性塑料管材简支梁冲击试验方法gb/t 18991
‑
2003冷热水系统用热塑性塑料管材和管件gb/t 19278
‑
2003热塑性塑料管材、管件及阀门通用术语及其定义gb/t 19280
‑
2003流体输送用热塑性塑料管材耐快速裂纹扩展(rcp)的测定小尺寸稳态试验(s4试验)gb/t 19993
‑
2005冷热水用热塑性塑料管道系统管材管件组合系统热循环试验方法gb/t 2412
‑
2008塑料聚丙烯(pp)和丙烯共聚物热塑性塑料等规指数的测定gb/t 25197
‑
2010静置常压焊接热塑性塑料储罐(槽)gb/t 27725
‑
2011热塑性塑料蝶阀gb/t 27726
‑
2011热塑性塑料阀门压力试验方法及要求gb/t 28494
‑
2012热塑性塑料截止阀gb/t 3682
‑
2000热塑性塑料熔体质量流动速率和熔体体积流动速率的测定gb/t 4217
‑
2008流体输送用热塑性塑料管材公称外径和公称压力gb/t 6111
‑
2003流体输送用热塑性塑料管材耐内压试验方法gb/t 6671
‑
2001热塑性塑料管材纵向回缩率的测定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1