一种高刚性玻纤增强尼龙复合材料及其制备方法与流程
1.本发明属于工程塑料技术领域,具体地,涉及一种高刚性玻纤增强尼龙复合材料及其制备方法。
背景技术:
2.尼龙是工程塑料中用量最大、用途最广的品种,涉及汽车、电器、铁路、电子、机械等多个产业应用。尼龙因其低比重、高抗拉强度、耐磨、自润滑性好、抗冲击性能优异、耐化学性优异,具有刚柔兼备的性能而脱颖而出,加之其加工简便、效率高、可以加工成各种制品来代替金属,广泛用于汽车及交通运输等行业,为了提高尼龙材料在低温下的抗冲击性能,需要对其进行增韧改性。目前多采用橡胶或热塑性弹性体材料作为增韧剂来增韧尼龙的方法,虽然尼龙材料的冲击韧性得到了改善,但是材料的稳定性和刚性下降;也有采用添加茂金属聚丙烯弹性体来改善材料的低温冲击性能,但是材料的刚性会有较大的损失。现有的尼龙改性方法,难以获得一种各方面性能都较好的既有刚性又满足一定冲击性能要求的改性尼龙复合材料。
3.对于力学强度和抗冲击要求很高的领域,玻纤增强尼龙材料还有很多不足,越来越高的应用需求使玻纤增强尼龙材料需要加入更多含量的玻纤。随着玻纤含量的增多,增强尼龙复合材料的韧性大幅下降,难以在高刚性和优良的韧性上获得兼顾。
技术实现要素:
4.为了解决背景技术中提到的技术问题,本发明提供一种高刚性玻纤增强尼龙复合材料及其制备方法。
5.本发明的目的可以通过以下技术方案实现:
6.一种高刚性玻纤增强尼龙复合材料,包括如下重量份原料:基体聚酰胺树脂30-85份、玻璃纤维10-50份、增韧剂0-30份、热稳定剂0.1-2份、润滑分散剂0-4份、成核助剂0-1.5份、其他添加剂0-4份;
7.基体聚酰胺树脂为尼龙66、尼龙6、尼龙1010、尼龙46或高温尼龙中的一种或多种共混物;玻璃纤维为短切玻璃纤维。
8.进一步地,基体聚酰胺树脂为相对粘度为2.0-2.4的尼龙-1和相对粘度为2.4-3.1的尼龙-2。
9.进一步地,玻璃纤维的表面经过硅烷偶联剂处理,玻璃纤维采用无碱短玻璃纤维,无碱短玻璃纤维单丝平均直径为8-12微米、长度为3-5.5毫米。
10.进一步地,增韧剂为马来酸酐接枝乙烯-辛烯共聚物,熔融指数为0.2-6g/10mi n,接枝率为0.1-1.5%。
11.进一步地,热稳定剂为抗氧剂和铜盐热稳定剂中的一类或多类的组合;其中,抗氧剂为亚磷酸酯类辅助抗氧剂和受阻酚类主抗氧剂中的任意一种或多种的组合;抗氧剂中受阻酚类主抗氧剂具体为1076、1098或1010抗氧剂,亚磷酸酯类辅助抗氧剂具体为168或619f
抗氧剂;铜盐热稳定剂为卤化亚铜和卤化钾的混合物。
12.进一步地,润滑分散剂为硅酮、褐煤蜡的一种或两种混合物;褐煤蜡滴点在80℃以上,120℃时的粘度在15mpa
·
s以上。
13.进一步地,成核助剂为超微细滑石粉、有机膨润土、高岭土、有机磷酸盐类或线状羧酸盐类中的任意一种或几种按任意比例混合;成核助剂为线状羧酸盐类;成核助剂为以长碳链为主要成分的羧酸钙盐,钙含量大于2%。
14.进一步地,其他添加剂为光稳定剂、抗菌剂、抗静电剂、色粉、相容剂、紫外线吸收剂、固化促进剂、硅藻土、陶土、碳酸钙、滑石粉、云母、硅灰石、硫酸钡、纳米二氧化硅、纳米氧化铝、纳米氧化钙中的一种或种按任意比例混合。
