一种抗冲击ABS树脂复合塑料及其制备方法及使用该塑料制成的麦克风与流程
一种抗冲击abs树脂复合塑料及其制备方法及使用该塑料制成的麦克风
技术领域
1.本技术涉及麦克风生产技术的领域,更具体地说,它涉及一种抗冲击abs树脂复合塑料及其制备方法及使用该塑料制成的麦克风。
背景技术:
2.麦克风学名为传声器,是将声音信号转换为电信号的能量转换器件,也称话筒、微音器。麦克风分类有动圈式、电容式、驻极体和最近新兴的硅微传声器,此外还有液体传声器和激光传声器。
3.相关技术中,公开号为cn107707999a的中国发明专利申请公开了一种无线麦克风,包括用于握持的直筒型的主体以及连接在主体顶端的咪头,主体包括支架,支架上设置有用于放置电池的电池仓,支架上套设有连接管,连接管与咪头螺纹连接,连接管远离咪头一端螺纹连接有尾套,尾套覆盖电池仓。需要更换咪头时,拧动咪头,使咪头与连接管分离,即可对咪头进行更换。现有的连接管材质通常为金属或者abs塑料,因金属导热性能强于abs塑料,尤其是在我国北方地区金属连接管较abs塑料连接管温度低,不适合握持,所以多选用abs塑料连接管。
4.针对上述相关技术,发明人认为:更换咪头时,连接管容易从支架上滑脱并摔落,从而导致连接管损坏,影响麦克风正常使用。
技术实现要素:
5.为了提高连接管抗冲击性能,减少连接管损坏的情况,本技术提供一种抗冲击abs树脂复合塑料及其制备方法及使用该塑料制成的麦克风。
6.第一方面,本技术提供一种抗冲击abs树脂复合塑料,采用如下的技术方案:一种抗冲击abs树脂复合塑料,包括以下重量份的原料:abs树脂70~100份,热塑性聚氨酯5~15份,改性剂20~38份,助剂3~7份,所述改性剂包括增韧剂、填料和增塑剂,所述增韧剂、填料和增塑剂三者重量之比为7~15:10~20:3。
7.通过采用上述技术方案,热塑性聚氨酯和增韧剂有效提高塑料韧性,同时填料与增韧剂结合有效提高塑料刚性,降低热塑性聚氨酯和增韧剂加入导致刚性下降的程度,因增塑剂通过提高塑料塑性从而提高增韧剂和填料在塑料内的稳定性,从而进一步提高塑料韧性,提高塑料的抗冲击性能。
8.优选的,所述填料包括纳米碳化钒粉末和莫来石晶须,所述纳米碳化钒粉末和莫来石晶须二者重量之比为1:1~3。
9.通过采用上述技术方案,纳米碳化钒粉末和莫来石晶须填充于塑料中,从而提高塑料的抗冲击性能。
10.优选的,所述增塑剂为氯化石蜡。
11.通过采用上述技术方案,氯化石蜡一方面对各原料混合起润滑作用,从而使各原
料混合更均匀,另一方面提高塑料塑性,提高纳米碳化钒粉末和莫来石晶须在塑料内的稳定性,从而提高塑料的抗冲击性能。
12.优选的,所述增韧剂、纳米碳化钒粉末、莫来石晶须和氯化石蜡四者重量之比为11:5:10:3。
13.通过采用上述技术方案,对增韧剂、纳米碳化钒粉末、莫来石晶须和氯化石蜡比例进行选择,从而进一步提高塑料的抗冲击性能。
14.优选的,还包括尼龙和相容剂,所述尼龙和相容剂二者质量之比为5:1,所述abs树脂、热塑性聚氨酯和尼龙三者重量之比为14~20:1~3:1。
15.通过采用上述技术方案,相容剂将尼龙与abs树脂以及热塑性聚氨酯混合,从而提高塑料的吸湿性能,进一步提高塑料的抗冲击性能。
16.优选的,还包括硅藻土,所述硅藻土与尼龙二者重量之比为5:1~2。
17.通过采用上述技术方案,硅藻土作为吸湿填料填充于塑料内,进一步增强塑料的吸湿性能。
18.优选的,所述助剂包括抗氧化剂和润滑剂,所述抗氧化剂和润滑剂重量之比为2~4:1~3。
19.通过采用上述技术方案,抗氧化剂和润滑剂的加入提高各原料混合均匀度,同时减少氧化对塑料造成的损伤。
20.第二方面,本技术提供一种抗冲击abs树脂复合塑料的制备方法,采用如下的技术方案:一种抗冲击abs树脂复合塑料的制备方法,包括以下步骤:将abs树脂、热塑性聚氨酯、改性剂和助剂混合均匀,将混合物经螺杆挤出机熔融造粒制得复合塑料。
21.通过采用上述技术方案,将各原料混合后经螺杆挤出机制得复合塑料,操作简单方便。
22.第三方面,本技术提供一种使用上述塑料制成的麦克风,采用如下的技术方案:一种麦克风,包括主体,所述主体上设置有用于放置电池的电池仓,所示主体一端固定有咪头,所述主体靠近咪头一端固定连接有防护罩,所述主体上套设有用于覆盖电池仓的连接管,所述连接管由上述的复合塑料注塑而成,所述主体远离咪头一端螺纹连接有尾套,所述尾套与连接管抵接。
23.通过采用上述技术方案,使用连接管将电池仓覆盖,增加连接管长度并缩短尾套长度,增加上述复合塑料的覆盖面积,连接管吸湿从而进一步提高其韧性。
24.综上所述,本技术具有以下有益效果:1、由于本技术热塑性聚氨酯和增韧剂有效提高塑料韧性,同时填料与增韧剂结合有效提高塑料刚性,降低热塑性聚氨酯和增韧剂加入导致刚性下降的程度,因增塑剂通过提高塑料塑性从而提高增韧剂和填料在塑料内的稳定性,从而进一步提高塑料韧性,提高塑料的抗冲击性能。
25.2、本技术中以纳米碳化钨粉末和莫来石晶须作为填料,然后与增韧剂以及增塑剂配合,平衡塑料刚性与韧性,有效提高塑料的尺寸稳定性和抗冲击性能。
26.3、本技术中以尼龙和硅藻土作为吸湿材料,当该塑料制成连接管后,人手出汗被吸收,从而进一步提高塑料韧性。
附图说明
27.图1是本技术实施例54整体结构示意图;图2是本技术实施例54部分结构示意图,主要用于展示支架;图3是本技术实施例54部分结构剖视示意图,主要用于展示连接管。
28.附图标记说明:1、主体;11、支架;111、第二定位槽;112、凹槽;12、连接块;2、电池仓;3、咪头;4、防护罩;5、连接组件;51、限位环;52、定位环;521、第一定位槽;53、第一定位块;54、第二定位块;6、连接管;61、限位槽;7、尾套。
具体实施方式
29.abs树脂为pa-7579003-56-9热塑性,热塑性聚氨酯型号为德国巴斯夫tpu c95a,尼龙为pa6、厂家巴斯夫牌号hfx 37,相容剂为pa相容剂、采购自广州市壹诺化工科技有限公司,硅藻土为粉末、325目,增韧剂为热塑性丁苯橡胶,纳米碳化钒粉末粒径为800nm,莫来石晶须、直径为100nm,长度为8μm,氯化石蜡为氯化石蜡-70#、粉末状且细度为200目,抗氧化剂为巴斯夫basf抗氧剂irganox1010、润滑剂为聚乙烯蜡。
30.以下结合附图和实施例对本技术作进一步详细说明。
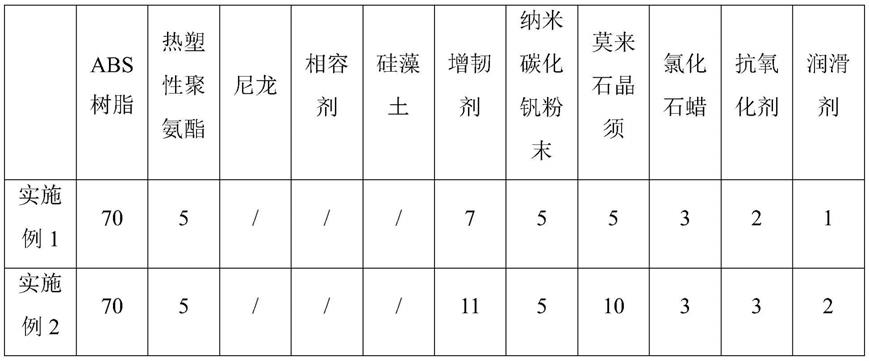
