一种耐高温抗紫外聚碳酸酯及其制备方法与流程
1.本发明属于高分子材料领域,尤其涉及一种耐高温抗紫外聚碳酸酯及其制备方法。
背景技术:
2.聚碳酸酯 (pc)是五大通用工程塑料之一,其产量和消费量仅次于尼龙工程塑料,居第二位。聚碳酸酯的透明度又极好,并可施以任何着色。由于聚碳酸酯的上述优良性能,已被广泛用于各种安全灯罩、信号灯,体育馆、体育场的透明防护板,采光玻璃,高层建筑玻璃,汽车反射镜、挡风玻璃板,飞机座舱玻璃。改性 pc 具有良好的透明性和优异的综合性能,广泛应用于汽车工业、电子电气工业、机械工业等领域。
3.虽然pc材料及其合金有着极其广泛的应用,但是人们对pc材料的应用不断提出越来越高的耐温要求。如汽车高反射前灯外罩,聚光灯壳体,医用高温消毒器皿等,要求使用的透明pc材料维卡软化温度越来越高,且要求具有一定的抗菌性。而普通的pc材料只能达到130℃,难以达到其使用要求。如能用简单的共混挤出方法,生产出高耐温的透明 pc 材料,将大大降低材料的生产成本,具有广阔的市场应用前景。
技术实现要素:
4.本发明的目的是要解决提高聚碳酸酯耐热性能,提供一种成本较低的耐高温抗紫外聚碳酸酯。
5.本发明另一目的为提供一种耐高温抗紫外聚碳酸酯的制备方法,该工艺简单易操作。
6.本发明为了实现上述目的所采用的技术方案为:本发明提供了一种耐高温抗紫外聚碳酸酯,是由以下重量百分比组成:聚碳酸酯95.5~98%;复合抗氧剂0.5%-1%;耐热改性剂1%-3%;抗uv助剂0.5%。
7.进一步的,所述聚碳酸酯为光气法双酚a型聚碳酸酯。
8.本发明所使用的复合抗氧剂是由主抗氧剂和辅助抗氧剂组成;所述主抗氧剂和辅助抗氧剂的质量比为1:0.01;所述主抗氧剂是由亚磷酸酯抗氧剂和受阻酚类抗氧剂按质量比4:1组成。
9.进一步的,所述耐热改性剂为亲二烯体,具有1,2-二取代乙烯基结构的五元环状单体。
10.上述耐热改性剂为n-苯基马来酰亚胺。
11.进一步的,所述抗uv助剂为羟基苯并三唑类紫外线吸收剂。
12.本发明还提供了一种耐高温抗紫外聚碳酸酯的制备方法,包括以下步骤:
(1)按重量配比称取聚碳酸酯、复合抗氧剂、耐热改性剂及抗uv助剂;(2)把聚碳酸酯、复合抗氧剂、耐热改性剂、抗uv助剂分别加入高速混合机混合均匀;(3)将混合完成的物料经双螺杆挤出机熔融挤出、造粒。
13.进一步的,所述双螺杆挤出机的长径比为35,工艺条件为:一区温度200~220℃,二区温度260~270℃,三区温度270~280℃,四区温度275~285℃,五区温度280~290℃,六区温度270~280℃,七区温度265~275℃,八区温度260~280℃,九区温度280~290℃,机头温度为285~295℃,螺杆转速为350~400rpm,喂料速度为45~50 rpm,切粒速度为600~700 rpm。
14.本发明加入耐热改性剂,将其嵌入高分子链中可以增加链的内旋阻力,从而提高聚碳酸酯的耐热性。而且该耐热改性剂有一定的抗菌性,可提高聚碳酸酯抗菌性能。
15.所述抗uv助剂为紫外线吸收剂,是羟基苯并三唑类紫外线吸收剂,对于需要高温下加工的聚合物具有非常好的效果,可以有效保护聚碳酸酯免收紫外线辐射影响,且不影响聚碳酸酯透光率。
16.本发明通过复配抗氧剂的加入,能显著提高聚碳酸酯的光稳定性、高耐热高效加工稳定性、对光稳定及抗氧化效性。
17.本发明的有益效果为:(1)本发明的耐高温抗紫外聚碳酸酯,具有140℃的热变形温度和150℃的维卡软化温度,透光率未下降,可满足耐高温使用需求;且具有较好的抗紫外老化性能和一定的抗菌性可满足特定客户需求;(2)本发明的耐高温抗紫外聚碳酸酯可以通过较为简单的共混挤出造粒,相较其他反应合成方法,具有工艺简单,易操作,能耗低,成本低等优势。
具体实施方式
18.下面结合优选实施例对本发明做进一步的说明:在本发明的耐高温抗紫外聚碳酸酯中,聚碳酸酯为光气法双酚a型聚碳酸酯,熔融指数为9,选优聊城鲁西聚碳酸酯有限公司的产品,商品牌号为lxty1609-01;复合抗氧剂为亚磷酸酯抗氧剂、受阻酚类抗氧剂按比例复配,如:抗氧剂168、抗氧剂1076、pepq等为市售;耐热剂为具有1,2-二取代乙烯基结构的五元环状单体,如n-苯基马来酰亚胺,为市售;抗uv助剂为紫外线吸收剂,为巴斯夫公司生产的紫外线吸收剂uv-234,为市售。
19.实施例1:一种耐高温抗紫外聚碳酸酯,其组分按质量百分比为:聚碳酸酯98%、复合抗氧剂(168、1076、pepq,其抗氧剂比例为1:4:0.05)0.5%、耐热改性剂(n-苯基马来酰亚胺)1%、抗uv助剂0.5%。
