一种抗拉伸颈缩聚丙烯复合材料及其制备方法与应用与流程
本发明属于高分子材料,具体涉及一种抗拉伸颈缩聚丙烯复合材料及其制备方法与应用。
背景技术:
1、聚丙烯具有成本较低,综合性能好,原料资源丰富,环保无毒以及容易回收等优势,在汽车装饰件以及家电通用生活中常采用聚丙烯作为原材料进行注塑成不同的制件,然而pp管状零件在弯折时出现拉伸颈缩现象,造成材料表面不均匀波动,影响零件使用。现有技术中主要是针对pp的耐应力发白现象进行改进,如专利《一种耐低温弯折发白聚丙烯复合材料》通过选用聚乙烯醇和烷基酚聚氧乙烯醚复配得到的混合分散剂,提高了poe在聚丙烯基体中的分散性,改善聚丙烯材料的低温弯折发白现象,但是具有耐低温弯折发白性能并不代表聚丙烯的抗拉伸颈缩性能高;还有专利《一种高流动耐弯折无卤阻燃玻纤增强聚丙烯复合材料》通过添加α成核剂改善了复合材料的耐弯折性能,通过加入超支化聚合物提升了复合材料的流动性,但是由于专利中所用原料太多,加工比较困难,使得聚丙烯复合材料的抗拉伸颈缩性能较差;现如今需要开发一种具有抗拉伸颈缩的聚丙烯复合材料。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种抗拉伸颈缩聚丙烯复合材料及其制备方法与应用,解决pp管状零件弯折时出现拉伸颈缩现象造成的表面不均匀波动,影响零件使用的问题。
2、为实现上述目的,本发明采取的技术方案为:
3、一种抗拉伸颈缩聚丙烯复合材料,包括以下重量份的组分:共聚聚丙烯82-96份、增韧剂4-13份、相容剂0-8份、聚醚0-5份;所述增韧剂为线性低密度聚乙烯,所述线性低密度聚乙烯在190℃,2.16kg条件下的熔体质量流动速率为1~5g/10min;所述相容剂为丙烯-乙烯嵌段共聚物。
4、聚丙烯材料拉伸过程中由于分子链之间的滑移会产生颈缩问题,屈服伸长率为控制颈缩的关键因素,屈服伸长率越大,材料弹性阶段越长,越晚产生颈缩,因此提高材料的屈服伸长率是改善颈缩现象的关键点。本发明的抗拉伸颈缩聚丙烯复合材料中,增韧剂的加入可以提高聚丙烯复合材料的屈服伸长率和弯折部位宽度。线性低密度聚乙烯的熔体质量流动速率在上述范围内时,线性低密度聚乙烯的分子量分布窄,结构规整,力学性能较好,能够有效提高聚丙烯复合材料的力学性能和抗拉伸颈缩性能。线性低密度聚乙烯的熔体质量流动速率是影响产品性能的关键因素之一,线性低密度聚乙烯的熔体质量流动速率过高,产品的力学性能和抗拉伸颈缩性能会显著下降。如果使用均聚聚丙烯替换共聚聚丙烯,所得产品的抗拉伸颈缩性能较好,但是产品的其他性能无法满足,其中主要受影响的是产品的冲击性能,尤其是低温冲击性能。
