用于注塑射出成型工艺制作电感器的注射材料的制作方法
本发明涉及电感材料,尤其是涉及用于注塑射出成型工艺制作电感器的注射材料。
背景技术:
1、电感器是能够把电能转化为磁能而存储起来的元件;电感器在电路中主要起到滤波、振荡、延迟、陷波等作用,还有筛选信号、过滤噪声、稳定电流及抑制电磁波干扰等作用。射出成型也叫作注射成型、注塑射出成型,在工业当中一般是指将塑料在注塑机中加热至熔融状态后,注射到闭合模具的模腔中,形成制品的塑料加工方法。
2、相关技术中公开了一种电感器用注射材料,包括酚醛树脂、润滑剂和磁粉,磁粉的粒径为0.01-0.8μm。
3、针对上述相关技术,由于磁粉是微米甚至是纳米级的,直接加入树脂中容易发生团聚现象,且磁粉表面具有较多亲水性基团,与树脂间的结合力较差,导致注射成型的产品力学性能差,且磁导率稳定性差。
技术实现思路
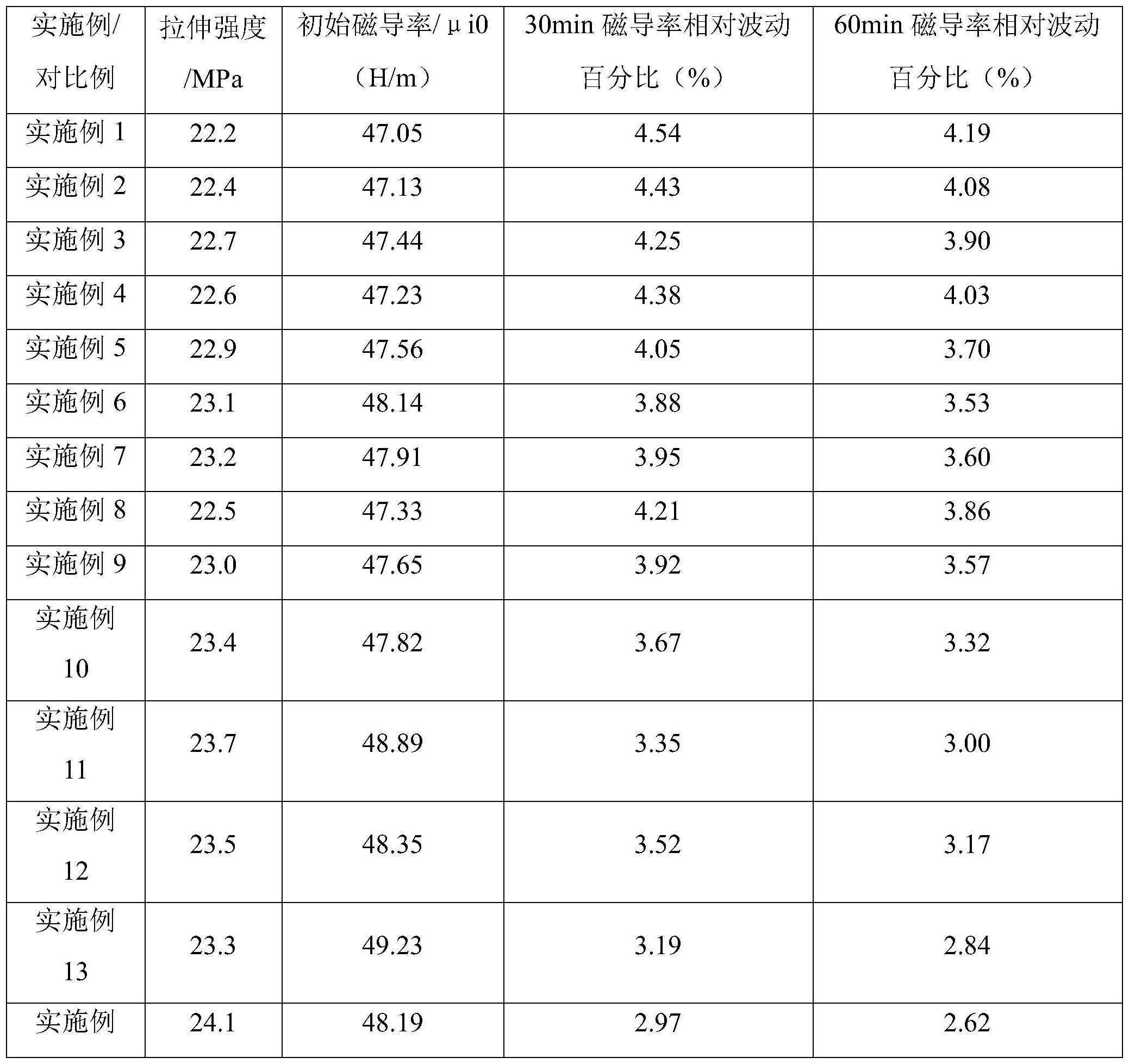
1、为了提高注射成型的产品的力学性能和磁导率稳定性,本申请提供用于注塑射出成型工艺制作电感器的注射材料。
2、第一方面,本申请提供用于注塑射出成型工艺制作电感器的注射材料,采用如下的技术方案:
3、用于注塑射出成型工艺制作电感器的注射材料,包括如下重量份数的原料:
4、有机成型树脂15-25份;
5、增韧剂6-10份;
6、分散剂1-3份;
7、改性磁粉碳纤维60-80份;
8、所述改性磁粉碳纤维由碳纤维、磁粉和有机树脂层组成,所述磁粉固定于所述碳纤维表面的孔隙内,所述有机树脂层位于所述碳纤维的表面,所述有机树脂层将所述碳纤维和磁粉包裹在内。
9、通过采用上述技术方案,由于碳纤维表面具有很多的微孔,磁粉固定在碳纤维表面的微孔内,首先,降低了磁粉团聚的可能性,使磁粉分布更加均匀,能够提高注射成型的产品的力学性能;其次,碳纤维比表面积大,碳纤维与有机树脂的结合力大于磁粉与有机树脂的结合力,进一步提高注射成型的产品的力学性能;最后,改性磁粉碳纤维在有机成型树脂内部形成三维网络结构,提高了注射材料的结构稳定性,从而提高了注射成型的产品的磁导率稳定性;增韧剂能够提高注射成型的产品的韧性,分散剂能够提高改性磁粉碳纤维在有机成型树脂中的分散性。
10、可选的,所述碳纤维、磁粉和有机树脂层原料的质量比为(10-20):(75-85):(4-6)。
11、通过采用上述技术方案,磁粉太多,碳纤维难以完全负载;磁粉太少,会降低磁导率;有机树脂层太多,会降低磁导率;有机树脂层太少,难以完整包覆碳纤维和磁粉,因此,三者的质量比优选采用上述比例。