20.制备方法:将聚碳酸酯放入120℃烘箱中烘干4h,按配比将各组分进行称重;放入高速混合机中650rpm混合5分钟后在双螺杆挤出机中以一区温度200℃,二区温度260℃,三区温度270℃,四区温度275℃,五区温度280℃,六区温度270℃,七区温度265℃,八区温度260℃,九区温度280℃,机头温度为285℃,螺杆转速为350rpm进行共混挤出、冷却、切粒。
21.实施例2:一种耐高温抗紫外聚碳酸酯,其组分按质量百分比为:聚碳酸酯97%、复合抗氧剂
(组成同实施例1)0.5%、耐热改性剂(n-苯基马来酰亚胺)2%、抗uv助剂0.5%。
22.制备方法:将聚碳酸酯放入120℃烘箱中烘干4h,按配比将各组分进行称重;放入高速混合机中650rpm混合5分钟后在双螺杆挤出机中以一区温度200℃,二区温度260℃,三区温度270℃,四区温度275℃,五区温度280℃,六区温度270℃,七区温度265℃,八区温度260℃,九区温度280℃,机头温度为285℃,螺杆转速为350rpm进行共混挤出、冷却、切粒。
23.实施例3:一种耐高温抗紫外聚碳酸酯,其组分按质量百分比为:聚碳酸酯96%、复合抗氧剂(组成同实施例1)0.5%、耐热改性剂(n-苯基马来酰亚胺)3%、抗uv助剂0.5%。
24.制备方法:将聚碳酸酯放入120℃烘箱中烘干4h,按配比将各组分进行称重;放入高速混合机中650rpm混合5分钟后在双螺杆挤出机中以一区温度200℃,二区温度260℃,三区温度270℃,四区温度275℃,五区温度280℃,六区温度270℃,七区温度265℃,八区温度260℃,九区温度280℃,机头温度为285℃,螺杆转速为350rpm进行共混挤出、冷却、切粒。
25.实施例4:一种耐高温抗紫外聚碳酸酯,其组分按质量百分比为:聚碳酸酯97.5%、复合抗氧剂(组成同实施例1)1%、耐热改性剂(n-苯基马来酰亚胺)1%、抗uv助剂0.5%。
26.制备方法:将聚碳酸酯放入120℃烘箱中烘干4h,按配比将各组分进行称重;放入高速混合机中650rpm混合5分钟后在双螺杆挤出机中以一区温度200℃,二区温度260℃,三区温度270℃,四区温度275℃,五区温度280℃,六区温度270℃,七区温度265℃,八区温度260℃,九区温度280℃,机头温度为285℃,螺杆转速为350rpm进行共混挤出、冷却、切粒。
27.对比例1一种聚碳酸酯,其组分按质量百分比为:聚碳酸酯99%、复合抗氧剂(168、1076、pepq)0.5%、抗uv助剂0.5%。
28.制备方法:将聚碳酸酯放入120℃烘箱中烘干4h,按配比将各组分进行称重;放入高速混合机中650rpm混合5分钟后在双螺杆挤出机中以一区温度200℃,二区温度260℃,三区温度270℃,四区温度275℃,五区温度280℃,六区温度270℃,七区温度265℃,八区温度260℃,九区温度280℃,机头温度为285℃,螺杆转速为350rpm进行共混挤出、冷却、切粒。
29.对比例2一种聚碳酸酯,其组分按质量百分比为:聚碳酸酯99%、抗氧剂(168:1076=1:4)0.5%、抗uv助剂0.5%。
30.制备方法:将聚碳酸酯放入120℃烘箱中烘干4h,按配比将各组分进行称重;放入高速混合机中650rpm混合5分钟后在双螺杆挤出机中以一区温度200℃,二区温度260℃,三区温度270℃,四区温度275℃,五区温度280℃,六区温度270℃,七区温度265℃,八区温度260℃,九区温度280℃,机头温度为285℃,螺杆转速为350rpm进行共混挤出、冷却、切粒。
31.对比例3一种聚碳酸酯,其组分按质量百分比为:聚碳酸酯99%、抗氧剂(168)0.5%、抗uv助剂0.5%。
32.制备方法:将聚碳酸酯放入120℃烘箱中烘干4h,按配比将各组分进行称重;放入高速混合机中650rpm混合5分钟后在双螺杆挤出机中以一区温度200℃,二区温度260℃,三区温度270℃,四区温度275℃,五区温度280℃,六区温度270℃,七区温度265℃,八区温度
260℃,九区温度280℃,机头温度为285℃,螺杆转速为350rpm进行共混挤出、冷却、切粒。
33.效果实施例将上述实施例1-4及对比例1-3制备的聚碳酸酯颗粒经120℃烘干2h后,使用塑胶注塑成型机进行检测样件加工成标准要求试件。
34.产品性能测试方法如下:热变形温度:按iso 75-2:2003方法,120℃/h。
35.维卡软化温度:按iso 306:1994,b
120
。
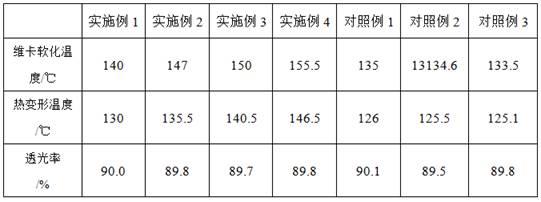
36.各实施例样品性能测试结果见下表1所示。
37.表1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1