一种热塑性弹性体组合物及其制备方法和应用与流程
1.本发明涉及轨道材料技术领域,尤其涉及一种热塑性弹性体组合物及其制备方法和应用。
背景技术:
2.苯乙烯类tpe弹性体具有橡胶的特性,物性和硬度可通过调整配,硬度可在邵氏硬度0~100度调整,方便灵活变动,优良的软触感和防滑性,提升制品的使用舒适性,为用户不同的材料需求提供了多种可能的选择,应用非常广泛,诸如运动器材、电子电器、日用制品,医疗制品、汽车配件、五金工具等,tpe与硬塑料的默契配合,屡见不鲜。
3.tpe部件厚度一般在0.5~3mm,若尺寸过厚,tpe材料的流动不足时,导致产生缺胶,粘性不好的制品缺陷。因此,在生产高流动性的包胶用的tpe料时,一般都是往sebs里尽量多充油,提高物料的流动性能,但是,这样容易在注塑时断浇口,制品易析油,不耐磨;在包胶接触界面发生相互渗透不够,在结合面形成不良的熔接层,使tpe与硬塑料不能够牢固的粘接,不能有效粘合,tpe材料包胶不牢。
4.cn103571125a公开了一种弹性体尼龙包覆料的制备方法,其公开的包覆料主要由氢化苯乙烯丁二烯嵌段共聚物(即sebs)、相容剂、填充油、填料和氢化石油树脂构成,其公开的包覆料对尼龙6有很好的包覆效果,注塑温度较低(在170℃左右),手感好,其公开的包覆料主要用于电动工具手柄的包覆。
5.cn101921417a公开了一种玻纤增强聚丙烯专用包覆料,由以下重量配比的原料配制成:25-50%的sebs;0-50%的软化剂;0-2%的润滑剂;0-1%的偶联剂;0-25%的填充剂;0-15%的聚丙烯;0.2-1%的抗氧剂at-10;0.2-1%的抗氧剂at-168。其公开的有益效果主要体现在:运用现有的弹性体,不需要动态硫化即可达到橡胶的效果;本发明的材料可以重复使用,包覆效果佳。
6.目前,为了提高粘接能力,一般是提高包胶材料的用量,即包胶聚丙烯时在包胶料提高聚丙烯的用量,或是提高接枝相容剂的用量,这样易导致包胶制品的硬度偏高,手感丧失,或是成本大幅度提高;而且,提高流动性和粘接力是相互矛盾的,提高其中一个,另外一个的性能会下降。
7.综上所述,开发一种兼具高流动性和粘接力的包覆料至关重要。
技术实现要素:
8.针对现有技术的不足,本发明的目的在于提供一种热塑性弹性体组合物及其制备方法和应用,所述热塑性弹性体组合物兼具高流动性和粘接力,适合作为包覆料。
9.为达此目的,本发明采用以下技术方案:
10.第一方面,本发明提供一种热塑性弹性体组合物,所述热塑性弹性体组合物包括如下组分:
11.第一sebs热塑性弹性体、第二sebs热塑性弹性体、第三sebs热塑性弹性体和相容
剂;
12.所述第一sebs热塑性弹性体、第二sebs热塑性弹性体和第三sebs热塑性弹性体的数均分子量不相等;
13.所述相容剂包括聚丙烯、sebs热塑性弹性体和马来酸酐形成的接枝共聚物。
14.本发明中,采用三种分子量梯度的sebs(苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物)热塑性弹性体,使所述热塑性弹性体组合物兼具高强度和高流动性,再与特定的相容剂配合使用,增加了各组分的相容性,进一步提升了所述热塑性弹性体组合物的流动性和粘接强度,适用于包覆料。
15.优选地,所述第一sebs热塑性弹性体的数均分子量为200000-360000g/mol,例如220000g/mol、240000g/mol、260000g/mol、280000g/mol、300000g/mol、320000g/mol、340000g/mol等。
