一种可陶瓷化硅橡胶复合物、陶瓷化硅橡胶及其制备方法和用途
1.本发明属于热防护硅橡胶材料领域,具体涉及一种可陶瓷化硅橡胶复合物、陶瓷化硅橡胶及其制备方法与用途。
背景技术:
2.可陶瓷化聚合物因其陶瓷化后的产物具有优异的耐高温、耐烧蚀、阻燃等特性,成为航空航天、船舶、电子等领域热防护材料研制的热点,其中以硅氧结构为主链的有机硅橡胶因优异耐高低温性能、化学稳定性和耐候、高残重等特性成为可陶瓷化聚合物的理想基体之一。但是,有机硅橡胶基体经高温陶瓷化后的产物主要为无定形二氧化硅粉体,因此需要添加大量的助熔剂来保证其形成保持一定形态的陶瓷块体,从而起到耐高温、耐烧蚀、阻燃的热防护作用。所添加的大量助熔剂主要是以低熔点的玻璃粉体、氢氧化物粉体等可陶瓷化填料。例如中国专利文献cn105884267a中公开了在有机硅橡胶中引入玻璃粉体和氢氧化物粉体等陶瓷化填料制备了瓷化性能良好的可陶瓷化有机硅橡胶,但助熔剂添加量高达120重量份,加入90重量份玻璃粉,玻璃粉的大量引入虽然得到了可以陶瓷化的产物,但是会严重破坏硅橡胶的力学性能,在常温橡胶状态下的拉伸强度为》3mpa,严重影响了硅橡胶作为橡胶态使用时的力学性能和成型工艺性能,且使得硅橡胶的比重增大,往往得不到综合性能理想的可陶瓷化硅橡胶材料。在现有的硅橡胶可瓷化技术中,都是通过单一的引入大量的低熔点玻璃粉体,形成单层的硅橡胶防护层,这些低熔点玻璃粉在可陶瓷化硅橡胶受到火焰烧蚀时熔融成液相来将所有添加的无机填料连接起来,促进高温下的传质过程和晶体形成过程从而达到降低成瓷温度的效果,并且能够流动弥补硅橡胶烧蚀挥发气体时留下的孔洞,如果添加量不够会造成陶瓷化后的防护材料的机械强度较差,但大量的低熔点玻璃粉的引入,却往往导致陶瓷化之前的硅橡胶的力学性能变差,这一相互矛盾的力学性能需求对低熔点玻璃粉的使用量提出了苛刻的要求:使用尽可能少的低熔点玻璃粉制备出高陶瓷化的防护材料。在使役环境中,可陶瓷化硅橡胶受到的热场并不是均匀分布的,而是在存在由外到内温度逐渐减低的梯度场,同时最外部往往同时受到力-热耦合场作用,在内部却是单一的热场作用。目前所使用的单层硅橡胶的防护层往往不能有效的适应这一从力-热耦合到单一热场的防护需求。
技术实现要素:
3.本发明克服现有技术的不足,提供一种具有可陶瓷化硅橡胶复合物、陶瓷化硅橡胶及其制备方法和用途,通过协调硅橡胶的成瓷性能和力学性能,实现硅橡胶在陶瓷化前后材料的综合性能匹配,适应使役环境的多层次需求。
4.本发明提供一种可陶瓷化硅橡胶复合物,所述硅橡胶至少具有三层结构:黏附层、隔热层和阻燃层;所述黏附层、隔热层和阻燃层中均含有硅橡胶组分;
5.其中,所述阻燃层中还含有阻燃剂和增强纤维,所述隔热层中还含有补强填料、成
瓷填料和轻量化填料,所述黏附层中还含有补强填料、低熔点玻璃粉和成瓷填料。
6.根据本发明的实施方案,所述黏附层与基体接触,所述隔热层设置在黏附层和阻燃层之间,所述阻燃层为最外层。
7.根据本发明的实施方案,所述硅橡胶的各层之间通过高温硫化结合。
8.根据本发明的实施方案,所述黏附层、隔热层和阻燃层的厚度之比为1:(0.5-2):(1-3),优选为1:1:2。
9.根据本发明的实施方案,所述阻燃层的原料包括:硅橡胶生胶、结构控制剂、补强填料、阻燃剂、成瓷填料、低熔点无机物、增强纤维、硫化剂;其中,所述硅橡胶生胶选自甲基乙烯基硅橡胶生胶和甲基硅橡胶生胶中的至少一种。
10.根据本发明的实施方案,所述阻燃层的原料按照重量份计,包括硅橡胶生胶80~120重量份、结构控制剂1~8重量份、补强填料15~60重量份阻燃剂20~80重量份、成瓷填料15~60重量份、低熔点无机物10~40重量份、增强纤维0.5~40重量份、硫化剂0.5~2重量份。
11.根据本发明的实施方案,所述隔热层的原料包括:硅橡胶生胶、结构控制剂、补强填料、成瓷填料、轻量化填料、硫化剂;其中,所述硅橡胶生胶选自甲基乙烯基硅橡胶生胶和甲基硅橡胶生胶中的至少一种。
12.根据本发明的实施方案,所述隔热层的原料按照重量份计,包括硅橡胶生胶80~120重量份、结构控制剂1~8重量份、补强填料15~60重量份、成瓷填料15~60重量份、轻量化填料5~45重量份、硫化剂0.5~2重量份。
