注射成形用热固化性组合物、使用该组合物的成形品的制造方法和固化物与流程
本发明涉及注射成形用热固化性组合物、使用该组合物的成形品的制造方法和固化物。
背景技术:
1、近年来推进电气电子部件的高密度化和高集成化,对于各部件要求提高可靠性。
2、为了提高各部件的可靠性,例如尝试了通过对将电气电子部件焊接而形成有电路的印制基板整体进行树脂密封或者将线圈等单个电气部件用树脂密封,由此抑制振动、跌落等物理因素、紫外线、水分、盐分等化学因素等外部环境影响。
3、作为实现这些目的的材料,使用了热固化性材料。作为热固化性树脂,提出了使用硅酮系、聚醚系和异氰酸酯系的具有官能团的聚合物、氨基甲酸酯树脂(例如参见专利文献1~4)。
4、然而,具有生产率非常差的缺点,期望能够大幅提高生产率的材料和生产方法。
5、现有技术文献
6、专利文献
7、专利文献1:日本特开平08-272208号公报
8、专利文献2:日本特开2008-280414号公报
9、专利文献3:国际公开第2009/107301号
10、专利文献4:日本特开2003-34709号公报
技术实现思路
1、本发明的目的是提供注射成形用热固化性组合物、使用该组合物的成形品的制造方法和固化物,所述注射成形用热固化性组合物能够形成防水性、水蒸气阻隔性和耐热性优异的固化物,并且生产率和成形性优异。
2、上述的专利文献1~4的热固化性树脂通常利用旋涂机等进行涂布使用。另外,通过浸涂使用。此外,作为这些以外的成形法,已知使用了灌注装置的成形、使用各种分配器的涂布、涂覆等。
3、本发明人等关注到在旋涂中,考虑到布线的连接则需要光刻工序的问题点。另外,认为不能用于立体对象。另外,想到在浸涂中,溶剂等有可能侵蚀对象中的电气电路。
4、因此,本发明人等进行了深入研究,结果发现使用注射成形,进而进行了研究,结果将特定的成分组合而完成了本发明。
5、根据本发明,提供以下的注射成形用热固化性组合物等。
6、1.一种注射成形用热固化性组合物,其包含
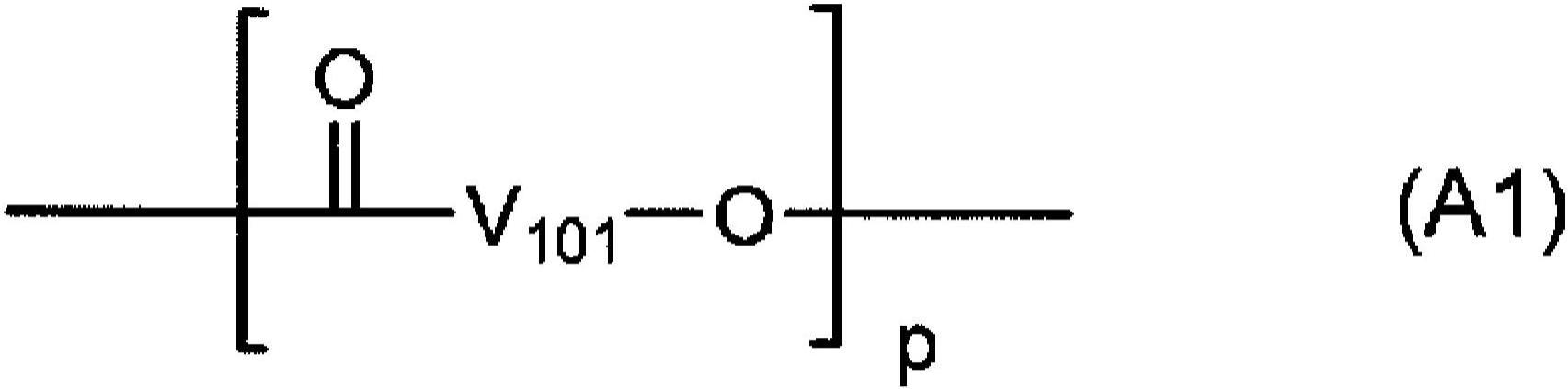
7、(a)具有以下式(a1)所示的结构单元的二(甲基)丙烯酸酯化合物、和
8、(b)热聚合引发剂。
9、[化学式1]
10、
11、(式(a1)中,
12、v101为取代或未取代的成环碳数6~12的二价芳香族烃基、取代或未取代的成环碳数5~12的二价脂环式烃基、取代或未取代的碳数2~30的二价脂肪族烃基。
13、p表示平均结构单元数。
14、在p为2以上时,2个以上的v101相互可以相同,也可以不同。)
15、2.根据1所述的注射成形用热固化性组合物,其中,上述成分(a)的依据jisk7117-2在25℃且10s-1的剪切速度的条件下测定的粘度为0.001pa·s以上且80pa·s以下。
16、3.根据1或2所述的注射成形用热固化性组合物,其中,还包含(c)选自以下式(c1)所示的化合物和分别包含1个以上的以下式(c2)所示的结构单元和1个以上的以下式(c3)所示的结构单元的聚合物中的1种以上。
17、[化学式2]
18、
19、(式(c1)中,y301、y302和y303各自独立地表示被羟基取代的碳数1~10的亚烷基、或者碳数1~10的亚烷基。
20、x301和x302各自独立地表示碳数1~10的亚烷基、或者被羟基取代的碳数1~10的亚烷基。
21、z表示-z301-z302-z303-或-z304-z305-z306-。
22、r301和r302各自独立地表示氢原子或甲基。
23、z301和z303各自独立地表示取代或未取代的成环碳数6~12的二价芳香族烃基、或者取代或未取代的成环碳数6~12的二价脂环式烃基。
24、z302表示-c(ch3)2-、-c(cf3)2-、-ch2-、-s(=o)2-、-o-或-c(=o)-。
25、z304和z306各自独立地表示二价有机基团。
