一种抗翘曲激光焊接PC/PBT复合材料及其制备方法与流程
一种抗翘曲激光焊接pc/pbt复合材料及其制备方法
技术领域
1.本发明属于高分子材料改性领域,涉及一种抗翘曲激光焊接pc/pbt复合材料及其制备方法。
背景技术:
2.pbt(对苯二甲酸丁二醇酯)材料,分子结构高度对称,具有一定的结晶取向能力,具有较高的成膜性,pbt塑料具有耐摩擦性好、磨耗小而硬度高、电绝缘性好、抗化学药品稳定性好、耐蠕变、抗疲劳、韧性大和尺寸稳定性的优点。因而,被大量应用在汽车零部件上。
3.pbt玻纤复合材料,可以被加工为可用于激光焊接的透激光材料,但由于激光焊接的零部件往往都为尺寸要求极高的精密部件,因而对材料本身的尺寸要求提出了较高的要求。pc(聚碳酸酯)是一种通用工程塑料,具有优异的力学性能、电气性能和耐热性能,特别以优异的冲击强度和耐蠕变著称,透光率高,吸水率低,制品尺寸稳定,现已成为五大工程塑料中增长速度最快的通用工程塑料。
4.pc/pbt合金材料,结合了聚碳酸酯和对苯二甲酸丁二醇酯两种材料的优异特性。pbt玻纤增强材料,在注塑时,由于玻纤取向的原因,会造成注塑出来的零件各项异性,进而造成平面度差,表面不平整,造成2个焊接对手零件无法平整贴合,导致焊接面之间存在缝隙,影响焊接牢度。采用激光焊接时,其仍存在着焊接面熔合性差,焊接强度低的问题,并且会在焊接局部出现应力集中造成翘曲的问题。因而,需要寻找一种可以用于激光焊接的高平整度抗翘曲pc/pbt复合材料。
技术实现要素:
5.针对现有技术中存在的问题,本发明提供了抗翘曲激光焊接pc/pbt复合材料及其制备方法。本发明采用非结晶pc材料与结晶pbt材料复合改性,得到可用于激光焊接的pc/pbt透激光材料,所述pc/pbt复合材料具有优异的抗翘曲性能,并且通过改性进一步提高了材料的焊接强度,降低了焊接周期,提高了产能,扩大了材料的应用范围。
6.为达此目的,本发明采用以下技术方案:
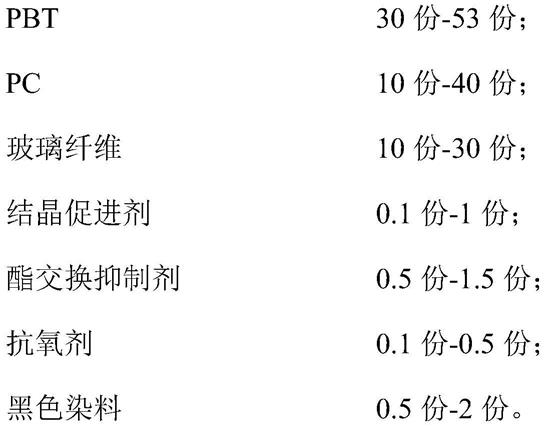
7.第一方面,本发明提供了一种pc/pbt复合材料,所述复合材料按重量份计包括以下组分:
[0008][0009]
作为本发明优选的方案,所述pbt的特性粘度为0.8dl/g-1.3dl/g,优选为1.0dl/g。
[0010]
作为本发明优选的方案,所述pc为分子量24000-27000的硅氧烷共聚双酚a型pc树脂,其熔融指数为1g/10min-5g/10min,硅含量为8wt%-15wt%。
[0011]
作为本发明优选的方案,所述pc的熔体体积流动速率mvr为0.5cm3/min-30cm3/min。
[0012]
作为本发明优选的方案,所述玻璃纤维为无碱玻璃纤维。
[0013]
作为本发明优选的方案,所述结晶促进剂为长链线性饱和羧酸钠盐、滑石粉或氮化硼类中任意一种或至少两种的组合。
[0014]
作为本发明优选的方案,所述酯交换抑制剂为adk stab ax-71、磷酸二氢钠或sa-pgp-b中任意一种或至少两种的组合。
[0015]
作为本发明优选的方案,所述抗氧剂为受阻酚类抗氧剂和亚磷酸酯类抗氧剂。
[0016]
作为本发明优选的方案,所述黑色染料为黑色母。
[0017]
第二方面,本发明提供了前述pc/pbt复合材料的制备方法,所述制备方法包括:
[0018]
将配方量的pbt、pc、结晶促进剂、酯交换抑制剂、抗氧剂和黑色染料组成的混合料从挤出机的主料口加入,将配方量的玻璃纤维从挤出机的侧喂料口加入,通过挤出机挤出造粒,得到pc/pbt复合材料。
[0019]
作为本发明优选的方案,所述挤出机的转速为200rpm-240rpm。
[0020]
作为本发明优选的方案,所述挤出机各区段的温度为200℃-260℃。
[0021]
作为本发明优选的方案,所述挤出机各区段温度包括:一区温度220℃-250℃,二区温度220℃-250℃,三区温度230℃-250℃,四区温度230℃-250℃,五区温度220℃-240℃,六区温度220℃-250℃,七区温度220℃-250℃,八区温度220℃-250℃,九区温度220℃-250℃,机头温度245℃-265℃。
[0022]
与现有技术相比,本发明具有以下有益效果:
[0023]
(1)本发明提供的抗翘曲激光焊接pc/pbt复合材料,通过添加非结晶性pc材料,引入酯交换抑制剂,稳定了pc/pbt材料的机械性能的同时,得到了透激光效果好的pc/pbt材料,并且注塑的零件平整度高;
[0024]
(2)本发明提供的抗翘曲激光焊接pc/pbt复合材料及其制备方法,工艺简单,物理性能优异,增加焊接强度、降低焊接周期,提高了产能,扩大了材料的应用范围;
[0025]
(3)本发明所述的抗翘曲激光焊接pc/pbt复合材料的弯曲强度>180mpa,弯曲模量>8500mpa,缺口冲击强度>8.0kj/
㎡
,透光率>25%,平整度(配合间隙)<25。
具体实施方式
[0026]