13.根据本发明的实施方案,所述黏附层的原料包括:硅橡胶生胶、结构控制剂、补强填料、成瓷填料、低熔点无机物、增强纤维、硫化剂;其中,所述硅橡胶选自甲基苯基乙烯基硅橡胶生胶。
14.其中,所述黏附层的原料按照重量份计,包括硅橡胶生胶80~120重量份、结构控制剂1~8重量份、补强填料15~60重量份、成瓷填料15~60重量份、低熔点无机物10~40重量份、增强纤维2~40重量份、硫化剂0.5~2重量份。
15.根据本发明的实施方案,所述甲基乙烯基硅橡胶的数均分子量为60~80万,甲基乙烯基硅氧链节的含量为0.05mol%~0.5mol%。优选地,所述甲基乙烯基硅橡胶为甲基乙烯基硅氧链节和二甲基硅氧链节组成的数均分子量为60~80万的(高温)硫化硅橡胶,其中甲基乙烯基硅氧链节的含量为0.05mol%~0.5mol%。
16.根据本发明的实施方案,所述甲基苯基硅橡胶的数均分子量为60~80万,含苯基的硅氧链节的含量为10mol%~20mol%、甲基乙烯基硅氧链节的含量为0.05mol%~0.5mol%。优选地,所述甲基苯基硅橡胶为甲基苯基乙烯基硅氧链节或二苯基硅氧链节与甲基乙烯基硅氧链节、二甲基硅氧链节组成的数均分子量为60~80万的(高温)硫化硅橡胶,其中含苯基的硅氧链节的含量为10mol%~20mol%、甲基乙烯基硅氧链节的含量为0.05mol%~0.5mol%。
17.根据本发明的实施方案,所述结构控制剂选自羟基硅油、六甲基二硅氮烷、二苯基二羟基硅烷中的至少一种。
18.根据本发明的实施方案,所述补强填料优选白炭黑。优选地,所述白炭黑可通过本领域常用方法制得,例如沉淀法或气相法。优选地,所述补强填料可参与硅橡胶陶瓷化过
程。
19.根据本发明的实施方案,所述阻燃剂为氢氧化镁、氢氧化铝、聚磷酸铵、可膨胀石墨、硼酸锌中的至少一种。
20.根据本发明的实施方案,所述成瓷填料选自高岭土、硅灰石、云母粉、膨润土、滑石粉、蒙脱土等粘土矿物粉末中的至少一种。优选地,所述成瓷填料选自硅灰石;例如,针状硅灰石。进一步的,所述成瓷填料优选为微米级粉体。
21.根据本发明的实施方案,所述轻量化填料选自具有空心结构的玻璃微球、酚醛微球。所述轻量化填料在可陶瓷化硅橡胶中可以起到隔热和轻量化的作用。
22.根据本发明的实施方案,所述低熔点无机物选自低熔点玻璃粉、氧化硼、碳酸锂等中的至少一种。
23.根据本发明的实施方案,所述增强纤维选自玻璃纤维、碳纤维、玄武岩纤维、陶瓷纤维(优选氧化铝纤维)、石英纤维、芳纶纤维或聚苯并唑类纤维中的至少一种。优选地,所述增强纤维的直径不超过20微米,长径比大于2:1(例如为2:1、3:1、4:1、5:1)。
24.根据本发明的实施方案,所述硫化剂选自含过氧化结构的化合物,用于引发所述硅橡胶生胶的硫化成型,例如可选用本领域技术人员已知的含过氧化结构的化合物作为硫化剂,例如双二五硫化剂或双二四硫化剂。
25.根据本发明的实施方案,所述补强填料、成瓷填料、轻量化填料、增强纤维中的至少一种经过偶联处理。进一步的,所述偶联处理可以使用偶联处理剂对所述补强填料、成瓷填料、轻量化填料、增强纤维中的至少一种进行处理。
26.根据本发明的实施方案,所述偶联处理剂选自硅烷偶联剂或低分子量聚硅氧烷。进一步的,对所述硅烷偶联剂的选择没有特别的限定,其可以为本领域已知的硅烷偶联剂,例如所述硅烷偶联剂选自甲基三甲氧基硅烷、乙基三甲氧基硅烷、甲基三乙氧基硅烷、乙基三乙氧基硅烷、乙烯基三甲氧基硅烷、乙烯基三乙氧基硅烷、苯基三甲氧基硅烷、苯基三乙氧基硅烷、三氟丙基三甲氧基硅烷、三氟丙基三乙氧基硅烷、六甲基二硅氮烷、六甲基环三硅氮烷、八甲基环四硅氧烷、八苯基环四硅氧烷、十甲基环五硅氧烷中的至少一种。
27.优选地,所述低分子量聚硅氧烷是指数均分子量大于0且不超过1000的聚硅氧烷,例如选自含氢聚硅氧烷、含乙烯基聚硅氧烷、含羟基聚硅氧烷中的至少一种。
28.根据本发明的实施方案,所述偶联处理剂与所需处理的补强填料、成瓷填料、轻量化填料、增强纤维的质量比为(0.5~2):(25~120)。
29.根据本发明的实施方案,所述多层结构可陶瓷化硅橡胶的制备原料还可以包括聚硅氧烷,优选为乙烯基硅油。优选地,所述乙烯基硅油涂敷在各结构层之间。
30.根据本发明的实施方案,各结构层中原料重量份的基准一致,比如同以“克”、“千克”计。