16.优选地,所述第二sebs热塑性弹性体的数均分子量为80000-200000g/mol,且不等于200000g/mol,例如100000g/mol、120000g/mol、140000g/mol、160000g/mol、180000g/mol等。
17.优选地,所述第三sebs热塑性弹性体的数均分子量为40000-70000g/mol,例如45000g/mol、50000g/mol、55000g/mol、60000g/mol、65000g/mol等。
18.优选地,所述热塑性弹性体组合物按照重量份数包括如下组分:
[0019][0020]
本发明中,不同分子量的sebs热塑性弹性体和所述相容剂在特定添加量下配合使用,能最大程度地形成高流动性和高粘接强度的热塑性弹性体组合物。第一sebs热塑性弹性体的重量份数在5-20份,添加量过高会导致流动性不足,注塑时导致缺胶和水流纹;添加量过低会导致抗冲和拉伸等物理机械性能不足;第二sebs热塑性弹性体的重量份数为15-30份,添加量过高会导致流动性不足,注塑时导致缺胶和水流纹;添加量过低会导致抗冲和拉伸等物理机械性能不足;第三sebs热塑性弹性体的重量份数为5-15份,添加量过高会导致冲和拉伸等物理机械性能不足;添加量过低会导致流动性能不足,不能改善产品加工性;相容剂的重量份数为5-10份,添加量过高会导致极性过多,剥离强度过高,易断胶条;添加量过低会导致组合物和被包覆的物性粘结性能不足,易被剥离。
[0021]
本发明中,所述第一sebs热塑性弹性体的重量份数为5-20份,例如6份、8份、10份、12份、14份、16份、18份等。
[0022]
所述第二sebs热塑性弹性体的重量份数为15-30份,例如16份、18份、20份、22份、24份、26份、28份等。
[0023]
所述第三sebs热塑性弹性体的重量份数为5-15份,例如6份、8份、10份、12份、14份等。
[0024]
所述相容剂的重量份数为5-10份,例如6份、7份、8份、9份等。
[0025]
优选地,所述相容剂中,所述聚丙烯的重量份数为70-80份,例如72份、74份、76份、78份等;
[0026]
所述sebs热塑性弹性体的重量份数为20-30份,例如22份、24份、26份、28份等;
[0027]
所述马来酸酐的重量份数为2-3份,例如2.2份、2.4份、2.6份、2.8份等。
[0028]
优选地,所述sebs热塑性弹性体的数均分子量为40000-70000g/mol,例如45000g/mol、50000g/mol、55000g/mol、60000g/mol、65000g/mol等。
[0029]
本发明中,以特定配比的sebs热塑性弹性体、马来酸酐和聚丙烯进行接枝反应的产物作为相容剂,更利于提升不同组分的相容性。
[0030]
优选地,所述热塑性弹性体组合物还包括其他树脂和/或助剂。
[0031]
优选地,所述其他树脂包括聚丙烯。
[0032]
优选地,所述聚丙烯包括第一聚丙烯和/或第二聚丙烯;
[0033]
所述第一聚丙烯的熔融指数为10-30g/10min,例如12g/10min、14g/10min、16g/10min、18g/10min、20g/10min、22g/10min、24g/10min、26g/10min、28g/10min等。
[0034]
所述第二聚丙烯的熔融指数为31
ꢀ‑
80g/10min,例如40g/10min、50g/10min、60g/10min、70g/10min等。
[0035]
本发明中,所述熔融指数的测试条件是:在230℃和2.16kg条件下。
[0036]
