一种防滑柔软母粒的制备工艺的制作方法
1.本发明涉及一种功能性母粒的制备工艺,具体地来说,本发明涉及一种非织造材料用防滑柔软母粒的制备工艺。
技术背景
2.非织造材料常被用来运用在卫生材料领域直接与人体接触,尤其是婴幼儿皮肤更为娇嫩,因此对非织造材料的柔软度提出更高要求,为增加产品柔软度需在非织造材料制备过程中添加柔软母粒,柔软母粒的加入虽然会改善产品手感,但是也会使得产品表面过滑,因此下游客户在使用过程中,常会出现不粘胶的情况增加经济成本。
技术实现要素:
3.对于以上不足之处,本发明提供了一种防滑柔软母粒的制备工艺来进行改善。
4.为了实现以上目的,通过以下技术方案对本发明进行进一步说明:
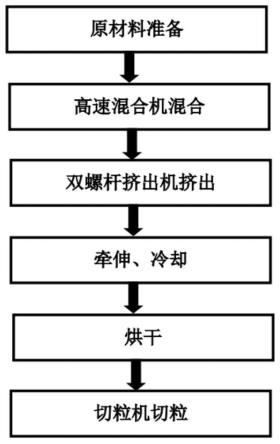
5.本发明提供的一种防滑柔软母粒的制备工艺,其特征在于:将载体与其他基材按照一定比例份数投入到高速混合机中混合均匀,再经双螺杆挤出机加热加压,材料由固态变为黏流态,进一步充分剪切混合,在挤出压力作用下经模头过滤挤出,再经牵伸、冷却、烘干、切粒得到防滑柔软母粒。
6.以上制备工艺,按照比例份数计,其特征是:所述载体为60-75份,其他基材共计25-40份。
7.其中所述载体为聚丙烯,其他基材包括柔软剂、润滑剂、分散剂、抗氧剂、防粘剂、脱模剂、开口剂等多种组合。
8.优选地所述所述聚丙烯为粒料粉料混合物,所述柔软剂指:芥酸酰胺10-25份、油酸酰胺2-5份、硬脂酸酰胺4-6份。润滑剂包括:pe蜡4-10份、硅酮粉0.1-0.8份,分散剂是ebs12-20份,抗氧剂0.2-0.6份,包括:抗氧剂3114、抗氧剂1680,其中抗氧剂3114和抗氧剂1680添加比例为1:2。
9.进一步的,所述制备工艺中,其特征在于:喂料机转速为36-40rpm,双螺杆挤出机温度是90-120℃,长径比为48,且为充分剪切和挤出,螺杆内不同螺旋角(15
°
、30
°
、45
°
、60
°
、90
°
)组件可自由组合,螺杆转速是600-900rpm,模头温度是160-200℃,挤出压力为1-5mpa,经牵伸、冷却后,在功率为1.5kw的烘干机上进行干燥,再以15-25rpm的转速在切粒机上进行切粒。
10.更进一步的,所述的牵伸方式为机械牵伸,牵伸速度由喂料机转速、双螺杆挤出机转速、切粒机转速共同决定,冷却方式为循环水冷却。
11.根据前述步骤,本发明制备出一种防滑柔软母粒
12.本发明的作用效果是:所制备的防滑柔软母粒,其特征是,粒径在2-3mm,熔融指数为125-140g/10min。在不增加原料成本的前提下,调整各组分比例含量,与外购柔软母粒按照同比条件运用在非织造材料上,所制得的非织造布不仅手感更加棉软,在制备过程中也
不会在单体抽吸口产生结晶从而堵塞单体抽吸口,而且能在不增加原料成本的基础上,有效降低下游客户因产品不粘胶所增加的经济成本。
附图说明
13.图1为本发明的生产工艺流程示意图。
具体实施方式
14.为使本发明技术方案更加明确,本发明通过示例性实例对比进行进一步说明,但不仅限于此,本领域内相关人士在未有创新劳动前提下所获得的其他相关制备方法,属本发明保护范围。
15.本发明的防滑柔软母粒的制备方法为:按照比例份数计,将60-75份pp载体与芥酸酰胺10-25份、油酸酰胺2-5份、硬脂酸酰胺4-6份、pe蜡4-10份、硅酮粉0.1-0.8份、ebs12-20份,抗氧剂0.2-0.6份,在高速混合机内混合均匀后,以36-40rpm的速度进行喂料,加热90-120℃温度下熔融后,在长径比为48的双螺杆内按照螺杆正反转充分剪切混合,并在1-5mpa压力作用下以黏流态至模头挤出,再经由牵伸、水浴冷却后干燥、切粒得到粒径为2-3mm的均匀圆柱状防滑柔软母粒。
