一种用于粘接三元乙丙橡胶的热塑性弹性体接角料及制备方法与流程
1.本发明涉及一种热塑性弹性体接角料,尤其是涉及一种用于粘接三元乙丙橡胶的热塑性弹性体接角料及制备方法。
背景技术:
2.三元乙丙橡胶是由乙烯、丙烯单体加入少量非共轭二烯烃聚合而成的弹性体材料,其特点是在聚合物分子链上无不饱和双键,在支链上引入不饱和双键,因具有优良的耐气候性、耐热性、耐臭氧性、耐酸碱、耐化学腐蚀性、优良的加工性能和低压缩永久变形性,是生产汽车密封条首选的材料。
3.汽车密封条行业生产企业数量众多,对于密封条行业的要求越来越高,应用于汽车前后门密封条接角料是国内所面临的问题。从环境效益和降低成本的角度来看,热塑性弹性体(tpe)已被广泛应用于许多工业应用,特别是汽车密封的应用,tpe与硫化胶之间的粘接性能是非常重要的。
4.目前汽车密封条大量使用tpe接角料,通常对于tpv汽车密封条来说,接角难度不大,但对于epdm密封条的接角,主要存在如下问题:1)粘接强度不够;2)有收缩痕;3)容易断浇口,其中第1)与第2)、第3)是相互矛盾的,如果要粘接效果好,通常需要比较高的注塑温度,一般不低于230℃,最佳240℃,但超过230℃,则比较容易发生第2)和第3)的问题,需要通过调整接角料的组分和工艺才能解决,这是本领域的一个难点。
技术实现要素:
5.本发明所要解决的第一个技术问题是:提供一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,该接角料是粘接强度高、收缩率低热塑性弹性体,解决了以往的接角区域材料收缩容易出现缩坑、细窄边缘粘接不牢的问题。
6.本发明所要解决的第二个技术问题是:提供一种用于粘接三元乙丙橡胶的热塑性弹性体接角料的制备方法,该方法制备的接角料解决了以往的接角区域材料收缩容易出现缩坑、细窄边缘粘接不牢的问题。
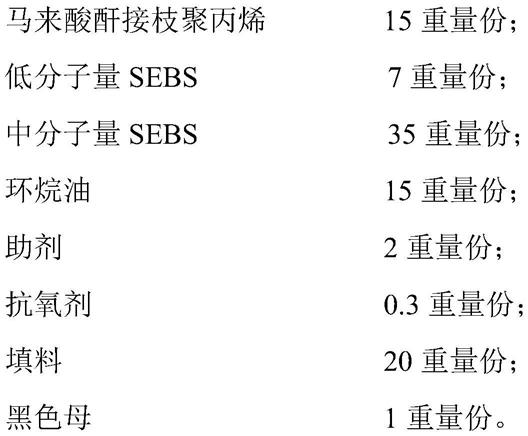
7.为解决上述第一个技术问题,本发明的第一种技术方案是:一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:
[0008][0009]
优选的,所述助剂包括芥酸酰胺、硅酮母粒。
[0010]
优选的,所述芥酸酰胺选用al029和al031两种,硅酮母粒选用ac6002,助剂中al029、al031、ac6002三者的比例为1:1:5。
[0011]
优选的,所述填料包括氢氧化镁和滑石粉,氢氧化镁和滑石粉的配比为5:1。
[0012]
优选的,所述抗氧剂为1010、1076、1098、168、1024中的一种或多种复配。
[0013]
优选的,一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:
[0014][0015]
优选的,一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:
[0016][0017]
优选的,一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:
[0018][0019][0020]
采用了上述第一种技术方案后,本发明的效果是:由于一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:聚丙烯5
‑
10重量份;马来酸酐接枝聚丙烯10
‑
20重量份;低分子量sebs5
‑
10重量份;中分子量sebs 15
‑
35重量份;环烷油15
‑
35重量份;助剂0.1
‑
2重量份;抗氧剂0.1
‑
0.5重量份;填料10
‑
25重量份;黑色母1
‑
5重量份,马来酸酐接枝聚丙烯作为连续相,低分子量sebs和中分子量sebs并用作为另外连续相,使得接角材料形成了双连续结构,提高了粘接强度,低分子量sebs能够穿插在中分子量sebs分子链中发生缠绕,分子链发生一定的取向,使得整个体系分子自由运动的能力下降,防止分子链的回缩,从而降低收缩率,由此获得的接角料是粘接强度高、收缩率低的热塑性弹性体。另外,配方中环烷油一种软化剂,可以降低硬度和提高流动性,通过降低硬度就可以提高相应的马来酸酐接枝聚丙烯重量份数,从而达到提高粘接强度的目的,流动性好主要是