15.一种高刚性玻纤增强尼龙复合材料的制备方法,包括如下步骤:
16.步骤一:按重量份数称取聚酰胺树脂、增韧剂、热稳定剂、润滑分散剂、成核助剂和其他添加剂,先将聚酰胺树脂用90-100℃的温度干燥,使得聚酰胺树脂含水率在0.02%以下;
17.步骤二:将原料加入高速加热混合机中,搅拌1-15min,搅拌混合得到预混物,高速加热混合机转速为8-20hz,混合效果应目视各种粒子和粉末基本均匀,没有明显团块或集聚;
18.步骤三:将充分混合的预混合物从挤出机主喂料口加入到挤出机中,玻璃纤维按重量份数经侧向喂料口加入到挤出机中,控制塑化熔融区和熔体输送区的加工温度,挤出机固体输送区的首段利用计量泵进行预混合物的连续定量添加,在挤出机末端利用真空泵进行抽真空处理,预混合料经过挤出机的熔融、挤出、造粒得到高刚性增强型复合材料。
19.进一步地,步骤三中挤出所采用的双螺杆挤出机的长径比是20-64:1,熔融共混挤出温度为245℃-310℃,其中首段温度不高于120℃;双螺杆挤出机的喂料转速为10-75r/min,螺杆转速为150-450r/min。
20.本发明的有益效果:
21.通过将聚酰胺树脂、增韧剂、热稳定剂、润滑分散剂、成核助剂、其他添加剂、玻璃纤维按照一定比例加工制造出本发明高刚性玻纤增强型尼龙复合材料。得到的材料解决了现有技术中良好的抗冲击性能和高机械性能难以兼顾的技术难题。本发明所公开的材料具有明显的增强改性效果,提高了拉伸强度、弯曲强度,常温抗冲击强度和低温抗冲击强度,制品尺寸稳定完全,无浮纤、花纹等不良外观情况,性能可替代部分进口产品。
22.玻璃纤维原料易得,强度高,吸水率非常低,耐热、耐化学药品性能和机械性能非常出色,是一种理想的工程塑料用增强材料。制得的复合材料具有更高的刚性、模量,尺寸稳定性好,耐强酸强碱,干态和低温冲击强度高等优势,且成本低。
23.本发明通过采用马来酸酐接枝乙烯-辛烯共聚物对玻纤增强尼龙复合材料进行增韧改性,马来酸酐接枝共聚极性基团增强了尼龙材料与玻纤之间的相容性,改善了材料耐低温冲击性能,并通过添加热稳定剂改善了复合材料的热氧老化性能。在尼龙复合材料的加工中,能够与酰胺基团形成螯合物,使材料在180℃条件下可以长期耐热氧老化,保持强度不变,在提高力学性能的同时可以进一步提高玻纤增强尼龙材料的长期耐热氧老化性能,使制品的寿命更长。通过添加润滑分散剂进一步提高玻纤增强尼龙材料的加工流动性,降低摩擦系数,同时提高了材料分散效果。通过添加线状羧酸盐类成核助剂在尼龙复合材
料的制备中起成核作用,其成核作用导致快速结晶形成较小的球晶体,改进了最终制品的机械性能、抗冲击强度、屈服强度,并缩短冷却时间,从而缩短了注塑中的生产周期,有助于注塑件的脱模,提高生产效率。
24.本发明制备的高刚性玻纤增强尼龙复合材料通过注塑制件,成功克服了目前市场上高刚性和抗冲击性能不能兼顾的技术难题。所得产品机械性能优越,抗冲击性能优越,可耐高温,尺寸稳定性强,吸水性下降,可用于高端汽车及具有高温环境或抗冲击需求的家电、电气工业、耐磨零件、军工零部件等领域,具有机械性能稳定、加工简单、性价比高等特点,能够满足在严寒天气下汽车部件的应用中对耐低温、韧性的更高要求。
