一种耐低温高韧性聚丙烯材料及其制备方法与流程
1.本发明涉及高分子材料技术领域,尤其涉及一种耐低温高韧性聚丙烯材料及其制备方法。
背景技术:
2.聚丙烯(polypropylene,缩写为pp)作为一种性能优良的通用热塑性合成树脂,其原料来源丰富、价格便宜,具有密度小、易加工、强度高、无毒、光泽性及电绝缘性好等优点,因此被广泛应用于汽车工业、家用电器、电子、农业、包装、建材家具及纺织等诸多领域。但由于聚丙烯是半结晶性固体,脆化温度约为-30~-10℃,低温下韧性很差,脆性较大,冲击强度很低,因此冲击韧性差、低温易脆断是聚丙烯的主要缺点,严重影响了在某些对冲击韧性要求较高领域的进一步应用(如汽车保险杠、工程塑料管道以及部分家电塑料外壳等)。
技术实现要素:
3.为了能够改善聚丙烯在低温下易断裂的缺陷,本发明的技术方案提供了一种耐低温高韧性聚丙烯材料及其制备方法。技术方案如下:
4.本发明提供了一种耐低温高韧性聚丙烯材料,包括以下重量份组分:100份聚丙烯、10~20份填充剂、10~20份增韧剂和5~10份增容剂,填充剂包括纳米碳酸锶、纳米硫酸锶中的一种或两种。
5.优选的,填充剂还包括斑脱岩、碳化硅晶须中的一种或两种。
6.优选的,增容剂为马来酸酐接枝聚乙烯、马来酸酐接枝聚丙烯、马来酸酐接枝poe中的一种或几种。
7.优选的,增韧剂为苯基硅橡胶、甲基丙烯酸甲酯-丁二烯共聚物、甲基丙烯酸甲酯-丁二烯-苯乙烯共聚物中的一种或几种。
8.本发明还提供了一种耐低温高韧性聚丙烯材料的制备方法,包括以下步骤:
9.s1:按重量份数称取各原料;
10.s2:将聚丙烯和填充剂进行真空干燥;
11.s3:将干燥后的聚丙烯、填充剂、斑脱岩和增韧剂、增容剂一起置于高速混合机中,搅拌混合均匀得到混合物;
12.s4:再将混合物在双螺杆挤出机上熔融挤出造粒;
13.s5:接着将造粒后的材料烘干;
14.s6:最后将烘干后的材料注塑成型。
15.优选的,步骤s2中真空干燥温度设为90~105℃,真空干燥时间设为3~5h。
16.优选的,步骤s3中搅拌速度设为800~1200rpm/min,搅拌时间设为10~20min。
17.优选的,步骤s4中挤出温度设为160~200℃,双螺杆转速设为80~140r/min。
18.优选的,步骤s5中烘干设于80~90℃的真空烘箱中进行。
19.优选的,步骤s6中注塑成型的温度设为130~150℃。
20.与现有技术相比,本发明的优点在于:
21.1)增韧剂的加入,为聚丙烯材料带来了增韧抗冲击的效果。其中,硅橡胶耐低温性能良好,一般在-55℃下仍能工作,其具有生理惰性、不会导致凝血的突出特性在医用领域应用广泛,而苯基的引入将更加提高硅橡胶的耐低温性能;丁二烯耐低温效果优异,因此甲基丙烯酸甲酯-丁二烯共聚物和甲基丙烯酸甲酯-丁二烯-苯乙烯共聚物同样具有优良的耐低温性能。
22.2)填充剂的加入,可以显著提高聚丙烯材料的刚性、硬度、屈服强度和耐蠕变性质。
23.3)增容剂的加入,增强了填充剂与聚丙烯材料的结合强度,改善了填充剂、增韧剂与聚丙烯的相容性。
24.4)增韧剂、增容剂和填充剂三者协同作用于聚丙烯材料,可以更好的改善聚丙烯材料在低温环境下的韧性。
附图说明
25.此处的附图被并入说明书中并构成说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理,其中:
26.图1为本发明公开的一种耐低温高韧性聚丙烯材料的制备流程;
具体实施方式
27.下文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。