注塑加工方便。
[0021]
又由于助剂包括芥酸酰胺、硅酮母粒,芥酸酰胺主要的作用是脱模剂,芥酸酰胺加入到体系中,会迁移到表面,注塑完成时,使得产品和模具脱离;硅酮母粒起到降低摩擦系数,提高爽滑性,同时降低扭矩,减小磨损,芥酸酰胺主要是起到外润滑的作用,硅酮母粒起到内润滑的作用。
[0022]
又由于芥酸酰胺选用al029和al031两种,硅酮母粒选用ac6002,助剂中al029、al031、ac6002三者的比例为1:1:5,优化助剂中各组分的配比,使得接角材料具有高流动性、具有增粘/润滑性,确保接角材料能与乙丙橡胶完全浸润。
[0023]
又由于填料包括氢氧化镁和滑石粉,氢氧化镁和滑石粉的配比为5:1,两者的添加使得接角材料具有优良的粘接强度、收缩率和拉伸强度等性能。
[0024]
为解决上述第二个技术问题,本发明的第二种技术方案是:一种用于粘接三元乙丙橡胶的热塑性弹性体接角料的制备方法,包括以下步骤:
[0025]
1)将低分子量sebs和中分子量sebs在低混机中将聚集的块状破碎充分混合5
‑
20min,后,加入环烷油进行充油,静止充油时间为1
‑
10h;
[0026]
2)称取聚丙烯和马来酸酐接枝聚丙烯加入步骤1)中充完油的sebs中,在低混机中混合5
‑
10min,混合均匀;
[0027]
3)称取助剂、抗氧剂和黑色母加入到第2)步骤的混合物中,在低混机中混合1
‑
5min,充分混合;
[0028]
4)称取填料加入第3)步骤的混合物中,低混机中混合7
‑
15mim,充分混合;
[0029]
5)将上述步骤4)混好的物料通过喂料加入到双螺杆中,在双螺杆中熔融通过机头挤出,挤出条经过冷却水槽降温后经过吹干机吹去水分,最后在切粒机中造粒,得到产品,其中双螺杆区的温度设置依次为60℃,80℃,120℃,160℃,200℃,220℃,230℃,230℃,200℃,190℃,180℃,180℃,机头温度180℃,熔体温度180℃,喂料转速35
‑
45r/min,主机转速25
‑
40r/min,切粒机转速250
‑
350r/min。
[0030]
优选的,用于粘接三元乙丙橡胶的热塑性弹性体接角料的制备方法,包括以下步骤:
[0031]
1)将低分子量sebs和中分子量sebs在低混机中充分混合10min后,加入环烷油进行充油,静止充油时间为10h;
[0032]
2)称取聚丙烯和马来酸酐接枝聚丙烯加入步骤1)中充完油的sebs中,在低混机中混合5min,混合均匀;
[0033]
3)称取助剂、抗氧剂和黑色母加入到第2)步骤的混合物中,在低混机中混合3min,充分混合;
[0034]
4)称取填料加入第3)步骤的混合物中,低混机中混合10min,充分混合;
[0035]
5)将上述步骤4)混好的物料通过喂料加入到双螺杆中,在双螺杆中熔融通过机头挤出,挤出条经过冷却水槽降温,经过吹干机吹去水分,最后在高速旋转的切粒机中造粒,得到产品,其中双螺杆区的温度设置依次为60℃,80℃,120℃,160℃,200℃,220℃,230℃,230℃,200℃,190℃,180℃,180,机头温度180℃,熔体温度180℃,喂料转速45r/min,主机转速40r/min,切粒机转速350r/min。
[0036]
采用了上述第二种技术方案后,本发明的效果是:用于粘接三元乙丙橡胶的热塑
性弹性体接角料的制备方法包含5个步骤,步骤1)充完油的sebs表面较粘,步骤2)使sebs和马来酸酐接枝聚丙烯接触混合均匀,为后续能成为双连续做准备,步骤3)使助剂能够粘在充油的sebs上,保证助剂在sebs分子链上起作用,步骤4)填料要均匀的分散在体系中,步骤5)注塑、造粒,得到产品,由此方法获得的用于粘接三元乙丙橡胶的热塑性弹性体接角料具有粘接强度高、收缩率低的特点。
具体实施方式
[0037]
下面通过具体实施例对本发明作进一步的详细描述。
[0038]