31.根据本发明的实施方案,所述可陶瓷化硅橡胶复合物至少具有下述一种性能:
32.(a1)在室温下的拉伸强度大于3.8mpa,优选为3.8-7.0mpa;
33.(a2)断裂伸长率大于258%,优选为258%-400%;
34.(a3)邵氏硬度大于69,优选为69-80,更优选为69-72。
35.示例性地,所述可陶瓷化硅橡胶复合物在室温下的拉伸强度为6.48mpa、5.97mpa或3.85mpa。
36.示例性地,所述可陶瓷化硅橡胶复合物的断裂伸长率为258%、276%或392%。
37.示例性地,所述可陶瓷化硅橡胶复合物的邵氏硬度为69或72。
38.根据本发明的实施方案,所述可陶瓷化硅橡胶复合物至少包括三层结构:黏附层、隔热层和阻燃层;所述黏附层、隔热层和阻燃层分别由上述各层的原料制备得到,将各层叠合后得到所述可陶瓷化硅橡胶复合物。
39.本发明还提供一种可陶瓷化硅橡胶复合物的制备方法,所述制备方法包括:准备可陶瓷化硅橡胶的各层原料,分别进行混炼得到各层对应的胶料层;将各胶料层依次叠合后硫化,得到所述可陶瓷化硅橡胶复合物。
40.根据本发明的实施方案,所述混炼前各层原料还需进行机械共混。
41.根据本发明的实施方案,所述原料中的部分原料还要经过偶联处理。
42.根据本发明的实施方案,在叠合前,在各胶料层之间可以涂敷聚硅氧烷。所述聚硅氧烷具有如上文所述的选择。
43.根据本发明的优选方案,所述制备方法具体包括以下步骤:
44.步骤s1,将黏附层的原料混炼均匀,得到黏附层胶料层,其中,黏附层的原料具有如上文所述含义;
45.步骤s2,将隔热层的原料混炼均匀,得到隔热层胶料层,其中,所述隔热层的原料具有如上文所述含义;
46.步骤s3,将阻燃层的原料混炼均匀,得到阻燃层胶料层,其中,所述阻燃层的原料具有如上文所述含义;
47.步骤s4,将上述黏附层胶料层、隔热层胶料层和阻燃层胶料层依次叠合,硫化,得到可陶瓷化硅橡胶复合物。
48.根据本发明的实施方案,步骤s1中,黏附层的原料、隔热层的原料、阻燃层的原料中的补强填料、成瓷填料、轻量化填料、增强纤维中的至少一种采用所述偶联处理剂进行偶联处理。优选地,所述偶联处理包括:在偶联处理剂溶液中加入上述填料粉体或纤维,在密封条件下搅拌混合超声分散后去除溶剂,得到偶联处理后的填料或纤维。
49.优选地,所述偶联处理剂溶液中,偶联处理剂的质量分数为0.0015wt%~0.005wt%。所述偶联处理剂溶液的制备方法包括:将所述偶联处理剂加入到溶剂中,在密封条件下搅拌混合。优选地,所述溶剂选自无水乙醇、水或两者的混合物。优选地,所述溶剂为无水乙醇和水的混合物,例如,无水乙醇和水的体积比为10:1。
50.优选地,在做偶联处理时,所述填料或纤维可分别单独进行偶联处理,也可将所述填料或纤维按上述比例混合后再做偶联处理。优选地,本发明对所述搅拌混合或超声分散的时间不做具体限定,以实现所述填料或纤维均匀为准。例如,搅拌混合的时间为1-3h,优选为2h。例如,超声分散的时间为0.5-2h,优选为1h。
51.根据本发明的实施方案,步骤s1~s3中所述混炼在双辊开炼机中进行。优选地,所述双辊开炼机的参数包括:滚速为30~40rpm,辊距定为0.5~2mm,温度为25~35℃(优选30℃)。
52.优选地,各层原料添加完毕后继续混炼。优选地,混炼时间为5-30min,例如10min。
53.优选地,各层原料按顺序依次混炼。示例性地,当前一原料混炼均匀时再混入另一原料,至所有原料添加完毕,例如,所述混炼均匀是指原料混炼至颜色均匀。优选地,本发明
对各层原料的具体添加顺序不做具体要求,例如,添加顺序可以为甲基苯基乙烯基硅橡胶或甲基乙烯基硅橡胶、阻燃剂、结构控制剂、补强填料、成瓷填料、轻量化填料、增强纤维和硫化剂。
54.根据本发明的实施方案,混炼结束后,各胶料层密封放置24h以上,优选为24h。根据本发明的实施方案,步骤s4中,所述叠合是指在模具内叠合。优选地,在步骤s4中,叠合前在模具内还可以涂敷聚硅氧烷层。优选地,在步骤s4中,叠合前各胶料层间还可以涂敷聚硅氧烷层,以提高层与层之间的结合力,增加交联密度。
