短切纤维复合材料及其制备方法以及电视后壳及其制备方法与流程
本申请属于家电,尤其涉及一种短切纤维复合材料及其制备方法以及电视后壳及其制备方法。
背景技术:
1、由于人们对于高品质的生活质量的追求,电视机趋向于超薄以及大尺寸方向发展,因此对电视后壳的尺寸稳定性、变形量、耐热性方面提出了较高要求。
2、目前,电视机的后壳大多是采用hips(高抗冲聚苯乙烯)或者pc(聚碳酸脂塑料)+abs(丙烯腈-丁二烯-苯乙烯塑料)合金塑料注塑成型,然而采用hips或者pc+abs合金塑料注塑成型的电视机后壳的耐热性能较差,当电视机通电使用过程中,功率过高时,散发出大量热量,导致电视机后壳易因为高温变形。
技术实现思路
1、作为本公开实施例的第一个方面,本申请实施例提供一种短切纤维复合材料,应用于电视机,包括:
2、环氧树脂基体;
3、短切纤维,短切纤维均匀分散于环氧树脂基体中;
4、固化剂,与均匀分散有短切纤维的环氧树脂基体发生固化反应,以得到短切纤维复合材料。
5、在一些实施例中,环氧树脂基体为含有环氧基官能团的有机化合物。
6、在一些实施例中,固化剂为带有二硫键的二元羧酸的酸类固化剂。
7、在一些实施例中,酸类固化剂的羧酸与环氧树脂基体的环氧基的摩尔比为1:0.5~2.5。
8、在一些实施例中,短切纤维的直径为0.04μm~19μm,短切纤维的长度为2μm~300μm。
9、在一些实施例中,短切纤维的质量百分比在0~30wt%之间。
10、在一些实施例中,还包括固化促进剂,固化促进剂为咪唑类固化促进剂,促进固化剂与环氧树脂基体的固化反应,以节省固化剂与环氧树脂基体的固化反应时间。
11、在一些实施例中,固化促进剂的质量百分比在0.1wt%~0.5wt%之间。
12、作为本公开实施例的第二个方面,本申请实施例提供一种短切纤维复合材料的制备方法,用于制备上述任一实施例的短切纤维复合材料,方法包括:
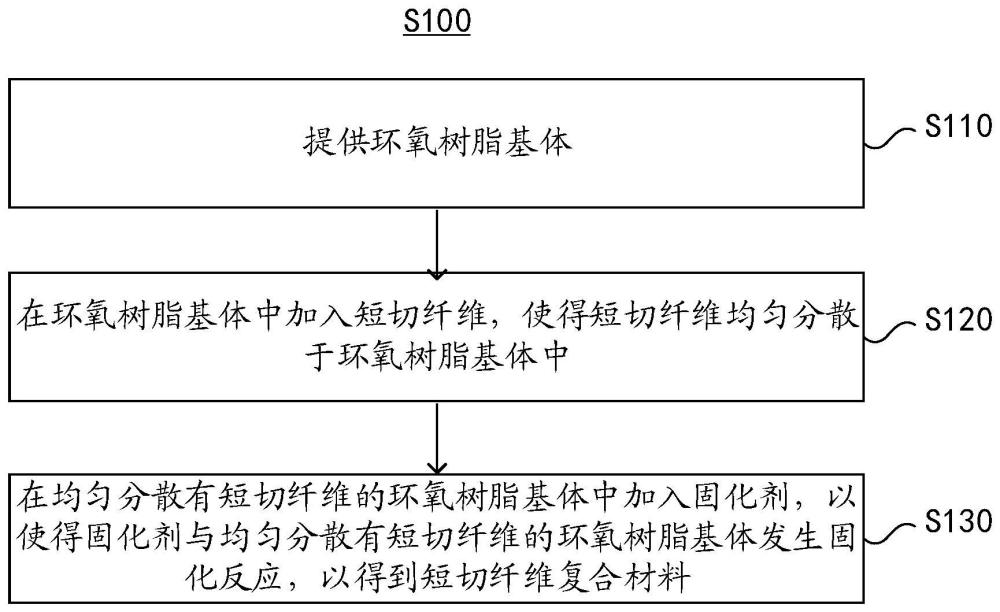
13、提供环氧树脂基体;
14、在环氧树脂基体中加入短切纤维,使得短切纤维均匀分散于环氧树脂基体中;
15、在均匀分散有短切纤维的环氧树脂基体中加入固化剂,以使得固化剂与均匀分散有短切纤维的环氧树脂基体发生固化反应,以得到短切纤维复合材料。
16、在一些实施例中,短切纤维均匀分散于环氧树脂基体中的方法具体为:在40-80℃下,进行600r/min-1200r/min高速机械搅拌0.5-3h,在搅拌的同时配合超声震荡。
17、在一些实施例中,在均匀分散有短切纤维的环氧树脂基体中加入固化剂时,还加入固化促进剂,以促进固化剂与环氧树脂基体的固化反应,以节省固化剂与环氧树脂基体的固化反应时间;利用800r/min-1200r/min高速机械搅拌0.5-2h,在搅拌的同时配合超声震荡。
18、在一些实施例中,在均匀分散有短切纤维的环氧树脂基体中加入固化剂,以使得固化剂与均匀分散有短切纤维的环氧树脂基体发生固化反应,以得到短切纤维复合材料的方法步骤中包括脱泡处理,脱泡处理的方法具体为:
19、先利用真空泵将固化剂以及均匀分散有短切纤维的环氧树脂基体的混合液体进行初次真空脱泡处理,初次真空脱泡处理时间为0.3-1h;
20、然后将已进行初步脱泡处理的混合液体倒入浇注模具中,继续利用真空泵进行二次真空脱泡处理,二次真空脱泡处理时间为0.3-2h。
21、在一些实施例中,在均匀分散有短切纤维的环氧树脂基体中加入固化剂,以使得固化剂与均匀分散有短切纤维的环氧树脂基体发生固化反应,以得到短切纤维复合材料的方法步骤中还包括固化成型处理,固化成型处理包括:初步固化成型处理、二次固化成型处理以及最终固化成型处理。