为更好地说明本发明,便于理解本发明的技术方案,下面对本发明进一步详细说明。但下述的实施例仅仅是本发明的简易例子,并不代表或限制本发明的权利保护范围,本发明保护范围以权利要求书为准。
[0027]
本发明具体实施方式部分提供了一种pc/pbt复合材料,所述复合材料按重量份计包括以下组分:
[0028][0029]
其中,pbt的重量份可为30份、33份、35份、37份、40份、43份、45份、47份、50份或53份等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;pc的重量份可为10份、15份、20份、25份、30份、35份或40份等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;玻璃纤维的重量份可为10份、13份、15份、17份、20份、23份、25份、27份或30份等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;结晶促进剂的重量份可为0.1份、0.2份、0.4份、0.6份、0.8份或1份等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;酯交换抑制剂的重量份可为0.5份、0.7份、1份、1.3份或1.5份等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;抗氧剂的重量份可为0.1份、0.2份、0.3份、0.4份或0.5份;黑色染料的重量份可为0.5份、0.7份、1份、1.3份、1.5份、1.7份或2份等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
[0030]
本发明中,通过非结晶的pc材料与结晶pbt进行改性,进而得到透激光效果好且具有优异抗翘曲性能的pc/pbt复合材料,得到注塑零件平整度高。
[0031]
作为本发明优选的方案,所述pbt的特性粘度(iv)为0.8-1.3dl/g,例如0.8dl/g、0.9dl/g、1dl/g、1.1dl/g、1.2dl/g或1.3dl/g等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用,优选为1.0dl/g。
[0032]
作为本发明优选的方案,所述pc为分子量24000-27000的硅氧烷共聚双酚a型pc树脂,其分子量可为24000、25000、26000或27000等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;其熔融指数为1g/10min-5g/10min,例如1g/10min、2g/10min、3g/10min、4g/10min或5g/10min等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;硅含量为8wt%-15wt%,例如8wt%、9wt%、10wt%、11wt%、12wt%、13wt%、14wt%或15wt%等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。本发明所采用的硅氧烷共聚双酚a型pc树脂较未进行硅氧烷共聚的双酚a型pc树脂相比,通过控制硅氧烷共聚双酚a型pc树脂的熔融指数以及硅含量,可以大幅度提高整体材料的耐热稳定性、耐低温性以及耐候性等各项性能。
[0033]
作为本发明优选的方案,所述pc的熔体体积流动速率(mvr)为0.5cm3/min-30cm3/min,例如0.5cm3/min、1cm3/min、5cm3/min、10cm3/min、15cm3/min、20cm3/min、25cm3/min或30cm3/min等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
[0034]
作为本发明优选的方案,所述玻璃纤维为无碱玻璃纤维。
[0035]
作为本发明优选的方案,所述结晶促进剂为长链线性饱和羧酸钠盐、滑石粉或氮化硼类中任意一种或至少两种的组合,例如长链线性饱和羧酸钠盐和滑石粉的组合,滑石粉和氮化硼类的组合,长链线性饱和羧酸钠盐、滑石粉和氮化硼类的组合。
[0036]
作为本发明优选的方案,所述酯交换抑制剂为adk stab ax-71、磷酸二氢钠或sa-pgp-b中任意一种或至少两种的组合。
[0037]
作为本发明优选的方案,所述抗氧剂为受阻酚类抗氧剂和亚磷酸酯类抗氧剂。
[0038]
作为本发明优选的方案,所述黑色染料为黑色母。
[0039]
本发明具体实施方式部分提供了前述pc/pbt复合材料的制备方法,所述制备方法包括:
[0040]
将配方量的pbt、pc、结晶促进剂、酯交换抑制剂、抗氧剂和黑色染料组成的混合料从挤出机的主料口加入,将配方量的玻璃纤维从挤出机的侧喂料口加入,通过挤出机挤出造粒,得到pc/pbt复合材料。
[0041]
作为本发明优选的方案,所述挤出机为双螺杆挤出机。
[0042]