55.优选地,步骤s4中,叠合是指将阻燃层胶料层、隔热层胶料层、黏附层胶料层依次置于模具内后合模。示例性地,在模具内,所述阻燃层胶料层置于底层,将隔热层胶料层置于中层,黏附层胶料层置于上层。示例性地,在模具内,所述黏附层胶料层置于底层,将隔热层胶料层置于中层,阻燃层胶料层置于上层。
56.根据本发明的实施方案,步骤s4中所述硫化在硫化机上进行,优选为平板硫化机。优选地,硫化温度为170~180℃,硫化压力为10~15mpa,硫化温度为10~15min。
57.根据本发明的实施方案,所述硫化还包括二次硫化。
58.根据本发明的实施方案,所述二次硫化是指将在硫化机上硫化后的硅橡胶置于真空烘箱中。优选地,所述二次硫化的温度为180~200℃。优选地,所述二次硫化的时间为2~3h。
59.根据本发明的实施方案,通过上述制备方法得到的可陶瓷化硅橡胶复合物具有如前文所述的性能。
60.本发明还提供上述可陶瓷化硅橡胶复合物在制备陶瓷化硅橡胶中的应用。
61.本发明还提供一种陶瓷化硅橡胶,所述陶瓷化硅橡胶由上述可陶瓷化硅橡胶复合物煅烧得到。
62.例如,所述煅烧的条件包括:有氧气氛围中,于700-900℃煅烧10-30min;例如在空气氛围中于800℃煅烧15min。
63.根据本发明的实施方案,所述陶瓷化硅橡胶至少具有下述一种性能:
64.(b1)抗弯强度大于12.7mpa,优选为12.7-20.0mpa;
65.(b2)质量保持率大于42%,优选为42%-65%。
66.示例性地,所述陶瓷化硅橡胶抗弯强度为19.667mpa、14.212mpa或12.764mpa。
67.示例性地,所述陶瓷化硅橡胶质量保持率为63%、52%或42%。
68.本发明还提供上述陶瓷化硅橡胶的制备方法,包括将上述可陶瓷化硅橡胶复合物煅烧,得到所述陶瓷化硅橡胶。
69.本发明还提供一种上述可陶瓷化硅橡胶复合物或陶瓷化硅橡胶在热防护材料领域的应用。
70.本发明还提供一种热防护材料,所述热防护材料包含上述陶瓷化硅橡胶。
71.本发明还提供一种热防护材料在航空航天、船舶、电子等领域的用途。所述热防护材料具有如上文所述的含义。
72.优选地,所述热防护材料在耐火电缆、门窗的防火条等的用途。优选地,所述耐火电缆包括电气设备的电缆电线,例如船舶用电缆。
73.本发明的有益效果在于:
74.本发明提供了一种可陶瓷化硅橡胶复合物,依次包括黏附层、隔热层以及阻燃层;在将本发明的可陶瓷化硅橡胶复合物用于热防护时,所述阻燃层位于最外层,通过添加足量的阻燃剂以及少量增强纤维,能够具有出色的阻燃性能和耐磨性能,在热防护时直接接触火焰,发生有氧烧蚀;所述隔热层作为中间层,通过添加隔热填料形成中部隔热层,阻挡外部热量向内传递,起到保护内部黏附层的作用;所述黏附层位于最内层,与想要保护的内部基体接触,在热防护时发生无氧条件下的烧蚀,同时在高温时仍保持足够的韧性和黏附力。通过多层设计,本发明可陶瓷化硅橡胶复合物,大大减少了玻璃粉等轻量化填料的添加量,使得成瓷前的硅橡胶的力学性能和热稳定性得到提升。除此之外,外层阻燃层在实际应用过程当中可以有效减少内层黏附层的热氧化降解,中层隔热填料能够有效减少热量的传递,使得内部黏附层能够延长保持硅橡胶弹性体的特性的时间。
75.本发明使用偶联处理剂对填料进行偶联处理,硅烷偶联剂能够与填料表面的羟基发生缩合反应或者形成氢键,使得填料之间结合更加紧密,能够在发生火灾时更容易烧结成瓷,同时,改善了填料在可陶瓷化硅橡胶复合物中的分散性,提升了可陶瓷化硅橡胶复合物在瓷化发生前的力学性能:在室温下的拉伸强度大于3.8mpa、断裂伸长率大于258%,邵氏硬度大于69。
76.本发明将适量的中空玻璃微球或者中空纤维作为轻量化填料引入到可陶瓷化硅橡胶复合物体系中,不仅能够有效减少复合材料的密度,而且在高温下还能够发生部分熔融,形成少量液相,加固陶瓷骨架,提升可陶瓷化硅橡胶复合物瓷化后的抗弯强度,另一方面,熔融液相能够加速轻量化填料烧结时的传质过程,促进晶粒长大,减少由于硅橡胶烧蚀后形成的孔洞,使得成瓷后的陶瓷层更加致密,同样提升瓷化后陶瓷化硅橡胶的机械强度,本发明所述结构硅橡胶复合物在瓷化后,抗弯强度大于12.7mpa。
77.本发明得到的可瓷化硅橡胶复合物成瓷前的力学性能、热稳定性和火灾下的成瓷性能均得到大幅度提高,具有较高的综合性能。由其制备得到的陶瓷化硅橡胶在热防护领域具有良好的应用前景。