具体实施方式
25.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
26.实施例1
27.一种高刚性玻纤增强尼龙复合材料的制备方法,包括如下步骤:先将尼龙树脂粒子用90℃的温度干燥8小时;按重量份数称取尼龙树脂、增韧剂、热稳定剂、润滑分散剂、成核助剂和其他添加剂,加入高速加热混合机中高速搅拌6min,搅拌混合得到预混物,高速加热混合机转速为10hz,控制温度不高于65℃,原辅料混合效果应目视各种粒子和粉末基本均匀,没有明显团块或集聚。将充分混合的预混合物从挤出机主喂料口加入到挤出机中,玻璃纤维则按重量份数经侧向喂料口加入到挤出机中。控制塑化熔融区和熔体输送区的加工温度,挤出机固体输送区的首段利用计量泵进行预混合物的连续定量添加,在挤出机末端利用真空泵进行抽真空处理,预混合料经过挤出机的熔融、挤出、造粒得到高刚性增强型复合材料。
28.双螺杆挤出机的喂料转速为10r/min,螺杆转速为150r/min,螺杆长径比为20:1,在机头的前一区使用真空泵进行抽提,真空压力低于0.03mpa。
29.实施例2
30.上述一种高刚性玻纤增强尼龙复合材料的制备方法,包括如下步骤:先将尼龙树脂粒子用95℃的温度干燥5小时;按重量份数称取尼龙树脂、增韧剂、热稳定剂、润滑分散剂、成核助剂和其他添加剂,加入高速加热混合机中高速搅拌7min,搅拌混合得到预混物,高速加热混合机转速为15hz,控制温度不高于65℃,原辅料混合效果应目视各种粒子和粉末基本均匀,没有明显团块或集聚。将充分混合的预混合物从挤出机主喂料口加入到挤出机中,玻璃纤维则按重量份数经侧向喂料口加入到挤出机中。控制塑化熔融区和熔体输送区的加工温度,挤出机固体输送区的首段利用计量泵进行预混合物的连续定量添加,在挤出机末端利用真空泵进行抽真空处理,预混合料经过挤出机的熔融、挤出、造粒得到高刚性增强型复合材料。
31.双螺杆挤出机的喂料转速为15r/min,螺杆转速为250r/min,螺杆长径比为44:1,加工一区温度为120℃、二区温度为220℃、三区温度为250℃、四区温度为285℃、五区温度为285℃、六区温度为285℃、七区温度为285℃、八区温度为275℃、九区温度为270℃、十区
温度为270℃、十一区温度为260℃。在机头的前一区使用真空泵进行抽提,真空压力低于0.03mpa。
32.实施例3
33.一种高刚性玻纤增强尼龙复合材料的制备方法,包括如下步骤:先将尼龙树脂粒子用100℃的温度干燥3小时;按重量份数称取尼龙树脂、增韧剂、热稳定剂、润滑分散剂、成核助剂和其他添加剂,加入高速加热混合机中高速搅拌8min,搅拌混合得到预混物,高速加热混合机转速为15hz,控制温度不高于65℃,原辅料混合效果应目视各种粒子和粉末基本均匀,没有明显团块或集聚。将充分混合的预混合物从挤出机主喂料口加入到挤出机中,玻璃纤维则按重量份数经侧向喂料口加入到挤出机中。控制塑化熔融区和熔体输送区的加工温度,挤出机固体输送区的首段利用计量泵进行预混合物的连续定量添加,在挤出机末端利用真空泵进行抽真空处理,预混合料经过挤出机的熔融、挤出、造粒得到高刚性增强型复合材料。