5、本发明通过选择丙烯-乙烯嵌段共聚物作为相容剂,改善聚丙烯和增韧剂之间的相容性,进一步提高聚丙烯复合材料的屈服伸长率和弯折部位宽度。此外,聚醚是一种单体为以环氧乙烷、环氧丙烷、环氧丁烷等为原料,在催化剂作用下开环均聚或共聚制得的线型聚合物;发明人发现,将聚醚加入体系中,能够提升聚丙烯复合材料链段的柔软性,从而进一步提升聚丙烯复合材料的屈服伸长率和弯折部位宽度,改善聚丙烯材料的拉伸颈缩现象。
6、常规市售的熔体流动速率范围内的共聚聚丙烯均可以用于本发明,可选的,所述共聚聚丙烯在230℃,2.16kg条件下的熔体质量流动速率为1-20g/10min。
7、需要说明的是,本发明中共聚聚丙烯的熔体质量流动速率是按照iso 1133-2011方法测试得到。
8、作为本发明抗拉伸颈缩聚丙烯复合材料的优选实施方式,所述增韧剂的含量为8-12重量份。
9、本发明的发明人通过进一步研究发现,增韧剂的含量是影响聚丙烯复合材料的重要因素;如增韧剂的含量太少,则聚丙烯复合材料的屈服伸长率和弯折部位宽度改善程度较低;如增韧剂的含量太多,产品的有益效果不会进一步增加,甚至出现降低。
10、作为本发明抗拉伸颈缩聚丙烯复合材料的优选实施方式,所述聚醚的含量为2-3重量份;所述相容剂的含量为3-5重量份。
11、作为本发明抗拉伸颈缩聚丙烯复合材料的优选实施方式,所述聚醚的平均分子量为1100-9000;优选地,所述聚醚的平均分子量为2000-8350。
12、本技术中,聚醚的平均分子量的测试方法,包括以下步骤:将聚醚加入1,2,4-三氯苯中,在145℃的温度下完全溶解,配制成2mg/ml的溶液,所得溶液在配有紫外检测器的高温凝胶色谱仪上进行测试,淋洗速率为1ml/min。
13、本发明聚丙烯复合材料中,聚醚的添加量或分子量同样会影响聚丙烯复合材料的性能,如聚醚的添加量太多,产品的有益效果增加不明显。聚醚的分子量太小,产品的屈服伸长率和弯折部位宽度不能得到明显的改善。