附图说明
78.图1a是实施例1制备的在瓷化性能测试后的陶瓷化硅橡胶表面照片。
79.图1b是实施例1制备的可陶瓷化硅橡胶复合物在瓷化性能测试前的剖面照片。
80.图2是实施例1制备的在瓷化性能测试后陶瓷化硅橡胶的表面的场发射扫描电镜图(fe-sem)。
81.图3是实施例2制备的在瓷化性能测试后陶瓷化硅橡胶的阻燃层的场发射扫描电镜图(fe-sem)。
82.图4是实施例2制备的可陶瓷化硅橡胶复合物的隔热层的场发射扫描电镜图(fe-sem)。
具体实施方式
83.下文将结合具体实施例对本发明的技术方案做更进一步的详细说明。应当理解,下列实施例仅为示例性地说明和解释本发明,而不应被解释为对本发明保护范围的限制。凡基于本发明上述内容所实现的技术均涵盖在本发明旨在保护的范围内。
84.除非另有说明,以下实施例中使用的原料和试剂均为市售商品,或者可以通过已知方法制备。
85.以下实施例中涉及的配方组分等比例份数均为重量份数。以下实施例中所采用的硅烷偶联剂的型号为kh-550。甲基苯基硅橡胶生胶、甲基乙烯基硅橡胶生胶均是指未发生硫化的甲基苯基硅橡胶、甲基乙烯基硅橡胶,例如购买自购买自江西星火有机硅的甲基乙烯基硅橡胶,牌号为starsil gum 753。
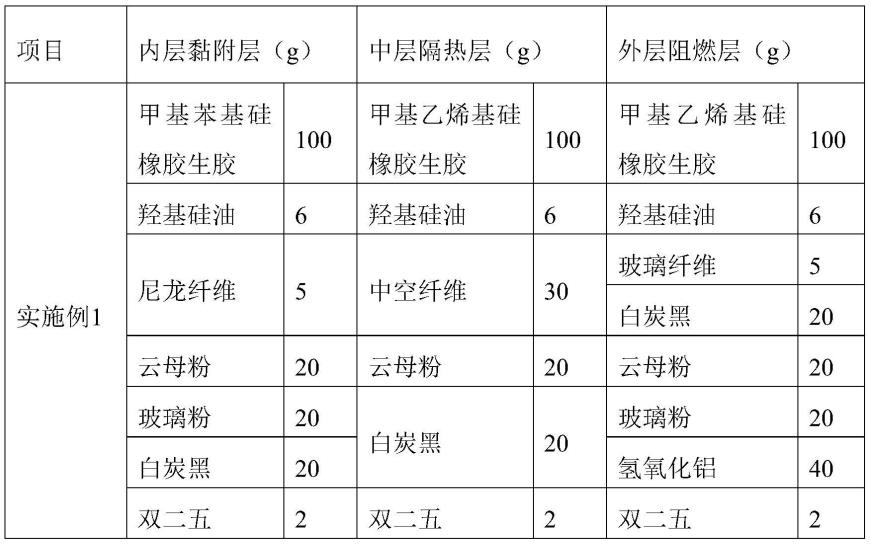
86.实施例1
87.本实施例可陶瓷化硅橡胶复合物的各层原料配方组分见表1,具体的制备方法如下:表1实施例1各层配方组分表
[0088][0089]
步骤1,将无水乙醇50g和去离子水5g加入到洁净烧杯中,向烧杯中加入0.1g硅烷偶联剂,在密封条件下室温20
±
5℃搅拌混合0.5h,然后加入2.0g低熔点玻璃粉,2.0g云母粉和0.5尼龙纤维,继续在密封条件下20℃
±
5℃搅拌混合2h,置于超声环境下分散1h,在70℃水浴下旋蒸至无明显液体存在,之后置于80℃真空干燥12h,得到偶联改性后的内层黏附层组分,称重4.59g;按照同样方法和重量比例将无水乙醇50g和去离子水5g加入洁净烧杯中,加入0.13g硅烷偶联剂,在密封条件下室温20
±
5℃搅拌混合0.5h,然后加入3.0g中空纤维和2.0g云母粉,继续在密封条件下20
±
5℃搅拌混合2h,置于超声环境下分散1h,在70℃水浴下旋蒸至无明显液体存在,之后置于80℃真空干燥12h,得到偶联改性后的中层隔热层组分,称重为5.12g;按照同样方法和重量比例将无水乙醇50g和去离子水5g加入洁净烧杯中,向烧杯中加入0.1g硅烷偶联剂,在密封条件下室温20℃
±
5℃搅拌混合0.5h,然后加入2.0g低熔点玻璃粉,2.0g云母粉和0.5g玻璃纤维,继续在密封条件下20
±
5℃搅拌混合2h,置于超声环境下分散1h,在70℃水浴下旋蒸至无明显液体存在,之后置于80℃真空干燥12h,得到偶联改性后的外层阻燃层组分,称重为4.59g。
[0090]
步骤2,将10g甲基苯基硅橡胶生胶、0.6g羟基硅油和2.0g白炭黑,上一步骤偶联改性后的内层黏附层组分共4.59g,双二五硫化剂0.2g按顺序依次加入到双辊开炼机中混炼,
且当一种物料混炼至包辊颜色均匀时再混入下一种物料,硫化剂最后添加,双辊开炼机滚速设定为30rpm,辊距定为1mm,温度恒定为30℃;所有胶料添加完毕后继续混炼10min,调大辊距至5mm出片,密封停放24h,得到黏附层胶料。
[0091]
步骤3,将10g甲基乙烯基硅橡胶生胶、0.6g羟基硅油和2.0g白炭黑,上一步骤偶联改性后的中层隔热层组分共5.12g,双二五硫化剂0.2g按顺序依次加入到双辊开炼机中混炼,且当一种物料混炼至包辊颜色均匀时再混入下一种物料,硫化剂最后添加,双辊开炼机滚速设定为30rpm,辊距定为1mm,温度恒定为30℃;所有胶料添加完毕后继续混炼10min,调大辊距至5mm出片,密封停放24h,得到隔热层胶料。
[0092]
步骤4,将10g甲基乙烯基硅橡胶生胶、0.6g羟基硅油、4.0g氢氧化铝和2.0g白炭黑,偶联改性后的外层阻燃层组分共4.59g,双二五硫化剂0.2g按顺序依次加入到双辊开炼机中混炼,且当一种物料混炼至包辊颜色均匀时再混入下一种物料,硫化剂最后添加,双辊开炼机滚速设定为30rpm,辊距定为1mm,温度恒定为30℃;所有胶料添加完毕后继续混炼10min,调大辊距至5mm出片,密封停放24h,得到阻燃层胶料。