34.双螺杆挤出机的喂料转速为75r/min,螺杆转速为450r/min,螺杆长径比为64:1在机头的前一区使用真空泵进行抽提,真空压力低于0.03mpa。
35.实施例4
36.一种高刚性玻纤增强尼龙复合材料,包括如下重量份原料:基体聚酰胺树脂30份、玻璃纤维10份、增韧剂0份、热稳定剂0.1份、润滑分散剂0份、成核助剂0份、其他添加剂0份;
37.其中,基体聚酰胺树脂为相对粘度为2.0-2.4的尼龙-1和相对粘度为2.4-3.1的尼龙-2。
38.其中,玻璃纤维的表面经过硅烷偶联剂处理,玻璃纤维采用无碱短玻璃纤维,无碱短玻璃纤维单丝平均直径为8-12微米、长度为3-5.5毫米。
39.其中,增韧剂为马来酸酐接枝乙烯-辛烯共聚物,熔融指数为0.2-6g/10min,接枝率为0.1-1.5%。
40.其中,热稳定剂为主抗氧化剂1098与辅助抗氧化剂168按照1:2的质量比例调配而成。
41.其中,润滑分散剂为硅酮、褐煤蜡的一种或两种混合物;褐煤蜡滴点在80℃以上,120℃时的粘度在15mpa
·
s以上。
42.其中,成核助剂为线状羧酸盐类;成核助剂为以长碳链为主要成分的羧酸钙盐,钙含量大于2%。
43.其中,其他添加剂为无机色粉。
44.按照实施例2的方法制备。
45.实施例5
46.一种高刚性玻纤增强尼龙复合材料,包括如下重量份原料:基体聚酰胺树脂66份、玻璃纤维30份、增韧剂20份、热稳定剂0.5份、润滑分散剂2份、成核助剂1份、其他添加剂3份;按照实施例2的方法制备。
47.实施例6
48.一种高刚性玻纤增强尼龙复合材料,包括如下重量份原料:基体聚酰胺树脂85份、玻璃纤维50份、增韧剂30份、热稳定剂2份、润滑分散剂4份、成核助剂1.5份、其他添加剂4份;按照实施例2的方法制备。
49.实施例7
50.一种高刚性玻纤增强尼龙复合材料,包括如下重量份原料:基体聚酰胺树脂66份、玻璃纤维31份、热稳定剂0.5份、润滑分散剂0.5份、其他添加剂1份;按照实施例2的方法制备。基体聚酰胺树脂中尼龙-1 66份、尼龙-2 0份。
51.实施例8
52.一种高刚性玻纤增强尼龙复合材料,包括如下重量份原料:基体聚酰胺树脂66份、玻璃纤维31份、热稳定剂0.5份、润滑分散剂0.5份、其他添加剂1份;按照实施例2的方法制备。基体聚酰胺树脂中尼龙-1 33份、尼龙-2 33份。
53.实施例9
54.一种高刚性玻纤增强尼龙复合材料,包括如下重量份原料:基体聚酰胺树脂66份、玻璃纤维31份、热稳定剂0.5份、润滑分散剂0.5份、其他添加剂1份;按照实施例2的方法制备。基体聚酰胺树脂中尼龙-1 0份、尼龙-2 66份。
55.实施例10
56.一种高刚性玻纤增强尼龙复合材料,包括如下重量份原料:基体聚酰胺树脂66份、玻璃纤维31份、热稳定剂0.5份、润滑分散剂0.5份、成核助剂0.2份、其他添加剂1份;按照实施例2的方法制备。基体聚酰胺树脂中尼龙-1 33份、尼龙-2 33份。