22、在一些实施例中,初步固化成型处理的方法具体为:调节烘干箱内的温度为90-110℃,将盛有经过脱泡处理的混合液体的浇注模具置于90-110℃的烘干箱内固化0.5-2h;二次固化成型处理的方法具体为:初步固化成型处理完成后,调节烘干箱内的温度为110-130℃,将盛有经过初步固化成型处理的混合液体的浇注模具的混合液体置于110-130℃的烘干箱内固化1-3h;最终固化成型处理的方法具体为:二次固化成型处理完成后,调节烘干箱内的温度为130-150℃,将盛有经过二次固化成型处理的混合液体的浇注模具置于130-150℃的烘干箱内固化1-3h,以得到固化成型的短切纤维复合材料。
23、作为本公开实施例的第三个方面,本申请实施例提供一种电视后壳,包括:
24、电视后壳盖板,电视后壳盖板由上述任一实施例的制备方法所制备的短切纤维复合材料制备而成;
25、以及电视后壳外框,电视后壳外框由hips材料或pc+abs材料制备而成;
26、且电视后壳盖板拼接于电视后壳外框的一侧。
27、作为本公开实施例的第四个方面,本申请实施例提供一种电视后壳的制备方法,用于制备上述实施例的电视后壳,包括以下步骤:
28、采用短切纤维复合材料制备出电视后壳盖板;
29、采用hips材料或pc+abs材料制备出电视后壳外框;
30、将电视后壳盖板以及电视后壳外框拼接在一起,以得到电视后壳。
31、在一些实施例中,电视后壳盖板通过模压成型的工艺制备而成;电视后壳外框通过注塑成型的工艺制备而成。
32、在一些实施例中,将电视后壳盖板以及电视后壳外框拼接在一起,以得到电视后壳的具体步骤包括:
33、在电视后壳外框注塑成型前,将模压成型的电视后壳盖板置于电视后壳外框的注塑模具内,以使得电视后壳盖板紧贴注塑模具的成型腔室;
34、使用注塑机朝向成型腔室内注射制备电视后壳外框的熔料;
35、高温的熔料造成采用短切纤维复合材料制备而成的电视后壳盖板的表面发生粘性流动,表面发生粘性流动的电视后壳盖板与熔料粘接在一起,冷却成型腔室内的熔料,以得到电视外壳。
36、在一些实施例中,注塑成型的工艺的熔体温度为180~280℃,注射速率为20~70mm/s,注射压力为30~80mpa。
37、本申请提供一种短切纤维复合材料及其制备方法以及电视后壳及其制备方法,其中短切纤维复合材料,应用于电视机,包括环氧树脂基体;短切纤维,短切纤维均匀分散于环氧树脂基体中;固化剂,与均匀分散有短切纤维的环氧树脂基体发生固化反应,以得到短切纤维复合材料。本申请实施例通过使用短切纤维复合材料制备出的电视后壳,能够提升电视后壳的耐热,使得电视后壳在通电使用的过程中,不会因为功率过高,散发出大量热量以使电视后壳因为高温变形。
技术特征:
1.一种短切纤维复合材料,应用于电视机,其特征在于,包括:
2.根据权利要求1所述的短切纤维复合材料,其特征在于,所述环氧树脂基体为含有环氧基官能团的有机化合物。
3.根据权利要求2所述的短切纤维复合材料,其特征在于,所述固化剂为带有二硫键的二元羧酸的酸类固化剂。
4.根据权利要求5所述的短切纤维符合材料,其特征在于,所述酸类固化剂的羧酸与所述环氧树脂基体的环氧基的摩尔比为1:0.5~2.5。
5.根据权利要求1所述的短切纤维复合材料,其特征在于,所述短切纤维的直径为0.04μm~19μm,所述短切纤维的长度为2μm~300μm。
6.根据权利要求5所述的短切纤维复合材料,其特征在于,所述短切纤维的质量百分比在0~30wt%之间。
7.根据权利要求1所述的短切纤维复合材料,其特征在于,还包括固化促进剂,所述固化促进剂为咪唑类固化促进剂,促进所述固化剂与所述环氧树脂基体的固化反应,以节省所述固化剂与所述环氧树脂基体的固化反应时间。
8.根据权利要求7所述的短切纤维复合材料,其特征在于,所述固化促进剂的质量百分比在0.1wt%~0.5wt%之间。