[0093]
步骤5,取清洁模具底层涂一层乙烯基硅油,取步骤4所得阻燃层胶料进行返炼5min,置于模具底层,再涂一层乙烯基硅油,取步骤3所得隔热层胶料返炼5min置于中层,再涂布一层乙烯基硅油,取步骤2所得阻燃层胶料返炼5min置于上层;将模具放到平板硫化机中,设置温度为170-180℃,压力为10-15mpa,启动合模,待温度上升到设定温度后保持10-15min,得到一次硫化硅橡胶。将一次硫化硅橡胶置于真空烘箱中180-200℃保持2-3h,完成二次硫化,得到多层结构的可陶瓷化硅橡胶复合物。
[0094]
按照国家标准gb/t 528-2009对本实施例的多层可陶瓷化硅橡胶复合物进行物理力学性能测试,测试结果如表2所示。
[0095]
表2实施例1可陶瓷化硅橡胶复合物的力学性能测试
[0096]
测试项目拉伸应力(mpa)邵氏硬度断裂伸长率(%)测试数据3.8572276
[0097]
对实施例1所制备的可陶瓷化硅橡胶复合物的瓷化性能进行测试。具体测试方法如下:
[0098]
将制备得到的可陶瓷化硅橡胶复合物裁成80*20*3mm的长方形样条,置于80*20*3mm的氧化铝瓷舟中,在800℃马弗炉中进行15min煅烧,此过程在空气氛围中进行,得到成瓷后的产物即陶瓷化硅橡胶。
[0099]
图1a为实施例1所制备的可陶瓷化硅橡胶复合物在瓷化性能测试后的表面照片;图1b为实施例1所制备的可陶瓷化硅橡胶复合物在瓷化性能测试前的剖面照片,三层结构分别辅以微量染色填料以区分,图1b从上至下分别为粘附层、隔热层、阻燃层,各层的厚度比为1:1:2。从图1a和1b可以看出,陶瓷化后的产物表面较为平整致密。对800℃烧蚀后的陶瓷化硅橡胶进行抗弯性能测试,得到其抗弯强度为12.764mpa,烧蚀前后质量保持率为42.3%。图2为本实施例制备的可陶瓷化硅橡胶复合物的表面在瓷化性能测试后的场发射扫描电镜图(fesem),可以看出,陶瓷化后的产物表面会有细小的孔洞和裂纹,这是由于在高温烧蚀下,可陶瓷化硅橡胶复合物中的硅橡胶烧蚀形成挥发性气体,在产物内部和表面会形成细小的孔洞和少量裂纹,此时作为轻量化填料的低熔点玻璃粉在300-500℃发生软化,并在600-700℃完全熔融成液相,填补减少由于硅橡胶烧蚀后在产物内部的留下的孔洞
和裂纹,使得成瓷后的产物中被陶瓷化的陶瓷层更加致密,同时提升瓷化后的产物的机械强度。
[0100]
实施例2
[0101]
本实施例多层结构可陶瓷化硅橡胶复合物的各层原料配方组分见表3,具体的制备方法如下:
[0102]
表3实施例2各层配方组分表
[0103][0104]
步骤1,将无水乙醇50g和去离子水5g加入到洁净烧杯中,向烧杯中加入0.15g硅烷偶联剂,在密封条件下室温20
±
5℃搅拌混合0.5h,然后加入1.5g低熔点玻璃粉,4.0g高岭土和1.0g芳纶纤维,继续在密封条件下20℃
±
5℃搅拌混合2h,置于超声环境下分散1h,在70℃水浴下旋蒸至无明显液体存在,之后置于80℃真空干燥12h,得到偶联改性后的内层黏附层组分,称重6.64g;按照同样方法和重量比例将无水乙醇50g和去离子水5g加入洁净烧杯中,加入0.15g硅烷偶联剂,在密封条件下室温20
±
5℃搅拌混合0.5h,然后加入2.0g空心玻璃微球和4.0g高岭土,继续在密封条件下20
±
5℃搅拌混合2h,置于超声环境下分散1h,在70℃水浴下旋蒸至无明显液体存在,之后置于80℃真空干燥12h,得到偶联改性后的中层隔热层组分,称重为6.14g;按照同样方法和重量比例将无水乙醇50g和去离子水5g加入洁净烧杯中,向烧杯中加入0.15g硅烷偶联剂,在密封条件下室温20
±
5℃搅拌混合0.5h,然后加入1.5g低熔点玻璃粉,4.0g高岭土和1.0g玻璃纤维,继续在密封条件下20
±
5℃搅拌混合2h,置于超声环境下分散1h,在70℃水浴下旋蒸至无明显液体存在,之后置于80℃真空干燥12h,得到偶联改性后的外层阻燃层组分,称重为6.64g。
[0105]