12、可选的,所述改性磁粉碳纤维的制备方法包括以下步骤:
13、负载处理,将碳纤维固定于密闭容器内,将磁粉与空气混合后以高压喷射至碳纤维的表面,剪切,得到负载有磁粉的碳纤维;
14、包覆处理,将有机树脂层的原料喷涂至负载有磁粉的碳纤维的表面,固化,得到改性磁粉碳纤维。
15、通过采用上述技术方案,磁粉通过高压喷射牢固地固定在碳纤维表面的孔隙内,采用物理固定的方式既可以省略偶联剂,而且牢固性较好;有机树脂层包覆在碳纤维和磁粉的表面,有利于改性磁粉碳纤维在有机成型树脂中分散均匀。
16、可选的,所述负载处理步骤中,将磁粉与空气混合后以6-10mpa的压力喷射至碳纤维的表面,喷射时间20-30min。
17、通过采用上述技术方案,喷射压力太大,容易对碳纤维造成损伤;喷射压力太小,磁粉难以嵌入到碳纤维的微孔内,因此,喷射压力优选为6-10mpa。
18、可选的,所述负载有磁粉的碳纤维的长度为2-4mm。
19、通过采用上述技术方案,负载有磁粉的碳纤维的长度太长,不利于加工尺寸较小的电感器;负载有磁粉的碳纤维的长度太短,难以有效提高注射成型的产品的力学性能,因此,负载有磁粉的碳纤维的长度优选为2-4mm。。
20、可选的,所述有机树脂层的原料选自聚酰胺树脂、酚醛树脂和环氧树脂中的至少一种。
21、通过采用上述技术方案,聚酰胺树脂具有耐有机溶剂、耐磨性好、耐折强度大的优点;酚醛树脂具有耐热性好、强度高、耐腐蚀的优点;环氧树脂具有粘接性好、耐腐蚀和易成型的优点。
22、可选的,所述增韧剂选自环氧化热塑性弹性体、聚乙烯醇缩甲醛共聚丙烯酸、苯氧树脂中的任意一种。
23、通过采用上述技术方案,三种增韧剂能够与改性磁粉碳纤维共同作用,提高注射成型的产品的韧性。
24、第二方面,本申请提供用于注塑射出成型工艺制作电感器的注射材料的制备方法,采用如下的技术方案:
25、用于注塑射出成型工艺制作电感器的注射材料的制备方法,包括以下步骤:
26、步骤一,将有机成型树脂、增韧剂、分散剂和改性磁粉碳纤维混合均匀,得到预混料;
27、步骤二,将预混料加热熔融,挤出,造粒,得到注射材料。
28、通过采用上述技术方案,制备得到的电感器的注射材料具有力学性能好、磁导率稳定性高的优点。
29、综上所述,本申请具有以下有益效果:
30、1、由于本申请将磁粉固定在碳纤维表面的微孔内,有机树脂层将碳纤维和磁粉包裹在内,降低了磁粉团聚的可能性,使磁粉分布更加均匀,提高注射成型的产品的力学性能;改性磁粉碳纤维在有机成型树脂内部形成三维网络结构,提高了注射材料的结构稳定性,从而提高了注射成型的产品的磁导率稳定性。
31、2、本申请中的磁粉通过高压喷射牢固地固定在碳纤维表面的孔隙内,采用物理固定的方式既可以省略偶联剂,而且牢固性较好;有机树脂层包覆在碳纤维和磁粉的表面,有利于改性磁粉碳纤维在有机成型树脂中分散均匀。
技术特征:
1.用于注塑射出成型工艺制作电感器的注射材料,其特征在于:包括如下重量份数的原料:
2.根据权利要求1所述的用于注塑射出成型工艺制作电感器的注射材料,其特征在于:所述碳纤维、磁粉和有机树脂层原料的质量比为(10-20):(75-85):(4-6)。
3.根据权利要求2所述的用于注塑射出成型工艺制作电感器的注射材料,其特征在于:所述改性磁粉碳纤维的制备方法包括以下步骤:
4.根据权利要求3所述的用于注塑射出成型工艺制作电感器的注射材料,其特征在于:所述负载处理步骤中,将磁粉与空气混合后以6-10mpa的压力喷射至碳纤维的表面,喷射时间20-30min。
5.根据权利要求3所述的用于注塑射出成型工艺制作电感器的注射材料,其特征在于:所述负载有磁粉的碳纤维的长度为2-4mm。
6.根据权利要求1-5任一项所述的用于注塑射出成型工艺制作电感器的注射材料,其特征在于:所述有机树脂层的原料选自聚酰胺树脂、酚醛树脂和环氧树脂中的至少一种。
7.根据权利要求1-5任一项所述的用于注塑射出成型工艺制作电感器的注射材料,其特征在于:所述增韧剂选自环氧化热塑性弹性体、聚乙烯醇缩甲醛共聚丙烯酸、苯氧树脂中的任意一种。
8.权利要求1-7任一项所述的用于注塑射出成型工艺制作电感器的注射材料的制备方法,其特征在于:包括以下步骤:
技术总结
本申请涉及电感材料技术领域,具体公开了用于注塑射出成型工艺制作电感器的注射材料,注射材料包括如下重量份数的原料:有机成型树脂15‑25份;增韧剂6‑10份;分散剂1‑3份;改性磁粉碳纤维60‑80份;所述改性磁粉碳纤维由碳纤维、磁粉和有机树脂层组成,所述磁粉固定于所述碳纤维表面的孔隙内,所述有机树脂层位于所述碳纤维的表面,所述有机树脂层将所述碳纤维和磁粉包裹在内。本申请的注射材料注射成型的产品的力学性能好,且磁导率稳定性高。
技术研发人员:田林,王坤
受保护的技术使用者:深圳市艺感科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!