一种聚苯硫醚双向拉伸薄膜的制备方法与流程
1.本发明涉及特种工程塑料技术领域,特别是涉及一种聚苯硫醚双向拉伸薄膜的制备方法。
背景技术:
2.聚苯硫醚(pps)的结构为苯环和硫原子交替连接,分子链有着很大的刚性及规整性,聚苯硫醚为半结晶型聚合物,具有较高的强度、模量以及优良的燃烧性能;pps制品具有良好的耐蠕变性能和较低的线膨胀系数,且尺寸稳定性良好,成型收缩率较小。聚苯硫醚在所有的热塑性工程塑料中都显示了极为优异的耐热性,熔点高达280~290℃,在空气中400~430℃以上才开始分解,在低于400℃的空气或氮气中稳定,基本上无质量损失,热稳定性远远超过pa、pbt、pet及pom等工程塑料;聚苯硫醚具有优良的耐化学腐蚀性,耐化学腐蚀性能仅次于聚四氟乙烯,在200℃以下几乎没有溶剂可以溶解;聚苯硫醚树脂吸水率极低,在高温、高湿度条件下体积电阻率变化比较小,其介电常数随温度及频率的变化很小,因而适用于电性能要求极严格的产品,是优良的电绝缘材料。因此,聚苯硫醚以其优异的性能广泛应用于电子电气、汽车工业、机械工业、军工、纺织、航空等方面。
3.聚苯硫醚作为一种半结晶性的热塑性材料,为双向拉伸薄膜的制备创造了条件。但是目前双向拉伸薄膜技术大都掌握在国外企业手中,生产设备也需要进口,设备造价极高,又加上国外企业限制pps纯树脂在我国的销售,使得国内企业没有适宜的技术来开发性能优异的pps薄膜。
技术实现要素:
4.有鉴于此,本发明提供了一种聚苯硫醚双向拉伸薄膜的制备方法,以解决现有技术无法制备得到综合性能优异的聚苯硫醚双向拉伸薄膜的现象。
5.为了解决上述技术问题,本发明采用如下技术方案:
6.一种聚苯硫醚双向拉伸薄膜的制备方法,包括以下步骤:
7.(1)将聚苯硫醚树脂颗粒加入挤出机进行熔融挤出,流延得到聚苯硫醚初始流延膜;
8.(2)将所述聚苯硫醚初始流延膜在120-220℃纵向拉伸2-6倍,并在120-220℃下横向拉伸2-6倍,得到聚苯硫醚双向拉伸薄膜半成品;
9.(3)对所述聚苯硫醚双向拉伸薄膜半成品进行热处理,得到聚苯硫醚双向拉伸薄膜。
10.优选的,在上述聚苯硫醚双向拉伸薄膜的制备方法中,所述聚苯硫醚树脂为经有机溶剂改良的聚苯硫醚树脂,且所述聚苯硫醚树脂的熔融指数为80-200g/10min。
11.优选的,在上述聚苯硫醚双向拉伸薄膜的制备方法中,所述聚苯硫醚树脂的改良方法如下:
12.将聚苯硫醚树脂和有机溶剂在60-120℃条件下加热搅拌,过滤后在过滤物中加入
水,于120-200℃的条件下加热搅拌,过滤,烘干,挤出造粒,即可。
13.优选的,在上述聚苯硫醚双向拉伸薄膜的制备方法中,所述有机溶剂包括n-甲基吡咯烷酮、二甲基甲醛、二甲基乙酰胺、1,3-二甲基咪唑啉酮、六甲基磷酰胺、含氮有机化合物、亚砜-砜类溶剂、酮类溶剂、醚类溶剂、卤素基溶剂、醇类溶剂、酚类溶剂。
14.优选的,在上述聚苯硫醚双向拉伸薄膜的制备方法中,步骤(1)中所述熔融挤出温度为280-320℃,进一步优选为290-310℃。
15.优选的,在上述聚苯硫醚双向拉伸薄膜的制备方法中,所述挤出机为单螺杆或双螺杆挤出机,螺杆长径比为40-60;进一步优选的,螺杆长径比为45-52。
16.优选的,在上述聚苯硫醚双向拉伸薄膜的制备方法中,步骤(2)中所述纵向拉伸为在140-180℃下拉伸3-5倍;所述横向拉伸为在150-180℃拉伸3-5倍。
17.优选的,在上述聚苯硫醚双向拉伸薄膜的制备方法中,步骤(2)中所述拉伸速度为10-30m/min。
18.优选的,在上述聚苯硫醚双向拉伸薄膜的制备方法中,步骤(2)中所述纵向拉伸和所述横向拉伸为同步进行或者异步进行。