16.酰胺类柔软剂的加入,能在载体表面形成一层分子膜,能显著提高材料的润滑作用和材料表面的动、静态摩擦系数。以线性pe蜡和硅酮粉作为润滑剂,可有效改善聚丙烯的流动性和脱模性能,并能降低扭矩,在螺杆中挤出不打滑,减少设备的磨损,并可改善表面光泽,增进表面丝质触感。加入ebs不但可以使混合过程中各组分均匀分散从而混合更加充分,而且与pe蜡共同作用能使材料内外都有较好的润滑效果。抗氧剂的加入能提高材料热加工过程中的稳定性,并分解材料热加工过程中产生的过氧化物。
17.在不增加原材料成本的前提下,调整各组分比例含量,所制备出的母粒在运用到非织造材料生产时,出丝均匀稳定,且在喷丝孔边设的单体抽吸口不产生结晶现象。
18.为进一步阐述本发明所提供的防滑柔软母粒特征,以下通过与外购柔软母粒按照同比条件运用在非织造材料上所制备的非织造布性能进行比较,具体技术参数对比结果如下:
19.本发明与外购柔软母粒所制非织造产品技术参数对比表
20.技术参数本发明外购熔融流动指数g/10min135116拉伸强力n5047透气率l/
㎡
/s717708柔软度mn175181
21.由上表可以看出,本发明制备的防滑柔软母粒运用在非织造布上时,可在不降低非织造布其他力学性能的基础上获得更佳的柔软效果,应该说明的是柔软度数值越低表示材料越柔软。
22.将应用本发明所制成的非织造布与外购柔软母粒制成的非织造布交付下游客户进行对比应用,本发明可有效降低客户因产品不粘胶所增加的经济成本。
技术特征:
1.一种防滑柔软母粒的制备工艺,其特征在于,包括以下制备过程:首先将载体与其他基材按照一定比例份数投入到高速混合机中混合均匀,再经双螺杆挤出机加热加压,材料由固态变为黏流态,进一步充分剪切混合,在挤出压力作用下经模头过滤挤出,再经牵伸、冷却、烘干、切粒得到防滑柔软母粒。2.根据权利要求1所述,其特征是,按照比例份数计:所述载体60-75份,其他基材共计25-40份;其中,所述载体为聚丙烯,其他基材是柔软剂、润滑剂、分散剂、抗氧剂、防粘剂、脱模剂、开口剂等多种组合;优选地,所述聚丙烯为粒料粉料混合物,所述柔软剂包括:芥酸酰胺、油酸酰胺、硬脂酸酰胺,润滑剂包括pe蜡和硅酮粉,分散剂是ebs,抗氧剂包括抗氧剂3114和抗氧剂1680;更优选地,按照比例份数计所述包括:柔软剂2-5份,润滑剂4-10份,分散剂12-20份,抗氧剂0.2-0.6份,其中抗氧剂3114和抗氧剂1680添加比例为1:2。3.根据权利要求1所述的制备工艺,其特征是,喂料机转速为36-40rpm,双螺杆挤压机有十二个温控区,温度是90-120℃,长径比为48,螺杆转速是600-900rpm,模头温度是160-200℃,挤出压力为1-5mpa,经牵伸、冷却后,在功率为1.5kw的烘干机上进行干燥,再通过切粒机以15-25rpm的转速进行切粒。4.根据权利要求3所述,其特征在于,所述的牵伸方式为机械牵伸,牵伸速度由喂料机转速、双螺杆挤出机转速、切粒机转速共同决定,冷却方式为循环水冷却,切粒后粒径是2-3mm。5.根据权利要求1-4所述,其特征是,生产的防滑柔软母粒熔融指数为125-140g/10min。6.根据权利要求1-5所述,其特征在于,主要运用在非织造材料领域,且制备的防滑柔软母粒仅供本公司使用,不供市场外购。
技术总结
本发明展示了一种防滑柔软母粒的制备工艺,其制备方法为:首先将载体与其他基材按照一定比例份数投入到高速混合机中混合均匀,再经双螺杆挤出机加热加压,材料由固态变为黏流态,进一步充分剪切混合,在压力作用下经模头过滤挤出,再通过牵伸、冷却、烘干、切粒得到防滑柔软母粒,在相同配比添加条件下,运用本发明制备的防滑柔软母粒所制得的非织造布比市场购入的柔软母粒制成的非织造布手感更加棉软,在制备过程中也不会在单体抽吸口产生。在制备过程中也不会在单体抽吸口产生。在制备过程中也不会在单体抽吸口产生。
技术研发人员:吴维平 汪正 陈悦悦 张垚
受保护的技术使用者:浙江广鸿新材料有限公司
技术研发日:2022.10.13
技术公布日:2023/2/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1