本发明中,采用两种熔融指数的聚丙烯的原因在于同时具备优良的物理机械强度和优异的加工性能-其中高分子量部分用以保证其物理机械强度,低分子量部分在树脂中起到润滑作用,用以改善产品加工性。
[0037]
优选地,所述助剂包括润滑剂和/或抗氧剂。
[0038]
优选地,所述润滑剂包括硬脂酸锌、白油或环烷油中的任意一种或至少两种的组合,其中典型但非限制性的组合包括:硬脂酸锌和白油的组合,白油和环烷油的组合,硬脂酸锌、白油和环烷油的组合等。
[0039]
优选地,所述抗氧剂包括抗氧剂1010和/或抗氧剂168。
[0040]
优选地,所述其他树脂的重量份数为5-60份,例如10份、20份、30份、40份、50份等。
[0041]
优选地,所述聚丙烯的重量份数为5-50份,例如10份、15份、20份、30份、35份、40份、45份等。
[0042]
优选地,所述第一聚丙烯的重量份数为5-20份,例如6份、8份、10份、12份、14份、16份、18份等。
[0043]
优选地,所述第二聚丙烯的重量份数为5-30份,例如10份、15份、20份、25份等。
[0044]
优选地,所述助剂的重量份数为0-100份,例如10份、20份、30份、40份、50份、60份、70份、80份、90份等。
[0045]
优选地,所述润滑剂的重量份数为0-82份,例如5份、10份、20份、30份、40份、50份、60份、70份、80份等。
[0046]
优选地,所述硬脂酸锌的重量份数为0-2份,例如0.1份、0.2份、0.4份、0.6份、0.8份、1份、1.2份、1.4份、1.6份、1.8份等。
[0047]
优选地,所述白油的重量份数为30-50份,例如32份、34份、36份、38份、40份、42份、44份、46份、48份等。
[0048]
优选地,所述环烷油的重量份数为20-30份,例如22份、24份、26份、28份、30份等。
[0049]
优选地,所述抗氧剂的重量份数为0.1-0.4份,例如0.15份、0.2份、0.25份、0.3份、0.35份等。
[0050]
优选地,所述抗氧剂1010的重量份数为0.1-0.2份,例如0.12份、0.14份、0.16份、0.18份等。
[0051]
优选地,所述抗氧剂168的重量份数为0.1-0.2份,例如0.12份、0.14份、0.16份、0.18份等。
[0052]
第二方面,本发明提供一种第一方面所述的热塑性弹性体组合物的制备方法,所述制备方法包括如下步骤:
[0053]
将第一sebs热塑性弹性体、第二sebs热塑性弹性体、第三sebs热塑性弹性体和相容剂混合,加工,得到所述热塑性弹性体组合物;
[0054]
所述第一sebs热塑性弹性体、第二sebs热塑性弹性体、第三sebs热塑性弹性体中,第一sebs热塑性弹性体的数均分子量最高,第二sebs热塑性弹性体的数均分子量居中,第三sebs热塑性弹性体的数均分子量最低;
[0055]
所述相容剂包括聚丙烯、sebs热塑性弹性体和马来酸酐形成的接枝共聚物。
[0056]
优选地,所述混合的方式包括搅拌。
[0057]
优选地,所述搅拌的转速为10-500r/min,例如50r/min、100r/min、150r/min、200r/min、250r/min、300r/min、350r/min、400r/min、450r/min等。
[0058]
优选地,所述混合后还包括加入其他树脂和/或助剂。
[0059]
优选地,所述加入其他树脂和/或助剂的过程中进行搅拌。
[0060]
优选地,所述加入其他树脂和/或助剂前,将所述混合的物料进行加热。
[0061]
优选地,所述其他树脂包括聚丙烯。