57.实施例11
58.一种高刚性玻纤增强尼龙复合材料,包括如下重量份原料:基体聚酰胺树脂66份、玻璃纤维31份、热稳定剂0.5份、润滑分散剂0.5份、成核助剂0.2份、其他添加剂1份;按照实施例2的方法制备。基体聚酰胺树脂中尼龙-1 66份、尼龙-2 0份。
59.实施例12
60.一种高刚性玻纤增强尼龙复合材料,包括如下重量份原料:基体聚酰胺树脂66份、玻璃纤维31份、热稳定剂0.5份、润滑分散剂0.5份、成核助剂0.2份、其他添加剂1份;按照实施例2的方法制备。基体聚酰胺树脂中尼龙-1 0份、尼龙-2 66份。
61.对比例1
62.一种高刚性玻纤增强尼龙复合材料,包括如下重量份原料:基体聚酰胺树脂66份、玻璃纤维31份、增韧剂2份、热稳定剂0.5份、润滑分散剂0.5份、其他添加剂1份;按照实施例2的方法制备。基体聚酰胺树脂中尼龙-1 0份、尼龙-2 66份。
63.对比例2
64.一种高刚性玻纤增强尼龙复合材料,包括如下重量份原料:基体聚酰胺树脂66份、玻璃纤维31份、增韧剂2份、热稳定剂0.5份、润滑分散剂0.5份、其他添加剂1份;按照实施例2的方法制备。基体聚酰胺树脂中尼龙-1 33份、尼龙-2 33份。
65.对比例3
66.为市场上应用广泛的进口同等玻纤增强尼龙复合材料。
67.将实施例1-12和对比例1-3的复合材料放入鼓风烘箱中,在120℃条件下烘干6小时,然后将干燥好的粒料在注射成型机中进行注射成型制备检测样条,注射成型模温60℃。
68.拉伸性能测试按iso 527进行,拉伸速度为50mm/min,测试结果的单位为mpa;
69.拉伸模量按iso 527进行,测试速率为1mm/min,测试结果的单位为mpa;
70.弯曲性能测试按iso 178进行,弯曲速度为2mm/min,跨距为64mm,测试结果的单位
为mpa;
71.简支梁冲击强度按iso 179进行,测试结果的单位为kj/m2;
72.悬臂梁缺口冲击强度按iso 180/1a进行,测试结果的单位为kj/m2。
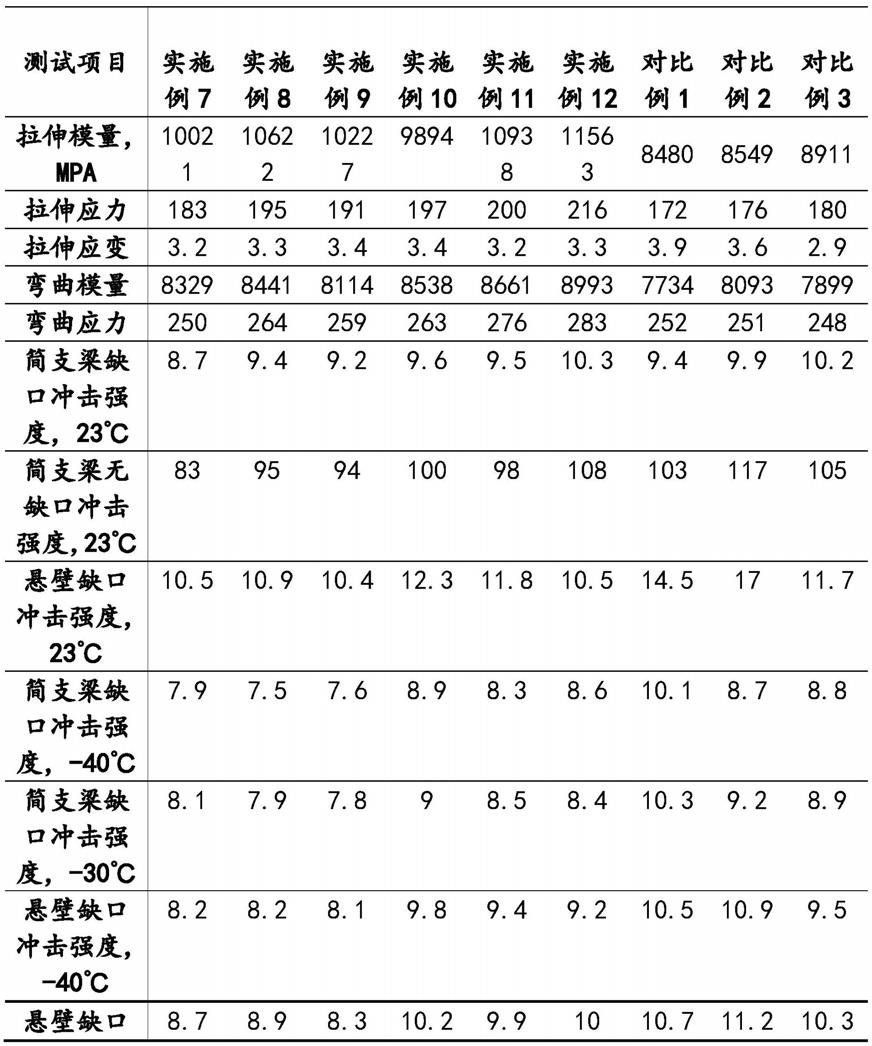
73.测试结果如下表1所示:
74.表1
[0075][0076][0077]
由上表可以看出本发明所得,实施例12制备的增强型复合尼龙材料性能优于其他实施例,综合性能最佳,刚性高于进口材料对比例3,缺口冲击强度与其相当。由实施例7-9可看出,制备得到的增强型复合尼龙材料的机械性能优于对比例1-2,但缺口冲击强度,尤
其是低温下的缺口冲击强度损失较为严重。结合实施例10-12可知,成核助剂的加入,极大地增强了复合尼龙材料的机械性能,且其通过改变材料的结晶行为,加快结晶速率、增加结晶密度和促使晶粒尺寸微细化,复合材料的抗冲击强度也有一定提高,在低温情况下,材料仍保持优良的抗冲击性能。
[0078]
在说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0079]
以上内容仅仅是对本发明所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1