31.实施例实施例1将70kgabs树脂,5kg热塑性聚氨酯,7kg增韧剂,5kg纳米碳化钒粉末,5kg莫来石晶须,3kg氯化石蜡,2kg抗氧化剂和1kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
32.实施例2将70kgabs树脂,5kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
33.实施例3将70kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
34.实施例4将70kgabs树脂,15kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
35.实施例5将85kgabs树脂,5kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控
制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
36.实施例6将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
37.实施例7将85kgabs树脂,15kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
38.实施例8将100kgabs树脂,5kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
39.实施例9将100kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
40.实施例10将100kgabs树脂,15kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
41.实施例11将85kgabs树脂,10kg热塑性聚氨酯,7kg增韧剂,5kg纳米碳化钒粉末,5kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
42.实施例12将85kgabs树脂,10kg热塑性聚氨酯,7kg增韧剂,3.3kg纳米碳化钒粉末,6.7kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
43.实施例13将85kgabs树脂,10kg热塑性聚氨酯,7kg增韧剂,2.5kg纳米碳化钒粉末,7.5kg莫
来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
44.实施例14将85kgabs树脂,10kg热塑性聚氨酯,7kg增韧剂,7.5kg纳米碳化钒粉末,7.5kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
45.实施例15将85kgabs树脂,10kg热塑性聚氨酯,7kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
46.实施例16将85kgabs树脂,10kg热塑性聚氨酯,7kg增韧剂,3.75kg纳米碳化钒粉末,11.25kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
47.实施例17将85kgabs树脂,10kg热塑性聚氨酯,7kg增韧剂,10kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
48.实施例18将85kgabs树脂,10kg热塑性聚氨酯,7kg增韧剂,6.7kg纳米碳化钒粉末,13.3kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
49.实施例19将85kgabs树脂,10kg热塑性聚氨酯,7kg增韧剂,5kg纳米碳化钒粉末,15kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
50.实施例20将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,5kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
51.实施例21
将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,3.3kg纳米碳化钒粉末,6.7kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
52.实施例22将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,2.5kg纳米碳化钒粉末,7.5kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
53.实施例23将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,7.5kg纳米碳化钒粉末,7.5kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
54.实施例24将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,3.75kg纳米碳化钒粉末,11.25kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
55.实施例25将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,10kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
56.实施例26将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,6.7kg纳米碳化钒粉末,13.3kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