[0062]
优选地,所述助剂包括润滑剂和/或抗氧剂。
[0063]
优选地,所述润滑剂包括硬脂酸锌、白油或环烷油中的任意一种或至少两种的组合,其中典型但非限制性的组合包括:硬脂酸锌和白油的组合,白油和环烷油的组合,硬脂酸锌、白油和环烷油的组合等。
[0064]
优选地,所述加入其他树脂和/或助剂时,加入白油和/或环烷油后,再加入其他组分。
[0065]
优选地,所述加工的方式依次包括熔融挤出、拉条、风冷、切粒和干燥。
[0066]
优选地,所述熔融挤出的温度为180-240℃,例如190℃、200℃、210℃、220℃、230℃等。
[0067]
优选地,所述相容剂的制备方法包括:将聚丙烯、sebs热塑性弹性体、马来酸酐与加工助剂混合,熔融加工,得到所述相容剂。
[0068]
优选地,所述加工助剂包括引发剂和/或抗交联剂。
[0069]
第三方面,本发明提供一种包覆料,所述包覆料包括第一方面所述的热塑性弹性体组合物。
[0070]
相对于现有技术,本发明具有以下有益效果:
[0071]
(1)本发明所述热塑性弹性体组合物形成的包覆料兼具高流动性和高粘接强度。
[0072]
(2)本发明所述热塑性弹性体组合物形成的包覆料的熔体流动速率在82g/10min
以上,剥离强度在3.41mpa以上。
具体实施方式
[0073]
下面通过具体实施方式来进一步说明本发明的技术方案。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
[0074]
本发明中,各原料的原料信息如下:
[0075]
1、相容剂的原料:
[0076]
sebs:众和生产;
[0077]
引发剂:名称为2,5-二甲基-2,5-二叔丁基过氧化乙烷,购于市场,牌号为101;
[0078]
接枝单体:名称为马来酸酐;
[0079]
2、热塑性弹性体组合物的原料
[0080]
第一sebs热塑性弹性体:平均数均分子量为32万,众和生产,牌号为s3001;
[0081]
第二sebs热塑性弹性体:平均数均分子量为18万,众和生产,牌号为3004;
[0082]
第三sebs热塑性弹性体:平均数均分子量为6万,众和生产,牌号为3002;
[0083]
中熔指聚丙烯:熔融指数为26g/10min,测试标准为230℃-2.16kg,牌号为k7726;
[0084]
高熔指聚丙烯:熔融指数为60g/10min,测试标准为230℃-2.16kg,牌号为mn60;
[0085]
环烷油:kn4006;
[0086]
白油:32#;
[0087]
白油:68#;
[0088]
k-树脂:众和生产,牌号为sl803g;
[0089]
sbs:众和生产,牌号为s3008;
[0090]
sebs-g-mah:众和生产。
[0091]
实施例1
[0092]
本实施例提供一种包覆料,所述包覆料由如下方法制备,所述制备方法包括如下步骤:
[0093]
(1)在500升时的高速混合机中,加入75公斤聚丙烯、25公斤sebs、2.5公斤的马来酸酐、0.25公斤的引发剂和0.25公斤的抗交联剂,启动搅拌混合3分钟;然后,将混合料排出转移到双螺杆挤出机的喂料机中,启动双螺杆挤出机和喂料机,在190℃进行接枝反应,切粒,得到相容剂;
[0094]
(2)在500升时的高速混合机中,加入10公斤的第一sebs热塑性弹性体、20公斤的第二sebs热塑性弹性体和6公斤的第三sebs热塑性弹性体,然后启动高速混合机,以144r/min(5hz)低速搅拌,在搅拌时将35公斤的环烷油均匀洒入,加完油后放置12小时,待吸干油,此过程中需要不时启动搅拌机翻动物料,避免物料结块,制得充油sebs;