19.优选的,在上述聚苯硫醚双向拉伸薄膜的制备方法中,步骤(3)中所述热处理温度为170-250℃,热处理时间为10-120s;进一步优选的,所述热处理温度为180-220℃。
20.优选的,在上述聚苯硫醚双向拉伸薄膜的制备方法中,步骤(3)中所述热处理为分阶段升温处理,包括
21.第一阶段热处理:在170-200℃的温度下处理5-60s;
22.第二阶段热处理:在200-250℃的温度下处理5-60s。
23.本发明提供了一种聚苯硫醚双向拉伸薄膜的制备方法,与现有技术相比,其有益效果在于:
24.本发明采用经有机溶剂改良的聚苯硫醚树脂作为原料,盐分及挥发性成分含量低,且原料易得,摆脱了原料依靠国外进口的现象;
25.通过高温双向拉伸处理后的聚苯硫醚树脂薄膜,结晶度高、表面平整、无褶皱且拉伸性能良好,且制备得到的双向拉伸薄膜厚度可达5-50μm。
具体实施方式
26.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.本实施例提供的是一种聚苯硫醚树脂双向拉伸薄膜的制备方法,其中涉及到的改良聚苯硫醚树脂的制备方法如下:
28.在200升的反应釜中投入60l二甲亚砜,再加入浙江新和成材料有限公司产的3514pps(熔融指数为140g/10min)12kg,升温至120℃,搅拌处理2h,放出浆料,过滤溶剂,用去离子水清洗滤饼2遍,再把滤饼加入200升反应釜中,加入100升去离子水,升温到200℃,搅拌处理6h,放出浆料,过滤,原料在沸腾式干燥箱烘干;把烘干的原料投入直径45mm,长径比48的双螺杆挤出机,在排气孔处抽0.08mpa真空,进行抽粒,得到改良聚苯硫醚树脂。
29.实施例1
30.将熔融指数为80g/10min的改良聚苯硫醚树脂加入到螺杆直径65mm,l/d=48的单螺杆挤出机中,在300℃下熔融,并经过10μm左右的滤网进行过滤,然后通过宽950mm,厚0.7mm的t型口模制作流延膜,流延膜在直径为1000mm、温度为30℃的冷却辊上充分冷却,将流延膜在140℃下纵向拉伸3.0倍,得到纵向拉伸膜,再在150℃下横向拉伸3.0倍,在180℃下处理10s,再在220℃下处理5s,得到没有褶皱,平整的pps薄膜。
31.实施例2
32.熔融指数为120g/10min的改良聚苯硫醚树脂加入到螺杆直径65mm,l/d=40的单螺杆挤出机,在280℃下熔融,并经过10μm左右的滤网进行过滤,然后通过宽950mm,厚0.7mm的t型口模制作流延膜,流延膜在直径为800mm、温度为30℃的冷却辊上充分冷却,将流延膜在120℃下纵向拉伸4.2倍,得到纵向拉伸膜,再在180℃下横向拉伸4.0倍,在195℃下处理5s,再在240℃下处理10s,得到没有褶皱,平整的pps薄膜。
33.实施例3
34.将熔融指数为200g/10min的改良聚苯硫醚树脂加入到螺杆直径65mm,l/d=50的单螺杆挤出机,在320℃下熔融,并经过10μm左右的滤网进行过滤,然后通过宽950mm,厚0.8mm的t型口模制作流延膜,流延膜在直径为1000mm、温度为30℃的冷却辊上充分冷却,将流延膜在200℃下纵向拉伸2.0倍,得到纵向拉伸膜,再在220℃下横向拉伸3.0倍,在200℃下处理10s,再在250℃下处理5s,得到没有褶皱,平整的pps薄膜。
35.实施例4
36.将熔融指数为140g/10min的改良聚苯硫醚树脂加入到螺杆直径65mm,l/d=60的单螺杆挤出机,在290℃下熔融,并经过10μm左右的滤网进行过滤,然后通过宽950mm,厚0.8mm的t型口模制作流延膜,流延膜在直径为800mm、温度为30℃的冷却辊上充分冷却,将流延膜在120℃下纵向拉伸4.5倍,得到纵向拉伸膜,再在150℃下横向拉伸5倍,在170℃下处理10s,再在220℃下处理5s,得到没有褶皱,平整的pps薄膜。