步骤2,将10g甲基苯基硅橡胶生胶、0.4g羟基硅油和3.0g白炭黑,上一步骤偶联处理过的内层黏附层组分共6.64g,双二五硫化剂0.2g按顺序依次加入到双辊开炼机中混炼,且当一种物料混炼至包辊颜色均匀时再混入下一种物料,硫化剂最后添加,双辊开炼机滚速设定为30rpm,辊距定为1mm,温度恒定为30℃;所有胶料添加完毕后继续混炼10min,调大
辊距至5mm出片,密封停放24h,得到黏附层胶料。
[0106]
步骤3,将10g甲基乙烯基硅橡胶生胶、0.4g羟基硅油和3.0g白炭黑,上一步骤偶联处理过的中层隔热层组分共6.14g,双二五硫化剂0.2g按顺序依次加入到双辊开炼机中混炼,且当一种物料混炼至包辊颜色均匀时再混入下一种物料,硫化剂最后添加,双辊开炼机滚速设定为30rpm,辊距定为1mm,温度恒定为30℃;所有胶料添加完毕后继续混炼10min,调大辊距至5mm出片,密封停放24h,得到隔热层胶料。
[0107]
步骤4,将10g甲基乙烯基硅橡胶生胶、0.4g羟基硅油、4.0g氢氧化镁和3.0g白炭黑,上一步骤偶联处理过的外层阻燃层组分共6.64g,双二五硫化剂0.2g按顺序依次加入到双辊开炼机中混炼,且当一种物料混炼至包辊颜色均匀时再混入下一种物料,硫化剂最后添加,双辊开炼机滚速设定为30rpm,辊距定为1mm,温度恒定为30℃;所有胶料添加完毕后继续混炼10min,调大辊距至5mm出片,密封停放24h,得到阻燃层胶料。
[0108]
步骤5,取一清洁模具底层涂一层乙烯基硅油,取步骤4所得阻燃层胶料进行返炼5min,置于模具底层,再涂一层乙烯基硅油,取步骤3所得隔热层胶料返炼5min置于中层,再涂布一层乙烯基硅油,取步骤2所得黏附层胶料返炼5min置于上层;将模具放到平板硫化机中,设置温度为170-180℃,压力为10-15mpa,启动合模,待温度上升到设定温度后保持10-15min,得到一次硫化硅橡胶。将一次硫化硅橡胶置于真空烘箱中180-200℃保持2-3h,完成二次硫化,得到多层结构的可陶瓷化硅橡胶复合物。
[0109]
按照国家标准gb/t 528-2009对本实施例的多层可陶瓷化硅橡胶复合物进行物理力学性能测试,测试结果如表4所示。
[0110]
表4实施例2多层结构可陶瓷化硅橡胶复合物的力学性能测试
[0111]
测试项目拉伸应力(mpa)邵氏硬度断裂伸长率(%)测试数据6.4869392
[0112]
对实施例2所制备的可陶瓷化硅橡胶复合物的瓷化性能进行测试。具体测试方法如下:
[0113]
将制备得到的可陶瓷化硅橡胶复合物裁成80mm*20mm*3mm的长方形样条,置于80mm*20mm*3mm的氧化铝瓷舟中,在800℃马弗炉中进行15min煅烧,此过程在空气氛围中进行,得到成瓷化产物即陶瓷化硅橡胶。
[0114]
对800℃烧蚀15min后的陶瓷化硅橡胶进行抗弯性能测试,得到其抗弯强度为14.212mpa,烧蚀前后质量保持率为53%。
[0115]
图3为本实施例制备的可陶瓷化硅橡胶复合物的阻燃层在瓷化性能测试后的fesem图,可以看出,陶瓷化后,玻璃纤维在高温下发生部分熔融,从而阻挡了热量的进一步传递,并且在陶瓷化过程中起到一个“桥梁”的作用,连接补强填料和成瓷填料等无机物填料组分。图4为本实施例制备的可陶瓷化硅橡胶复合物的隔热层的fesem图,空心玻璃微球在可陶瓷化硅橡胶复合物中的分散情况,可以看出其本身的空心结构保存完好,与硅橡胶基体紧密结合。
[0116]
实施例3
[0117]
本实施例多层结构可陶瓷化硅橡胶复合物的各层原料配方组分见表5,具体的制备方法如下:
[0118]
表5实施例3各层配方组分表
[0119][0120]
步骤1,将无水乙醇50g和去离子水5g加入到洁净烧杯中,向烧杯中加入0.25g硅烷偶联剂,在密封条件下室温20℃
±
5℃搅拌混合0.5h,然后加入1.0g低熔点玻璃粉,6.0g硅灰石和3.0g芳纶纤维,继续在密封条件下20
±
5℃搅拌混合2h,置于超声环境下分散1h,在70℃水浴下旋蒸至无明显液体存在,之后置于80℃真空干燥12h,得到偶联改性后的内层黏附层组分,称重10.26g;按照同样方法和重量比例将无水乙醇50g和去离子水5g加入洁净烧杯中,加入0.25g硅烷偶联剂,在密封条件下室温20
±
5℃搅拌混合0.5h,然后加入4.0g空心玻璃微球和6.0g硅灰石,继续在密封条件下20