[0095]
(3)待油被完全吸干后,再加入7公斤相容剂、10公斤的中熔指聚丙烯、7公斤的高熔指聚丙烯、1公斤的硬脂酸锌、0.15公斤的抗氧剂1010和0.15公斤的抗氧剂168,混合均匀;
[0096]
(4)将混合后的物料经双螺杆挤出机在210℃混炼挤出、拉条、风冷、切粒和干燥处理后,得到所述包覆料。
[0097]
实施例2
[0098]
本实施例提供一种包覆料,所述包覆料由如下方法制备,所述制备方法包括如下步骤:
[0099]
(1)在500升时的高速混合机中,加入80公斤聚丙烯、20公斤sebs、2.5公斤的马来酸酐、0.25公斤的引发剂和0.25公斤的抗交联剂,启动搅拌混合3分钟;然后,将混合料排出转移到双螺杆挤出机的喂料机中,启动双螺杆挤出机和喂料机,在200℃进行接枝反应,切粒,得到相容剂;
[0100]
(2)在500升时的高速混合机中,加入8公斤的第一sebs热塑性弹性体、18公斤的第二sebs热塑性弹性体和10公斤的第三sebs热塑性弹性体,然后启动高速混合机,以144r/min(5hz)低速搅拌,并升温至80℃,在搅拌时将45公斤的环烷油均匀洒入,加完油后放置20min到24小时;
[0101]
(3)待油被完全吸干后,再加入7公斤相容剂、18公斤的中熔指聚丙烯、5公斤的高熔指聚丙烯、8公斤的k-树脂或sbs、1公斤的硬脂酸锌、0.15公斤的抗氧剂1010和0.15公斤的抗氧剂168,混合均匀;
[0102]
(4)将混合后的物料经双螺杆挤出机在210℃下混炼挤出、拉条、风冷、切粒和干燥等工序处理后,得到所述包覆料。
[0103]
实施例3
[0104]
本实施例与实施例2的区别在于将中熔指聚丙烯替换为等质量的高熔指聚丙烯,其余均与实施例2相同。
[0105]
实施例4
[0106]
本实施例与实施例2的区别在于将高熔指聚丙烯替换为等质量的中熔指聚丙烯,其余均与实施例2相同。
[0107]
对比例1
[0108]
本对比例提供一种包覆料,所述包覆料由如下方法制备,所述制备方法包括如下步骤:
[0109]
(1)在500升时的高速混合机中,加入36公斤的中分子量sebs、然后启动高速混合机,以144r/min(5hz)低速搅拌,在搅拌时将45公斤的环烷油均匀洒入,加完油后放置12小时,待吸干油,此过程中需要不时启动搅拌机翻动物料,避免物料结块,制得充油sebs;
[0110]
(2)待油被完全吸干后,再加入5公斤的相容剂sebs-g-mah、18公斤的中熔指聚丙烯、5公斤的高熔指聚丙烯、1公斤的硬脂酸锌、0.15公斤的抗氧剂1010和0.15公斤的抗氧剂168混合均匀;
[0111]
(3)将混合后的物料经双螺杆挤出机在210℃混炼挤出、拉条、风冷、切粒和干燥等工序处理后,得到所述包覆料。
[0112]
对比例2
[0113]
本对比例提供一种包覆料,所述包覆料由如下方法制备,所述制备方法包括如下步骤:
[0114]
(1)在500升时的高速混合机中,加入32公斤的第二sebs热塑性弹性体、然后启动高速混合机,以144r/min(5hz)低速搅拌,在搅拌时将29公斤的环烷油均匀洒入,加完油后放置20min到24小时,待吸干油,此过程中需要不时启动搅拌机翻动物料,避免物料结块,制得充油sebs;
[0115]
(2)待油被完全吸干后,再加入5公斤的相容剂sebs-g-mah、30公斤的高熔指聚丙烯、5公斤的高熔指聚丙烯、8公斤的k-树脂、1公斤的硬脂酸锌、0.15公斤的抗氧剂1010和0.15公斤的抗氧剂168,混合均匀;
[0116]