26、z305表示取代或未取代的二价芴(芴二基)或者取代或未取代的二价萘(萘二基或亚萘基)。
27、a和b各自独立地表示0~10的整数。c、d和e各自独立地表示0或1。f表示1~5的整数。
28、a+(b×f)+c+d+(e×f)为2以上。)
29、[化学式3]
30、
31、(式(c2)中,
32、r401为氢原子或甲基。
33、式(c3)中,
34、r402为氢原子或甲基。
35、r403为碳数2~18的烷基、-r411or412、或者-r413sr414。
36、r411和r413各自独立地为碳数1~30的亚烷基。
37、r412和r414各自独立地为碳数1~30的烷基。)
38、4.根据3所述的注射成形用热固化性组合物,其中,上述成分(c)包含分别包含1个以上的上述式(c2)所示的结构单元和1个以上的上述式(c3)所示的结构单元的聚合物。
39、5.根据4所述的注射成形用热固化性组合物,其中,分别包含1个以上的上述式(c2)所示的结构单元和1个以上的上述式(c3)所示的结构单元的聚合物为嵌段共聚物。
40、6.根据3所述的注射成形用热固化性组合物,其中,上述成分(c)包含上述式(c1)所示的化合物。
41、7.根据3~6中任一项所述的注射成形用热固化性组合物,其中,以除上述成分(b)以外的成分的合计100质量%为基准,上述成分(c)的含量为5质量%以上且50质量%以下。
42、8.根据1~7中任一项所述的注射成形用热固化性组合物,其中,还包含(d)以下式(d1)所示的化合物。
43、[化学式4]
44、
45、(式(d1)中,
46、r501为氢原子或甲基。
47、r502为取代或未取代的碳数1~30的脂肪族烃基。
48、其中,式(d1)不包括具有上述式(a1)所示的结构单元的二(甲基)丙烯酸酯化合物。)
49、9.根据1~8中任一项所述的注射成形用热固化性组合物,其依据jis k7117-2在25℃且10s-1的剪切速度的条件下测定的粘度为0.001pa·s以上且600pa·s以下。
50、10.一种成形品的制造方法,其包括
51、将1~9中任一项所述的注射成形用热固化性组合物向柱塞内供给的工序;
52、利用上述柱塞将所供给的上述注射成形用热固化性组合物填充至模具的成形品部的工序,所述成形品部的表压为-90kpa以下(真空的压力10kpa),或者所述成形品部的氧量为0.2×模腔体积/22.4mol以下,或者所述成形品部的表压为-90kpa以下(真空的压力10kpa)且氧量为0.2×模腔体积/22.4mol以下;以及,
53、将所填充的注射成形用热固化性组合物在上述成形品部内进行热固化的工序。
54、11.根据10所述的成形品的制造方法,其中,构成上述成形品部的模具部分的温度为40℃~150℃。
55、12.根据10或11所述的成形品的制造方法,其中,在上述柱塞与上述成形品部之间具有温度控制在50℃以下的流动通路,经由上述流动通路进行上述填充。
56、13.根据12所述的成形品的制造方法,其中,在上述流动通路具有将上述注射成形用热固化性组合物的流动和供热受热进行阻断的浇口系统。
57、14.根据13所述的成形品的制造方法,其中,通过打开上述浇口系统的浇口进行上述填充,
58、在上述热固化工序中进行保压,在上述保压后,关闭上述浇口系统的浇口,完成热固化。
59、15.根据10~14中任一项所述的成形品的制造方法,其中,上述填充工序和上述热固化工序的实施时间为0.2分钟~3分钟。
60、16.一种固化物,其是使用1~9中任一项所述的注射成形用热固化性组合物进行制作的。
61、17.根据16所述的固化物,其为成形品。
62、根据本发明,能够提供注射成形用热固化性组合物、使用该组合物的成形品的制造方法和固化物,所述注射成形用热固化性组合物能够形成防水性、水蒸气阻隔性和耐热性优异的固化物,并且生产率和成形性优异。
- 还没有人留言评论。精彩留言会获得点赞!