一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:
[0039][0040]
以下实施例中,sebs(牌号台橡6154、科腾1646、巴陵石化503t),低分子量sebs分子量为5万左右,中分子量sebs分子量14
‑
17万,
[0041]
聚丙烯(牌号台塑5090t、上海石化y2600),
[0042]
马来酸酐接枝聚丙烯(能之光fh1012,200b),
[0043]
助剂:芥酸酰胺(129和tr131),硅酮母粒(ac6002、at
‑
506),环烷油(50#低粘度和323高粘度),
[0044]
填料:氢氧化镁、滑石粉cms777,
[0045]
抗氧剂:1010、1076、1098、168、1024等,一种或多种复配使用。
[0046]
黑色母:un2014(eva为载体)
[0047]
组分中的黑色母的作用是染色,可以根据接角料的颜色需求选择添加或者不添加,添加黑色母时所用的载体也可以选用pe为载体,或者选用pp为载体。
[0048]
上述的用于粘接三元乙丙橡胶的热塑性弹性体接角料的制备方法,包括以下步骤:
[0049]
1)将低分子量sebs 5
‑
10重量份和中分子量sebs 15
‑
35重量份在低混机中将聚集的块状破碎充分混合5
‑
20min,加入环烷油15
‑
35重量份进行充油,静止充油时间为1
‑
10h;
[0050]
2)称取聚丙烯5
‑
10重量份和马来酸酐接枝聚丙烯10
‑
20重量份加入步骤1)充完油
的sebs中,在低混机中混合5
‑
10min,混合均匀;
[0051]
3)称取助剂0.1
‑
2重量份、抗氧剂0.1
‑
0.5重量份和黑色母1
‑
5重量份,加入到第2)步骤得到的混合物中,在低混机中混合1
‑
5min,充分混合;
[0052]
4)称取填料10
‑
25重量份加入第3)步骤的混合物中,低混机中混合7
‑
15mim,充分混合;
[0053]
5)将上述步骤4)混好的物料通过喂料加入到双螺杆中,在双螺杆中熔融通过机头挤出,挤出条经过冷却水槽降温后,经过吹干机吹去水分,最后在切粒机中造粒,得到产品,其中双螺杆区的温度设置依次为60℃,80℃,120℃,160℃,200℃,220℃,230℃,230℃,200℃,190℃,180℃,180℃,机头温度180℃,熔体温度180℃,喂料转速35
‑
45r/min,主机转速25
‑
40r/min,切粒机转速250
‑
350r/min。
[0054]
针对不同助剂配比进行性能的数据对比:
[0055]
实施例1
[0056]
一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:
[0057][0058][0059]
上述用于粘接三元乙丙橡胶的热塑性弹性体接角料的制备方法,包括以下步骤:
[0060]
1)将低分子量sebs和中分子量sebs在低混机中充分混合10min后,加入环烷油进行充油,静止充油时间为10h;
[0061]
2)称取聚丙烯和马来酸酐接枝聚丙烯加入步骤1)中充完油的sebs中,在低混机中混合5min,混合均匀;
[0062]
3)称取助剂、抗氧剂和黑色母加入到第2)步骤的混合物中,在低混机中混合3min,充分混合;
[0063]
4)称取填料加入第3)步骤的混合物中,低混机中混合10min,充分混合;
[0064]
5)将上述步骤4)混好的物料通过喂料加入到双螺杆中,在双螺杆中熔融通过机头挤出,挤出条经过冷却水槽降温后经过吹干机吹去水分,最后在高速旋转的切粒机中造粒,得到产品,其中双螺杆区的温度设置依次为60℃,80℃,120℃,160℃,200℃,220℃,230℃,230℃,200℃,190℃,180℃,180℃,机头温度180℃,熔体温度180℃,喂料转速45r/min,主机转速40r/min,切粒机转速350r/min。
[0065]
实施例2
[0066]
一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:
[0067][0068][0069]
本实施例2的接角料选用的制备方法与实施例1相同。
[0070]
实施例3
[0071]
一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:
[0072][0073]
本实施例3的接角料选用的制备方法与实施例1相同。
[0074]
表1
[0075] 硬度(邵a)熔融指数(g/10min)粘接强度(mpa)收缩率(%)实施例168632.450.54实施例268512.280.72实施例368702.310.89
[0076]
从上述的表1中实施例1至实施例3数据对比可以看出,实施例1的效果最好,助剂
中al029:al031:ac6002为1:1:5的比例,收缩率和粘接强度的综合效果最好,上述实施例1
‑
3中的填料种类和配比一致,抗氧剂种类和配比也相同。
[0077]
下面针对不同类型和配比的填料进行性能的数据对比:
[0078]
实施例4
[0079]
一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:
[0080][0081]
本实施例4的接角料选用的制备方法与实施例1相同。
[0082]
实施例5
[0083]
一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:
[0084][0085][0086]
本实施例5的接角料选用的制备方法与实施例1相同。
[0087]
实施例6
[0088]
一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:
[0089][0090]
本实施例6的接角料选用的制备方法与实施例1相同。
[0091]
表2
[0092][0093][0094]
从上述的表2中数据对比可以看出,填料采用氢氧化镁和滑石粉的组合,比单纯使用氢氧化镁或滑石粉的效果更好,并且经过多次的实验配比,填料中氢氧化镁和滑石粉的配比为5:1时,粘接强度和收缩率的综合效果最好,上述实施例1、4、5、6中的助剂种类和配比保持一致,抗氧剂种类和配比也相同。
[0095]
最后,按照上述的实施例1
‑
6中的助剂和填料的最佳配比,助剂al029:al031:ac6002的比例为1:1:5,填料中氢氧化镁和滑石粉的配比为5:1,继续进行试验:
[0096]
实施例7
[0097]
一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:
[0098][0099]
本实施例7的接角料选用的制备方法与实施例1相同。
[0100]
实施例8
[0101]
一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:
[0102][0103]
本实施例8的接角料选用的制备方法与实施例1相同。
[0104]
实施例9
[0105]
一种用于粘接三元乙丙橡胶的热塑性弹性体接角料,按重量份计,包括以下组分:
[0106][0107]
本实施例9的接角料选用的制备方法与实施例1相同。
[0108]
表3
[0109][0110]
从上述的表3中数据对比可以看出,助剂和填料选取最优比例,助剂al029:al031:ac6002的比例为1:1:5,填料中氢氧化镁和滑石粉的配比为5:1,上述实施例1
‑
9中抗氧剂种类和配比也相同,现有的国外allod材料硬度大,反而粘接强度低,收缩大,使用效果不好,实施案例1粘接强度和收缩率的综合效果最好。
[0111]
由以上实施例1至实施例9可以看出,相比现有技术,本发明专利申请制备的用于粘接三元乙丙橡胶的热塑性弹性体接角料在粘接强度和收缩率方面综合效果更优。
[0112]
以上所述实施例仅是对本发明的优选实施方式的描述,不作为对本发明范围的限定,在不脱离本发明设计精神的基础上,对本发明技术方案作出的各种变形和改造,均应落入本发明的权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1