37.对比例1
38.将未处理的市售聚苯硫醚树脂(浙江新和成材料有限公司产的3514pps(熔融指数为140g/10min))加入到螺杆直径65mm,l/d=48的单螺杆挤出机中,在300℃下熔融,并经过10μm左右的滤网进行过滤,然后通过宽950mm,厚0.7mm的t型口模制作流延膜,流延膜在直径为1000mm、温度为30℃的冷却辊上充分冷却,将流延膜在140℃下纵向拉伸3.0倍,得到纵向拉伸膜,再在150℃下横向拉伸3.0倍,在180℃下处理10s,再在220℃下处理5s,得到没有褶皱,平整的pps薄膜。
39.本发明针对上述实施例1-4和对比例制备得到的pps薄膜进行了性能测试,测试方法如下:
40.一、薄膜厚度
41.用gb6672塑料薄膜和薄片厚度的测量机械测量法中规定的上、下两侧面为平面的量具测量试样厚度。每个试样的厚度应在标距内测量三点,取算术平均值;厚度准确至0.001mm。
42.二、拉伸强度和伸长率
43.用gb/t1040.1-2018和gb/t1040.3-2018标准,测试薄膜的拉伸强度和断裂伸长
率,试验速度50mm/min,采用切割法制备试样,试样类型为2型试样,采用长150mm、宽(15
±
0.1)mm的长条形,标距距离为50mm,试验速度为(250
±
25)mm/min,分别进行纵向和横向拉伸性能测试。
44.三、熔点测定
45.采用铂金埃尔默的8500dsc,按照20℃/min,从30升温到320℃保温分钟,再按照20℃/min降温至50℃,再按照20℃/min,升温至320℃,测定薄膜的熔点。
46.性能测试结果参见表1。
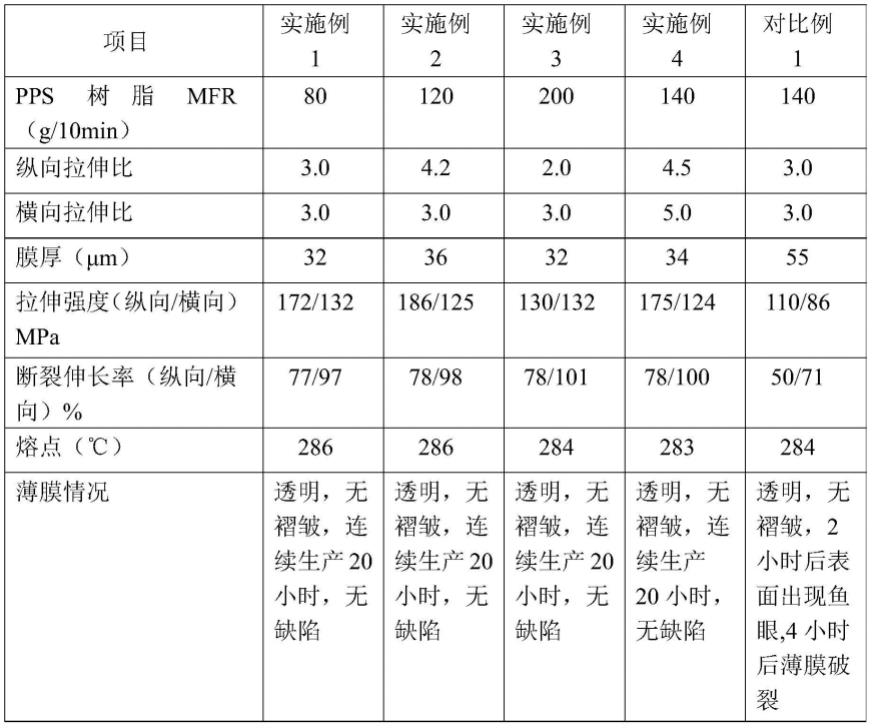
47.表1实施例1-4性能测试结果
[0048][0049]
由表1可知,由本发明制备得到的聚苯硫醚拉伸薄膜的表面平整、无褶皱且拉伸性能良好,适合连续生产,并且厚度可以达到50μm以下。
[0050]
另外,本发明从纵向拉伸温度、倍率,横向拉伸温度、倍率等因素考虑,对聚苯硫醚双向拉伸薄膜的性能进行了研究。
[0051]
一、纵向拉伸温度对聚苯硫醚双向拉伸薄膜性能的影响
[0052]
将熔融指数为80g/10min的改良聚苯硫醚树脂加入到螺杆直径65mm,l/d=48的单螺杆挤出机中,在300℃下熔融,并经过10μm左右的滤网进行过滤,然后通过宽950mm,厚0.7mm的t型口模制作流延膜,流延膜在直径为1000mm、温度为30℃的冷却辊上充分冷却,将流延膜在温度m下纵向拉伸3.0倍,得到纵向拉伸膜,再在150℃下横向拉伸3.0倍,在180℃下处理10s,再在220℃下处理5s,得到没有褶皱,平整的pps薄膜。
[0053]
在上述步骤中,m依次设定为110℃、120℃、150℃、180℃、220℃、230℃,分别作为
试验例1-6,并测定试验例1-6制备得到的pps双向拉伸薄膜的性能,测试结果参见表2。
[0054]
表2试验例1-6性能测试结果
[0055][0056]
由表2可知,当拉伸温度过低时,材料流延膜的刚性太强,难以拉伸,无法得到拉伸的薄膜,当温度过高时,流延膜处于半熔融状态,拉伸时工艺难以控制,且薄膜起皱;纵向拉伸的最佳温度是120-220度。
[0057]
二、横向拉伸温度对聚苯硫醚双向拉伸薄膜性能的影响
[0058]