(3)将上述混合后的物料经双螺杆挤出机在210℃混炼挤出、拉条、风冷、切粒和干燥等工序处理后,得到所述包覆料。
[0117]
对比例3
[0118]
本对比例与实施例2的区别在于将8公斤的第一sebs热塑性弹性体、18公斤的第二sebs热塑性弹性体和10公斤的第三sebs热塑性弹性体替换为18公斤的第一sebs热塑性弹性体和18公斤的第二sebs热塑性弹性体,其余均与实施例2相同。
[0119]
对比例4
[0120]
本对比例与实施例1的区别在于将10公斤的第一sebs热塑性弹性体、20公斤的第二sebs热塑性弹性体和6公斤的第三sebs热塑性弹性体替换为12公斤的第一sebs热塑性弹性体和20公斤的第三sebs热塑性弹性体,其余均与实施例1相同。
[0121]
对比例5
[0122]
本对比例与实施例1的区别在于将8公斤的第一sebs热塑性弹性体、18公斤的第二sebs热塑性弹性体和10公斤的第三sebs热塑性弹性体替换为26公斤的第一sebs热塑性弹性体,其余均与实施例2相同。
[0123]
性能测试
[0124]
将实施例1-4和对比例1-5所述包覆料进行如下测试:
[0125]
(1)熔体流动速率:将5kg的原料在190℃下按照gb/t 3682进行;
[0126]
(2)剥离强度:按照gb/t 2790进行。
[0127]
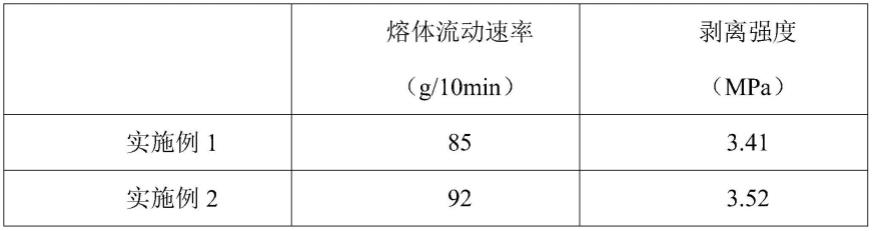
测试结果汇总于表1中。
[0128]
表1
[0129]
[0130][0131]
分析表1数据可知,本发明所述热塑性弹性体组合物形成的包覆料的熔体流动速率在82g/10min以上,剥离强度在3.41mpa以上,所述热塑性弹性体组合物形成的包覆料兼具高流动性和高粘接强度。
[0132]
分析对比例1-2与实施例1-2可知,对比例1-2性能不如实施例1-2,证明采用本发明所述相容剂形成的热塑性弹性体组合物性能更佳。
[0133]
分析对比例3与实施例2可知,对比例3性能不如实施例2,证明三种分子量梯度的sebs相对于两种分子量梯度的sebs形成的热塑性弹性体组合物性能更佳。
[0134]
分析对比例4和实施例1的结果同上。
[0135]
分析对比例5与实施例2可知,对比例5性能不如实施例2,证明三种分子量梯度的sebs相对于单种分子量的sebs形成的热塑性弹性体组合物性能更佳。
[0136]
分析实施例3-4与实施例2可知,实施例3-4性能不如实施例2,证明添加两种熔融指数的聚丙烯形成的热塑性弹性体组合物性能更佳。
[0137]
本发明通过上述实施例来说明本发明的详细方法,但本发明并不局限于上述详细方法,即不意味着本发明必须依赖上述详细方法才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1
- 一种基于橡胶弹性体的快速成型原料的制造方法与工艺
- 一种双烯烃热聚法制备石油树脂的方法及混合碳五热聚法生产石油树脂的方法与流程
- 一种双烯烃热聚法制备石油树脂的方法及混合共聚碳五碳九热聚法生产石油树脂的方法与流程
- 极性聚烯烃弹性体的制备方法与应用与流程
- 热塑性弹性体真空扩径脱水装置的制造方法
- 具有生物可再生内容物的密封件组合物的制造方法与工艺
- 基于聚烯烃的弹性膜结构、层压体和其方法与流程
- 一种适用汽车内饰的低气味热塑性弹性体及其制备方法与流程
- 由弹性体、非弹性体聚烯烃和聚烯烃嵌段共聚物类热塑性弹性体组成的热塑性弹性体组合物的制造方法与工艺
- 由弹性体和用有机羧酸的酸酐官能化的非弹性体聚烯烃组成的热塑性弹性体组合物的制造方法与工艺