一种背胶及其制备方法与流程
本发明涉及背胶制备,具体为一种背胶及其制备方法。
背景技术:
1、背胶是邮票的重要特征之一,背胶的用途不仅仅应用于邮票,她还广泛应用用装饰,在活动策划中是必须的东西,还应用于学校、医院、酒店、广告、策划、活动、企业宣传等。
2、例如公告号为:cn114591700a(名为一种用于图文装订的背胶及其制备方法),包括以下重量份的原料:聚乙烯蜡3~5份,石蜡10~18份,乙烯-醋酸乙烯共聚物40~53份,石油树脂30~40份,马来酸酐接枝聚丙烯8-12份,改性松香树脂3-6份,印楝素1-2份;所述乙烯-醋酸乙烯共聚物包括规格a,b,c,d四种,所述规格a的乙烯-醋酸乙烯共聚物的醋酸乙烯酯含量28%,熔融指数150;所述规格b的乙烯-醋酸乙烯共聚物的醋酸乙烯酯含量28%,熔融指数25;所述规格c的乙烯-醋酸乙烯共聚物的醋酸乙烯酯含量18%,熔融指数150;所述规格d的乙烯-醋酸乙烯共聚物的醋酸乙烯酯含量28%,熔融指数400;所述规格a,b,c,d四种乙烯-醋酸乙烯共聚物的重量比为(20-25):(10-15):(5-10):(2-10)。
3、上述背胶在制备完成后冷却水中造粒并风干,但造粒后的胶体正常使用较为不便,重新加热使用的胶液时间久了容易因为温度较低发生浓稠凝固的情况,造成使用涂胶不便的问题,为此,我们提供一种背胶及其制备方法。
技术实现思路
1、本发明的目的在于提供一种背胶及其制备方法,以解决上述背景技术中提出的现有的背胶在制备完成后冷却水中造粒并风干,但造粒后的胶体正常使用较为不便,重新加热使用的胶液时间久了容易因为温度较低发生浓稠凝固的情况,造成使用涂胶不便的问题。
2、为实现上述目的,本发明提供如下技术方案:一种背胶,包括以下组分:
3、水30-50份;
4、淀粉20-30份;
5、糊精10-20份;
6、聚乙烯醇4-17份;
7、羧甲基纤维素6-14份。
8、优选的,所述的一种背胶的制备方法,包括以下步骤:
9、步骤一:将水、淀粉、糊精、聚乙烯醇和羧甲基纤维素按照比例混合配比后,注入制备装置的胶液池中,然后按下供电开关,使得配电箱为加热内板供电,加热内板通电后对胶液池内部的胶液进行加热处理;
10、步骤二:将一片离型膜铺设到输送机的上端位置上,离型膜的长度等于两个支撑载架之间的间距,接着用辊刷蘸取胶液池内部的胶液,并将胶液涂抹到离型膜的上表面位置上;
11、步骤三:涂抹均匀后,将背胶所用的带装饰图案底纸铺设到离型膜的上端,带装饰底纸的尺寸与预先铺设离型膜的尺寸相等,铺设均匀后,通过伸缩式液压缸带动顶座连板下压,将带装饰图案的底纸与离型膜粘合贴合,涂抹的胶液冷却至常温浓稠状态保留在带装饰图案的底纸与离型膜之间;
12、步骤四:接着开启输送机,将贴合的背胶半成品输送到龙门架所在的位置,通过切割刀板和测量标尺将背胶半成品在端位台座上切割成多块长宽相等的方形结构;
13、步骤五:将得到的多块方形结构半成品分别在切割模具上切割成多块尺寸相等的正方形块状结构,得到成品的块状背胶,使用时撕掉离型膜便可将带装饰图案的底纸贴附到附着物上;