作为本发明优选的方案,所述挤出机的转速为200rpm-240rpm,例如200rpm、205rpm、210rpm、215rpm、220rpm、225rpm或230rpm等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
[0043]
作为本发明优选的方案,所述挤出机各区段的温度为200℃-260℃,例如200℃、210℃、220℃、230℃、240℃、250℃或260℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
[0044]
作为本发明优选的方案,所述挤出机各区段温度包括:一区温度220℃-250℃,二区温度220℃-250℃,三区温度230℃-250℃,四区温度230℃-250℃,五区温度220℃-240℃,六区温度220℃-250℃,七区温度220℃-250℃,八区温度220℃-250℃,九区温度220℃-250℃,机头温度245℃-265℃。
[0045]
以下为本发明典型但非限制性实施例:
[0046]
本发明实施例1-3提供了一种pc/pbt复合材料及其制备方法,所述实施例1-3中各组分的用量配比如表1所示:
[0047]
表1:实施例1-3中各组分用量表
[0048]
组成实施例1实施例2实施例3pc352515pbt32.942.952.9玻璃纤维303030结晶促进剂0.30.30.3抗氧剂0.30.30.3酯交换抑制剂111黑色染料0.50.50.5
[0049]
其中,实施例1中采用的pc为出光公司生产的fg1760硅氧烷共聚双酚a型pc树脂;pbt的粘度为1.0dl/g,为长春化工生产;玻璃纤维为无碱玻璃纤维;结晶促进剂为长链线性饱和羧酸钠盐布鲁格曼p250;抗氧剂为受阻酚类抗氧剂1010和亚磷酸酯类抗氧剂168;酯交换抑制剂为磷酸二氢钠分析纯;黑色染料为黑色母。
[0050]
实施例2中和实施例3中所用物料种类与实施例1中相同。
[0051]
实施例1-3中的pc/pbt复合材料的制备方法为:将配方量的经过干燥的pbt、pc、结晶促进剂、酯交换抑制剂、抗氧剂和黑色染料混合后用双螺杆加料器连续均匀加入螺杆直径35mm,长径比l/d=36的双螺杆挤出机主机筒中,将配方量的玻璃纤维从挤出机的侧喂料口加入,主机筒分段控制温度,从加料口至机头出口为230℃、240℃、250℃、250℃、250℃、245℃、245℃、245℃、245℃,255℃,双螺杆转速为300转/分钟,挤出料条经过水槽冷却后切粒得到产品。
[0052]
本发明对比例1-2提供了一种pbt材料及其制备方法:所述对比例1-2中各组分的用量配比如表2所示:
[0053]
表2:对比例1-2中各组分用量表
[0054]
组成对比例1对比例2pc 30pbt68.938.9玻璃纤维3030结晶促进剂0.30.3抗氧剂0.30.3酯交换抑制剂
ꢀꢀ
黑色染料0.50.5
[0055]
其中,对比例1和对比例2中所用各物料的类型与实施例1中相同。
[0056]
对比例1和对比例2中pbt材料的制备方法与实施例1中的制备方法相同。
[0057]
将实施例1-3和对比例1-2中得到产品在鼓风烘箱中于100℃干燥4小时后用塑料注射成型机注塑成标准样条,注塑温度250℃。注塑好的样条立即放入玻璃干燥器中在室温放置至少24小时后进行性能测试,性能测试结果如表3所示。
[0058]
实施例1-3和对比例1-2中产品性能参数方法如下:
[0059]
弯曲强度、弯曲模量:按iso 178方法评价;
[0060]
缺口冲击强度:按iso 179方法评价;
[0061]
透光率:使用lpkf tmg3透光率仪进行评价;
[0062]
平整度:注塑成零件后进行评价。
[0063]
表3:实施例1-3和对比例1-2产品性能测试结果表
[0064]
性能实施例1实施例2实施例3对比例1对比例2弯曲强度mpa187199203205193弯曲模量mpa87928904895790128412缺口冲击强度kj/
㎡
8.89.09.29.54.3透光率%4239262122平整度(配合间隙)14182528/
[0065]
从表3的数据可知,添加了pc的pc/pbt玻纤增强材料的机械性能,随着pc含量的提高,有降低的趋势(对比例1,实施例1-3);由于pc和pbt会发生酯交换反应,添加了酯交换抑制剂能大幅度改善整体材料的力学性能,使材料具有使用价值(对比例2,实施例1-3);添加了pc的pc/pbt玻纤增强材料表面平整度,随着pc含量的提高而提高,配合间隙明显降低,有利于焊接,缩短焊接周期(对比例1,实施例1-3)。
[0066]
申请人声明,本发明通过上述实施例来说明本发明的详细工艺设备和工艺流程,但本发明并不局限于上述详细工艺设备和工艺流程,即不意味着本发明必须依赖上述详细工艺设备和工艺流程才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1