14、作为本发明抗拉伸颈缩聚丙烯复合材料的优选实施方式,丙烯-乙烯嵌段共聚物的密度为0.879-0.910g/cm3;所述丙烯-乙烯共聚物在230℃,2.16kg条件下的熔体质量流动速率为1~30g/10min。优选地,所述丙烯-乙烯嵌段共聚物的密度为0.88-0.89g/cm3。
15、需要说明的是,本发明中丙烯-乙烯嵌段共聚物的熔体质量流动速率是按照iso1133-2011方法测试得到。
16、作为本发明抗拉伸颈缩聚丙烯复合材料的优选实施方式,所述线性低密度聚乙烯的密度为0.910~0.930g/cm3。
17、本发明中丙烯-乙烯嵌段共聚物的密度和线性低密度聚乙烯的密度的测试标准为iso 1183-2019,测试条件为23℃。
18、作为本发明抗拉伸颈缩聚丙烯复合材料的优选实施方式,所述抗拉伸颈缩聚丙烯复合材料还包括0.5-2重量份的黑色色母和0.2-0.8重量份的抗氧剂。
19、作为本发明抗拉伸颈缩聚丙烯复合材料的优选实施方式,所述抗氧剂为主抗氧剂和辅抗氧剂;所述主抗氧剂为受阻酚类;所述辅抗氧剂为亚磷酸酯类。
20、在本发明中加入主抗氧剂和辅抗氧剂来提高聚丙烯复合材料的稳定性。可选的,所述主抗氧剂和辅抗氧剂的质量比为1:1。
21、本发明的另一目的在于,提供所述抗拉伸颈缩聚丙烯复合材料的制备方法,包括以下步骤:将各组分按比例混合均匀后,在180~220℃下熔融挤出、造粒,得到抗拉伸颈缩聚丙烯复合材料。
22、优选地,所述混合在高速混合机中进行,所述高速混合机的转速为700-800rpm。
23、优选地,所述挤出在双螺杆挤出机中进行,所述双螺杆挤出机的转速为400-450rpm,所述双螺杆挤出机的长径比为48:1
24、本发明的再一目的在于,提供所述抗拉伸颈缩聚丙烯复合材料在制备汽车零件中的应用。
25、优选地,所述汽车零件为汽车制动管路和冷却管路。
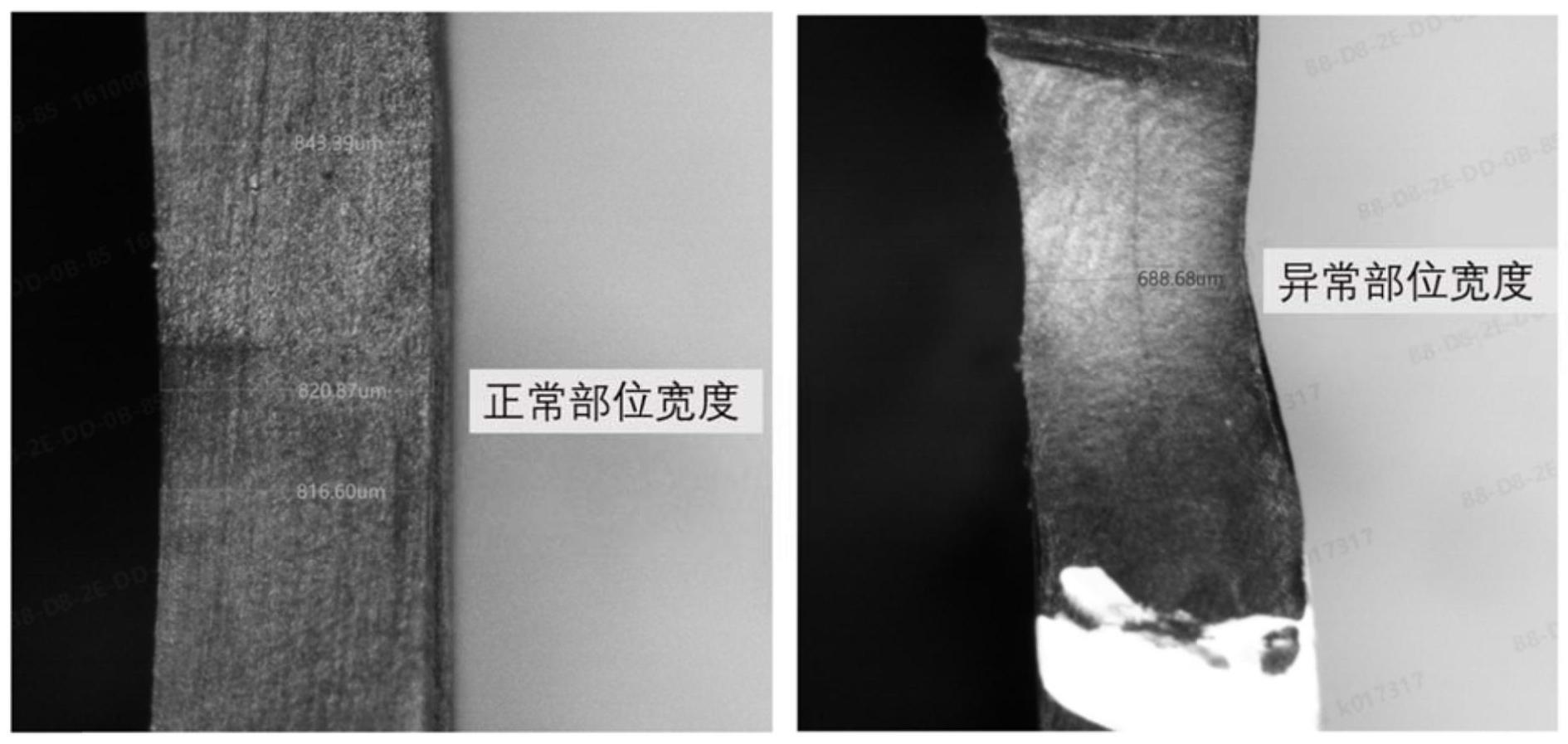
26、与现有技术相比,本发明的有益效果为:本发明通过选用线性低密度聚乙烯作为增韧剂,提高了聚丙烯复合材料的韧性,解决聚丙烯材料的颈缩问题,本发明聚丙烯复合材料的缺口冲击强度为57-78kj/m2,弯曲模量为907-1050mpa,屈服伸长率为9.5-18.8%,弯折部位宽度为673-865μm。
- 还没有人留言评论。精彩留言会获得点赞!