28.本发明公开了一种耐低温高韧性聚丙烯材料,包括以下重量份组分:100份聚丙烯、10~20份填充剂、10~20份增韧剂和5~10份增容剂;其中,填充剂为纳米碳酸锶、纳米硫酸锶、斑脱岩、碳化硅晶须中的一种或几种;增容剂为马来酸酐接枝聚乙烯、马来酸酐接枝聚丙烯、马来酸酐接枝poe中的一种或几种;增韧剂为苯基硅橡胶、甲基丙烯酸甲酯-丁二烯共聚物、甲基丙烯酸甲酯-丁二烯-苯乙烯共聚物中的一种或几种。
29.本实施例中,该耐低温高韧性聚丙烯材料的制备方法,包括以下步骤:先按重量份数称取各原料,随后将聚丙烯和填充剂进行真空干燥,温度设为90~105℃,时间设为3~5h;再将干燥后的聚丙烯、填充剂和增韧剂、增容剂一起置于高速混合机中搅拌混合均匀得到混合物,搅拌速度设为800~1200rpm/min,时间设为10~20min;继续将混合物在双螺杆挤出机上熔融挤出造粒,挤出温度设为160~200℃,双螺杆转速设为80~140r/min;接着将造粒后的材料置于80~90℃的真空烘箱中烘干;最后将烘干后的材料注塑成型,温度设为130~150℃,即可得到该低温增韧聚丙烯材料。
30.实施例1
31.本实施例先称取100份聚丙烯、10份填充剂(纳米碳酸锶:斑脱岩=1:1)、10份苯基硅橡胶和5份马来酸酐接枝poe;再将聚丙烯和填充剂进行90℃、5h真空干燥;继续将干燥后
的聚丙烯、填充剂和苯基硅橡胶、马来酸酐接枝poe一起置于高速混合机中,转速设为800rpm/min搅拌15min以混合均匀;再将混合物在双螺杆挤出机上熔融挤出造粒,挤出温度设为160℃,双螺杆转速设为140r/min;接着将造粒后的材料置于80℃的真空烘箱中烘干;最后将烘干后的材料注塑成型,温度设为130℃,即可得到该低温增韧聚丙烯材料。
32.实施例2
33.本实施例先称取100份聚丙烯、15份填充剂(纳米硫酸锶:碳化硅晶须=1:1)、20份增韧剂(苯基硅橡胶:甲基丙烯酸甲酯-丁二烯共聚物=1:1)和10份增容剂(马来酸酐接枝聚丙烯:马来酸酐接枝聚乙烯=1:1);再将聚丙烯和填充剂进行105℃、3h真空干燥;继续将干燥后的聚丙烯、填充剂和增韧剂、增容剂一起置于高速混合机中,转速为1200rpm/min搅拌10min以混合均匀;再将混合物在双螺杆挤出机上熔融挤出造粒,挤出温度设为200℃,双螺杆转速设为80r/min;接着将造粒后的材料置于90℃的真空烘箱中烘干;最后将烘干后的材料注塑成型,温度设为150℃,即可得到该低温增韧聚丙烯材料。
34.实施例3
35.本实施例先称取100份聚丙烯、20份填充剂(纳米碳酸锶:纳米硫酸锶:碳化硅晶须=1:1:1)、15份增韧剂(苯基硅橡胶:甲基丙烯酸甲酯-丁二烯-苯乙烯共聚物=1:1)和8份马来酸酐接枝聚乙烯;再将聚丙烯和填充剂进行98℃、4h真空干燥;继续将干燥后的聚丙烯、填充剂和增韧剂、马来酸酐接枝聚乙烯一起置于高速混合机中,转速为1000rpm/min搅拌20min以混合均匀;再将混合物在双螺杆挤出机上熔融挤出造粒,挤出温度设为180℃,双螺杆转速设为110r/min;接着将造粒后的材料置于85℃的真空烘箱中烘干;最后将烘干后的材料注塑成型,温度设为140℃,即可得到该低温增韧聚丙烯材料。
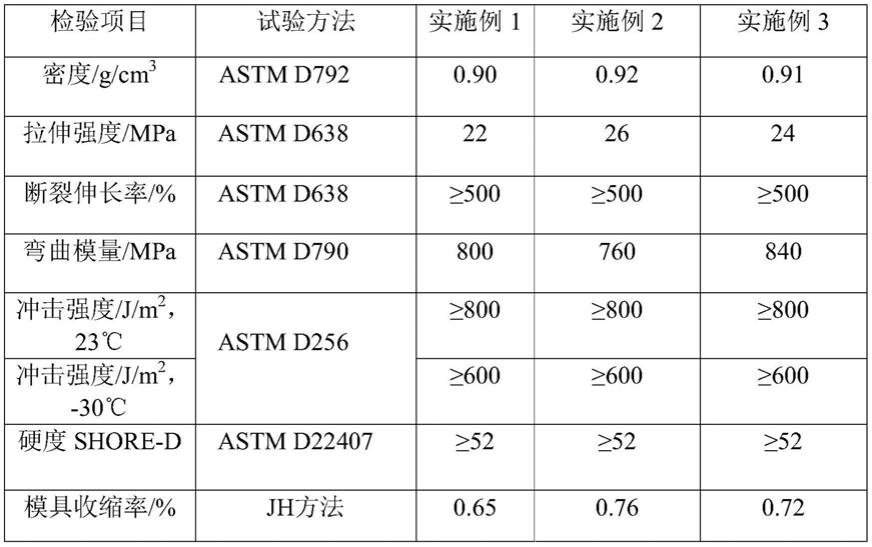
36.表1一种耐低温高韧性聚丙烯材料的性能测试数据
[0037][0038]
本领域技术人员在考虑说明书及实践这里发明的发明后,将容易想到本技术的其它实施方案。本技术旨在涵盖本技术的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包括本技术的本技术领域中的公知常识或惯用
技术手段。说明书和实施例仅被视为示例性的,本技术的真正范围和精神由权利要求指出。
[0039]
应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本技术的范围仅由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1