57.实施例27将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,15kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
58.实施例28将85kgabs树脂,10kg热塑性聚氨酯,15kg增韧剂,5kg纳米碳化钒粉末,5kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
59.实施例29将85kgabs树脂,10kg热塑性聚氨酯,15kg增韧剂,3.3kg纳米碳化钒粉末,6.7kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
60.实施例30将85kgabs树脂,10kg热塑性聚氨酯,15kg增韧剂,2.5kg纳米碳化钒粉末,7.5kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
61.实施例31将85kgabs树脂,10kg热塑性聚氨酯,15kg增韧剂,7.5kg纳米碳化钒粉末,7.5kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
62.实施例32将85kgabs树脂,10kg热塑性聚氨酯,15kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
63.实施例33将85kgabs树脂,10kg热塑性聚氨酯,15kg增韧剂,3.75kg纳米碳化钒粉末,11.25kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
64.实施例34将85kgabs树脂,10kg热塑性聚氨酯,15kg增韧剂,10kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
65.实施例35将85kgabs树脂,10kg热塑性聚氨酯,15kg增韧剂,6.7kg纳米碳化钒粉末,13.3kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
66.实施例36将85kgabs树脂,10kg热塑性聚氨酯,15kg增韧剂,5kg纳米碳化钒粉末,15kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,
挤出,造粒,即可制得复合塑料。
67.实施例37将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,20kg纳米碳化钒粉末,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
68.实施例38将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,20kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
69.实施例39将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,2kg抗氧化剂和1kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
70.实施例40将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,2kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
71.实施例41将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,2kg抗氧化剂和3kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
72.实施例42将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和1kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
73.实施例43将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和3kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
74.实施例44将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,4kg抗氧化剂和1kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,
控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
75.实施例45将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,4kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
76.实施例46将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,4kg抗氧化剂和3kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
77.实施例47将85kgabs树脂,10kg热塑性聚氨酯,5kg尼龙,1kg相容剂,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
78.实施例48将85kgabs树脂,10kg热塑性聚氨酯,5kg尼龙,2kg相容剂,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
79.实施例49将85kgabs树脂,10kg热塑性聚氨酯,5kg尼龙,3kg相容剂,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
80.实施例50将85kgabs树脂,10kg热塑性聚氨酯,5kg尼龙,1kg相容剂,1kg硅藻土,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