9.一种短切纤维复合材料的制备方法,用于制备如权利要求1-8中任一项所述的短切纤维复合材料,其特征在于,方法步骤包括:
10.根据权利要求9所述的短切纤维复合材料的制备方法,其特征在于,所述短切纤维均匀分散于所述环氧树脂基体中的方法步骤具体为:在40-80℃下,进行600r/min-1200r/min高速机械搅拌0.5-3h,在搅拌的同时配合超声震荡。
11.根据权利要求10所述的短切纤维复合材料的制备方法,其特征在于,在均匀分散有所述短切纤维的所述环氧树脂基体中加入固化剂时,还加入固化促进剂,以促进所述固化剂与所述环氧树脂基体的固化反应,以节省所述固化剂与所述环氧树脂基体的固化反应时间;节省所述固化剂与所述环氧树脂基体的固化反应时间还可以包括:利用800r/min-1200r/min高速机械搅拌0.5-2h,在搅拌的同时配合超声震荡。
12.根据权利要求10所述的短切纤维复合材料的制备方法,其特征在于,在均匀分散有所述短切纤维的所述环氧树脂基体中加入固化剂,以使得所述固化剂与均匀分散有所述短切纤维的所述环氧树脂基体发生固化反应,以得到短切纤维复合材料的方法步骤中包括脱泡处理,所述脱泡处理的方法具体为:
13.根据权利要求12所述的短切纤维复合材料的制备方法,其特征在于,在均匀分散有所述短切纤维的所述环氧树脂基体中加入固化剂,以使得所述固化剂与均匀分散有所述短切纤维的所述环氧树脂基体发生固化反应,以得到短切纤维复合材料的方法步骤中还包括固化成型处理,所述固化成型处理包括:初步固化成型处理、二次固化成型处理以及最终固化成型处理。
14.根据权利要求13所述的短切纤维复合材料的制备方法,其特征在于,所述初步固化成型处理的方法具体为:调节烘干箱内的温度为90-110℃,将盛有经过所述脱泡处理的混合液体的所述浇注模具置于90-110℃的烘干箱内固化0.5-2h;所述二次固化成型处理的方法具体为:所述初步固化成型处理完成后,调节烘干箱内的温度为110-130℃,将盛有经过所述初步固化成型处理的混合液体的所述浇注模具置于110-130℃的烘干箱内固化1-3h;所述最终固化成型处理的方法具体为:所述二次固化成型处理完成后,调节烘干箱内的温度为130-150℃,将盛有经过所述二次固化成型处理的混合液体的所述浇注模具置于130-150℃的烘干箱内固化1-3h,以得到固化成型的短切纤维复合材料。
15.一种电视后壳,其特征在于,包括:
16.一种电视后壳的制备方法,用于制备如权利要求15所述的电视后壳,其特征在于,包括以下步骤:
17.根据权利要求16所述的电视后壳的制备方法,其特征在于,所述电视后壳盖板通过模压成型的工艺制备而成;所述电视后壳外框通过注塑成型的工艺制备而成。
18.根据权利要求17所述的电视后壳的制备方法,其特征在于,将所述电视后壳盖板以及所述电视后壳外框拼接在一起,以得到所述电视后壳的具体步骤包括:
19.根据权利要求18所述的电视后壳的制备方法,其特征在于,所述注塑成型的工艺的熔体温度为180~280℃,注射速率为20~70mm/s,注射压力为30~80mpa。
技术总结
本申请提供一种短切纤维复合材料及其制备方法以及电视后壳及其制备方法,其中短切纤维复合材料,应用于电视机,包括环氧树脂基体;短切纤维,短切纤维均匀分散于环氧树脂基体中;固化剂,与均匀分散有短切纤维的环氧树脂基体发生固化反应,以得到短切纤维复合材料。本申请实施例通过使用短切纤维复合材料制备出的电视后壳,能够提升电视后壳的耐热,使得电视后壳在通电使用的过程中,不会因为功率过高,散发出大量热量以使电视后壳因为高温变形。
技术研发人员:张丽,高西萍,孙劭杰
受保护的技术使用者:惠州视维新技术有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!