±
5℃搅拌混合2h,置于超声环境下分散1h,在70℃水浴下旋蒸至无明显液体存在,之后置于80℃真空干燥12h,得到偶联改性后的中层隔热层组分,称重为10.24g;按照同样方法和重量比例将无水乙醇50g和去离子水5g加入洁净烧杯中,向烧杯中加入0.25g硅烷偶联剂,在密封条件下室温20℃
±
5℃搅拌混合0.5h,然后加入1.0g低熔点玻璃粉,6.0g硅灰石和3.0g玻璃纤维,继续在密封条件下20℃
±
5℃搅拌混合2h,置于超声环境下分散1h,在70℃水浴下旋蒸至无明显液体存在,之后置于80℃真空干燥12h,得到偶联改性后的外层阻燃层组分,称重为10.24g。
[0121]
步骤2,将10g甲基苯基硅橡胶生胶、0.6g羟基硅油和4.0g白炭黑,上一步骤偶联处理过的内层黏附层复合物共10.26g,双二五硫化剂0.2g按顺序依次加入到双辊开炼机中混炼,且当一种物料混炼至包辊颜色均匀时再混入下一种物料,硫化剂最后添加,双辊开炼机滚速设定为30rpm,辊距定为1mm,温度恒定为30℃;所有胶料添加完毕后继续混炼10min,调大辊距至5mm出片,密封停放24h,得到黏附层胶料。
[0122]
步骤3,将10g甲基乙烯基硅橡胶生胶、0.6g羟基硅油和4.0g白炭黑,上一步骤偶联处理过的中层隔热层组分共10.24g,双二五硫化剂0.2g按顺序依次加入到双辊开炼机中混炼,且当一种物料混炼至包辊颜色均匀时再混入下一种物料,硫化剂最后添加,双辊开炼机滚速设定为30rpm,辊距定为1mm,温度恒定为30℃;所有胶料添加完毕后继续混炼10min,调大辊距至5mm出片,密封停放24h,得到隔热层胶料。
[0123]
步骤4,将10g甲基乙烯基硅橡胶生胶、0.6g羟基硅油、3.0g氢氧化镁和4.0g白炭黑,上一步偶联处理过的阻燃层组分共10.24g,双二五硫化剂0.2g按顺序依次加入到双辊
开炼机中混炼,且当一种物料混炼至包辊颜色均匀时再混入下一种物料,硫化剂最后添加,双辊开炼机滚速设定为30rpm,辊距定为1mm,温度恒定为30℃;所有胶料添加完毕后继续混炼10min,调大辊距至5mm出片,密封停放24h,得到阻燃层胶料。
[0124]
步骤5,取清洁模具底层涂一层乙烯基硅油,取步骤4所得阻燃层胶料进行返炼5min,置于模具底层,再涂一层乙烯基硅油,取步骤3所得隔热层胶料返炼5min置于中层,再涂布一层乙烯基硅油,取步骤2所得黏附层胶料返炼5min置于上层;将模具放到平板硫化机中,设置温度为170-180℃,压力为10-15mpa,启动合模,待温度上升到设定温度后保持10-15min,得到一次硫化硅橡胶。将一次硫化硅橡胶置于真空烘箱中180-200℃保持2-3h,完成二次硫化,得到多层结构可陶瓷化硅橡胶复合物。
[0125]
按照国家标准gb/t 528-2009本实施例的多层结构可陶瓷化硅橡胶复合物进行物理力学性能测试,测试结果如表6所示。
[0126]
表6实施例3的多层结构可陶瓷化硅橡胶复合物的力学性能测试
[0127]
测试项目拉伸应力(mpa)邵氏硬度断裂伸长率(%)测试数据5.9772258
[0128]
对实施例3所制备的多层可陶瓷化硅橡胶复合物的瓷化性能进行测试。具体测试方法如下:
[0129]
将制备得到的多层可陶瓷化硅橡胶复合物裁成80mm*20mm*3mm的长方形样条,置于80mm*20mm*3mm的氧化铝瓷舟中,在800℃马弗炉中进行15min煅烧,此过程在空气氛围进行,得到成瓷化产物即陶瓷化硅橡胶。
[0130]
对800℃烧蚀15min后的多层可陶瓷化硅橡胶进行抗弯性能测试,得到其抗弯强度为19.667mpa,烧蚀前后质量保持率为63.85%。
[0131]
通过以上本发明的实施案例以及测试结果,可以看出,本发明通过合理设计多层结构使得各填料组分能够充分发挥自身作用,添加少量低熔点无机物(如低熔点玻璃粉)即可获得能够实现高陶瓷化的复合材料,并且作为硅橡胶本身具有良好的力学性能,稳定发挥防火隔热的能力。
[0132]
以上,对本发明的实施方式进行了说明。但是,本发明不限定于上述实施方式。凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1