81.实施例51将85kgabs树脂,10kg热塑性聚氨酯,5kg尼龙,1kg相容剂,1.5kg硅藻土,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
82.实施例52将85kgabs树脂,10kg热塑性聚氨酯,5kg尼龙,1kg相容剂,2kg硅藻土,11kg增韧
剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
83.实施例53将100kgabs树脂,15kg热塑性聚氨酯,15kg增韧剂,5kg纳米碳化钒粉末,15kg莫来石晶须,3kg氯化石蜡,4kg抗氧化剂和3kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
84.实施例54本实施例公开一种麦克风,参照图1和图2,包括主体1,主体1一端设置有咪头3,主体1上设置有电池仓2,电池仓2内放置有电池,放置有电池的电池仓2与咪头3电连接。主体1上通过连接组件5设置有用于覆盖电池仓2的连接管6,连接管6由实施例1-53中任意一种复合塑料注塑而成。主体1远离咪头3一端螺纹连接有尾套7。
85.参照图1和图2,主体1包括支架11,咪头3固定连接于支架11长度方向一端,支架11靠近咪头3一端固定连接有防护罩4,防护罩4罩设于咪头3上。支架11侧壁开设有凹槽112,电池仓2固定连接于凹槽112内。连接管6同轴套设于支架11上,支架11远离咪头3一端固定连接有连接块12,尾套7螺纹连接于连接块12上,尾套7与连接管6抵接。
86.参照图2和图3,连接组件5包括同轴固定连接于支架11侧壁靠近咪头3一端的限位环51,连接管6远离尾套7一端与限位环51抵接。限位环51朝向连接管6一侧同轴固定连接有定位环52,连接管6靠近限位环51一端内壁开设有限位槽61,定位环52滑入限位槽61内。限位槽61内壁固定连接有多块第一定位块53,多块第一定位块53以定位环52轴线为圆心周向设置,定位环52上对应第一定位块53开设有第一定位槽111,第一定位块53滑入第一定位槽111内。连接管6靠近尾套7一端固定连接有多个第二定位块54,多块第二定位块54以定位环52轴线为圆心周向设置,支架11靠近尾套7一端对应第二定位块54开设有第二定位槽521,第二定位块54滑入第二定位槽521内。
87.本实施例一种麦克风的实施原理为:更换电池时,将尾套7旋下,连接管6从支架11上取下。更换电池以后,连接管6套设于支架11上,拧动尾套7,尾套7和限位环51将连接管6抵紧,完成安装。
88.对比例对比例1将85kgabs树脂,10kg热塑性聚氨酯,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
89.对比例2将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,3kg氯化石蜡,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
90.对比例3
将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
91.对比例4将85kgabs树脂,10kg热塑性聚氨酯,11kg增韧剂,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
92.对比例5将85kgabs树脂,10kg热塑性聚氨酯,5kg纳米碳化钒粉末,10kg莫来石晶须,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
93.对比例6将85kgabs树脂,10kg热塑性聚氨酯,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
94.对比例7将85kgabs树脂,10kg热塑性聚氨酯,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
95.对比例8将85kgabs树脂,3kg抗氧化剂和2kg润滑剂混合均匀投入双螺杆挤出机内共混造粒,控制螺杆挤出机转速为600~800rpm,挤出温度为240~280℃,压力为2~4mpa,经过熔融,挤出,造粒,即可制得复合塑料。
96.表1实施例1~37和对比例1~8原料表(kg)
性能检测试验根据gb/t 1040.1-2018/iso 527-1:2012《塑料拉伸性能的测定第一部分:总则》对实施例1-53及对比例1-8制得的复合塑料的拉伸强度进行检测。
97.根据gb/t 1043.1-2008/iso 179-1:2000《塑料简支梁冲击性能的测定第2部分:仪器化冲击实验》对实施例1-53及对比例1-8制得的复合塑料的简支梁缺口冲击强度进行检测。
98.表2实施例1-53及对比例1-8性能检测数据表
结合实施例2-10、对比例7和对比例8并结合表2可以看出,在abs树脂中加入热塑性聚氨酯并调整加入量,能有效提高复合塑料的拉伸强度,从而提高复合塑料韧性。
99.结合实施例6和对比例1-7并结合表2可以看出,热塑性聚氨酯和增韧剂有效提高塑料韧性,同时填料与增韧剂结合有效提高塑料刚性,降低热塑性聚氨酯和增韧剂加入导
致刚性下降的程度,因增塑剂通过提高塑料塑性从而提高增韧剂和填料在塑料内的稳定性,从而进一步提高塑料韧性,提高塑料的抗冲击性能。
100.结合实施例11-36并结合表2可以看出,对增韧剂、纳米碳化钒粉末、莫来石晶须和氯化石蜡加入量进行调整,提高复合塑料抗冲击强度,从而有效提高复合塑料韧性。
101.结合实施例6、实施例37和实施例38并结合表2可以看出,一纳米碳化钒粉末和莫来石晶须作为填料,从而有效提高复合塑料的抗冲击性能,提高复合塑料韧性。
102.结合实施例6和实施例39-46并结合表2可以看出,对抗氧化剂和润滑剂加入量进行调整,从而有效提高复合塑料的抗老化性能,同时使各组分混合更均匀,有效提高复合塑料性能。
103.结合实施例6和实施例47-52并结合表2可以看出,加入尼龙和硅藻土作为吸湿材料,复合塑料吸水后韧性增强,从而使得复合塑料的拉伸强度及抗冲击强度增加。
104.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1