将熔融指数为80g/10min的改良聚苯硫醚树脂加入到螺杆直径65mm,l/d=48的单螺杆挤出机中,在300℃下熔融,并经过10μm左右的滤网进行过滤,然后通过宽950mm,厚0.7mm的t型口模制作流延膜,流延膜在直径为1000mm、温度为30℃的冷却辊上充分冷却,将流延膜在140℃下纵向拉伸3.0倍,得到纵向拉伸膜,再在温度n下横向拉伸3.0倍,在180℃下处理10s,再在220℃下处理5s,得到没有褶皱,平整的pps薄膜。
[0059]
在上述步骤中,n依次设定为110℃、120℃、150℃、180℃、220℃、230℃,分别作为试验例7-12,并测定试验例7-12制备得到的pps双向拉伸薄膜的性能,测试结果参见表3。
[0060]
表3试验例7-12性能测试结果
[0061]
[0062]
由上表可知,当拉伸温度过低时,材料流延膜的刚性太强,难以拉伸,无法得到双向拉伸的薄膜,当温度过高时,流延膜处于半熔融状态,拉伸时工艺难以控制,且薄膜起皱,横向拉伸的最佳温度是120-220度。
[0063]
三、纵向拉伸倍率对聚苯硫醚双向拉伸薄膜性能的影响
[0064]
将熔融指数为80g/10min的改良聚苯硫醚树脂加入到螺杆直径65mm,l/d=48的单螺杆挤出机中,在300℃下熔融,并经过10μm左右的滤网进行过滤,然后通过宽950mm,厚0.7mm的t型口模制作流延膜,流延膜在直径为1000mm、温度为30℃的冷却辊上充分冷却,将流延膜在140℃下纵向拉伸x倍,得到纵向拉伸膜,再在150℃下横向拉伸3.0倍,在180℃下处理10s,再在220℃下处理5s,得到没有褶皱,平整的pps薄膜。
[0065]
在上述步骤中,x依次设定为2倍、3倍、5倍、6倍、7倍,分别作为试验例13-17,并测定试验例13-17制备得到的pps双向拉伸薄膜的性能,测试结果参见表4。
[0066]
表4试验例13-17性能测试结果
[0067][0068]
由上表可知,拉伸倍率过低,材料的性能不能很好的发挥,拉伸倍率过大,膜被拉断,难以成膜,最佳的拉伸倍率为2-6倍;同时如果纵横向的拉伸比相差过大,薄膜的各向异性表现的很明显,会影响膜的应用。
[0069]
四、横向拉伸倍率对聚苯硫醚双向拉伸薄膜性能的影响
[0070]
将熔融指数为80g/10min的改良聚苯硫醚树脂加入到螺杆直径65mm,l/d=48的单螺杆挤出机中,在300℃下熔融,并经过10μm左右的滤网进行过滤,然后通过宽950mm,厚0.7mm的t型口模制作流延膜,流延膜在直径为800mm、温度为30℃的冷却辊上充分冷却,将流延膜在140℃下纵向拉伸3.0倍,得到纵向拉伸膜,再在150℃下横向拉伸y倍,在180℃下处理10s,再在220℃下处理5s,得到没有褶皱,平整的pps薄膜。
[0071]
在上述步骤中,y依次设定为2倍、3倍、5倍、6倍、7倍,分别作为试验例18-22,并测定试验例18-22制备得到的pps双向拉伸薄膜的性能,测试结果参见表5。
[0072]
表5试验例18-22性能测试结果
[0073][0074]
由上表可知,对于聚苯硫醚材料进行纵向拉伸后再进行横向拉伸,拉伸比不能太大,拉伸比过大,薄膜容易从夹具中脱出,需要的夹持力会大大的增加,对设备的要求增加了,而且材料的性能并没有太大的改善;同时纵向,横向拉伸比例差别过大,容易造成薄膜的各向异性加大,影响薄膜的应用。
[0075]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的方案而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
[0076]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1