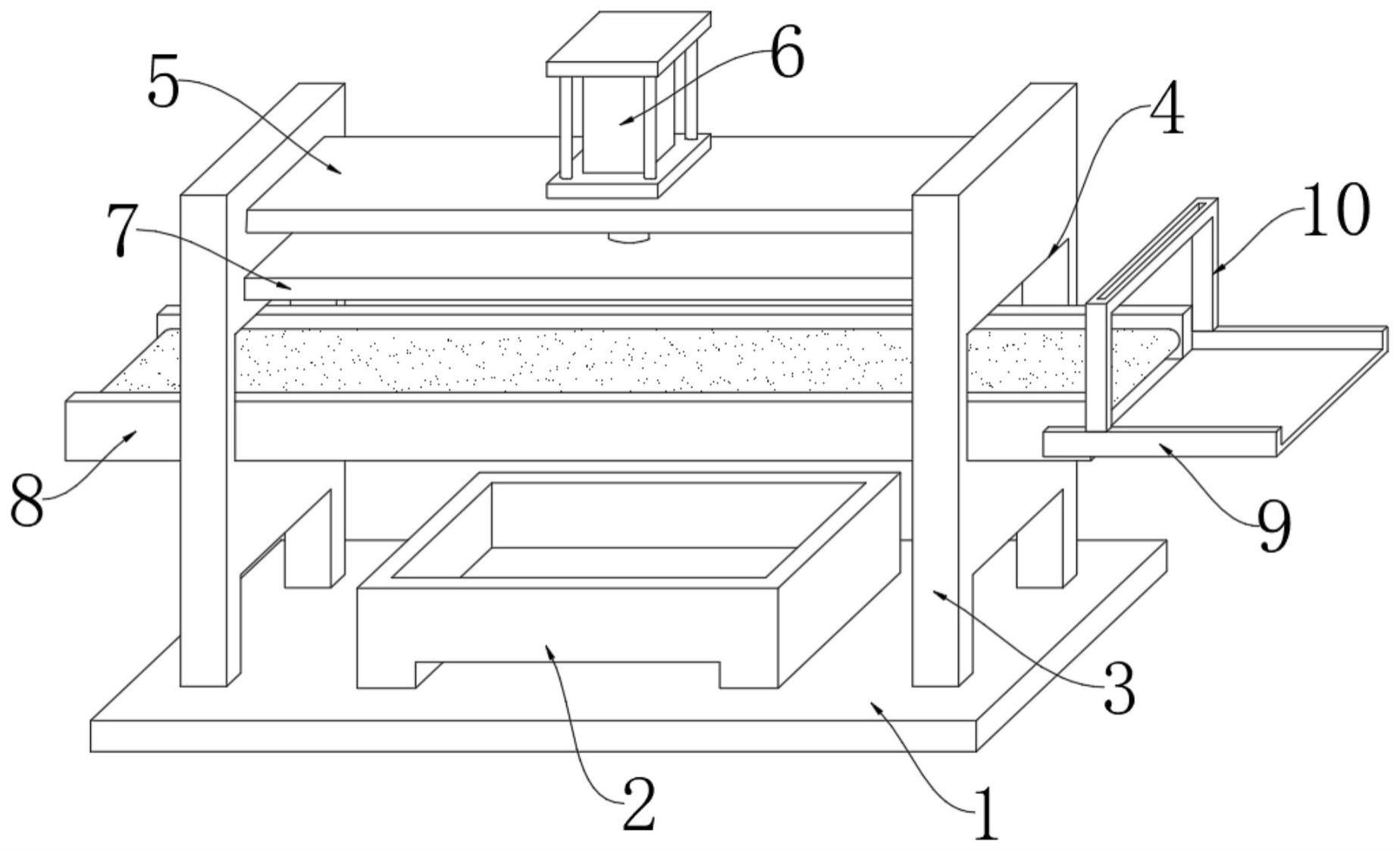
14、其中,制备装置包括装置平台,装置平台的两端设置有胶液池,胶液池的两侧均设置有支撑载架,两个支撑载架均与装置平台一体成型设置,两个支撑载架的内部均设置有内撑穿槽,两个内撑穿槽的内部安装有输送机,输送机的一端安装有端位台座,两个支撑载架之间设置有顶座连板,顶座连板与两个支撑载架一体成型设置。
15、优选的,所述端位台座的上端设置有龙门架,龙门架与端位台座一体成型设置,所述龙门架的内部设置有穿接槽,穿接槽与龙门架一体成型设置,所述穿接槽的内部设置有切割刀板,所述切割刀板的上端设置有提拉把,提拉把与切割刀板一体成型设置。
16、优选的,所述端位台座的内部设置有内座板,内座板与端位台座一体成型设置,所述内座板的上表面与切割刀板对应的位置上设置有落刀槽,落刀槽与内座板一体成型设置。
17、优选的,所述顶座连板的上端设置有伸缩式液压缸,所述伸缩式液压缸的活塞杆上安装有整平压板,整平压板的宽度与输送机输送轨道的宽度相等。
18、优选的,所述胶液池的底部设置有配电箱,所述胶液池的内部设置有加热内板,所述配电箱与加热内板之间设置有供电开关,配电箱的输出端与供电开关的输入端电性连接,供电开关的输出端与加热内板的输入端电性连接。
19、优选的,所述步骤五中的切割模具包括切割模座和内连模板,切割模座的内部设置有内模槽,内模槽与切割模座一体成型设置,所述内模槽的内部设置有内衬连座,内衬连座和切割模座一体成型设置。
20、优选的,所述内衬连座的内部设置有切割缝,切割缝与内衬连座一体成型设置。
21、优选的,所述内连模板的底部设置有十字切刀,十字切刀与内连模板一体成型设置,内连模板的尺寸与内模槽的口径相等,内连模板通过十字切刀与内衬连座内部的切割缝对应连接。
22、优选的,所述端位台座的一侧内壁上设置有测量标尺,测量标尺与端位台座的内壁粘胶固定连接。
23、与现有技术相比,本发明的有益效果是:
24、1、本发明取消背胶造粒加工的步骤,改为将背胶直接加工成可直接使用的背胶成品贴,将得到的多块方形结构半成品分别在切割模具上切割成多块尺寸相等的正方形块状结构,得到成品的块状背胶,使用时撕掉离型膜便可将带装饰图案的底纸贴附到附着物上,克服了现有的背胶在制备完成后冷却水中造粒并风干,但造粒后的胶体正常使用较为不便,重新加热使用的胶液时间久了容易因为温度较低发生浓稠凝固的情况,造成使用涂胶不便的问题。
25、2、通过将背胶所用的带装饰图案底纸铺设到离型膜的上端,带装饰底纸的尺寸与预先铺设离型膜的尺寸相等,铺设均匀后,通过伸缩式液压缸带动顶座连板下压,将带装饰图案的底纸与离型膜粘合贴合,涂抹的胶液冷却至常温浓稠状态保留在带装饰图案的底纸与离型膜之间,达到便于成型加工背胶贴的目的。
技术特征:
1.一种背胶,包括以下组分:
2.根据权利要求1所述的一种背胶的制备方法,其特征在于:包括以下步骤:
3.根据权利要求2所述的一种背胶的制备方法,其特征在于:所述端位台座(9)的上端设置有龙门架(10),龙门架(10)与端位台座(9)一体成型设置,所述龙门架(10)的内部设置有穿接槽(11),穿接槽(11)与龙门架(10)一体成型设置,所述穿接槽(11)的内部设置有切割刀板(12),所述切割刀板(12)的上端设置有提拉把(13),提拉把(13)与切割刀板(12)一体成型设置。
4.根据权利要求3所述的一种背胶的制备方法,其特征在于:所述端位台座(9)的内部设置有内座板(14),内座板(14)与端位台座(9)一体成型设置,所述内座板(14)的上表面与切割刀板(12)对应的位置上设置有落刀槽(15),落刀槽(15)与内座板(14)一体成型设置。
5.根据权利要求4所述的一种背胶的制备方法,其特征在于:所述顶座连板(5)的上端设置有伸缩式液压缸(6),所述伸缩式液压缸(6)的活塞杆上安装有整平压板(7),整平压板(7)的宽度与输送机(8)输送轨道的宽度相等。
6.根据权利要求5所述的一种背胶的制备方法,其特征在于:所述胶液池(2)的底部设置有配电箱(23),所述胶液池(2)的内部设置有加热内板(24),所述配电箱(23)与加热内板(24)之间设置有供电开关(25),配电箱(23)的输出端与供电开关(25)的输入端电性连接,供电开关(25)的输出端与加热内板(24)的输入端电性连接。
7.根据权利要求6所述的一种背胶的制备方法,其特征在于:所述步骤五中的切割模具包括切割模座(17)和内连模板(21),切割模座(17)的内部设置有内模槽(18),内模槽(18)与切割模座(17)一体成型设置,所述内模槽(18)的内部设置有内衬连座(19),内衬连座(19)和切割模座(17)一体成型设置。
8.根据权利要求7所述的一种背胶的制备方法,其特征在于:所述内衬连座(19)的内部设置有切割缝(20),切割缝(20)与内衬连座(19)一体成型设置。
9.根据权利要求8所述的一种背胶的制备方法,其特征在于:所述内连模板(21)的底部设置有十字切刀(22),十字切刀(22)与内连模板(21)一体成型设置,内连模板(21)的尺寸与内模槽(18)的口径相等,内连模板(21)通过十字切刀(22)与内衬连座(19)内部的切割缝(20)对应连接。
10.根据权利要求9所述的一种背胶的制备方法,其特征在于:所述端位台座(9)的一侧内壁上设置有测量标尺(16),测量标尺(16)与端位台座(9)的内壁粘胶固定连接。
技术总结
本发明公开了一种背胶及其制备方法,涉及背胶制备技术领域,为解决现有的背胶在制备完成后冷却水中造粒并风干,但造粒后的胶体正常使用较为不便,重新加热使用的胶液时间久了容易因为温度较低发生浓稠凝固的情况,造成使用涂胶不便的问题。包括以下组分:水30‑50份;淀粉20‑30份;糊精10‑20份;聚乙烯醇4‑17份;羧甲基纤维素6‑14份,所述的一种背胶的制备方法,包括以下步骤:步骤一:将水、淀粉、糊精、聚乙烯醇和羧甲基纤维素按照比例混合配比后,注入制备装置的胶液池中,然后按下供电开关,使得配电箱为加热内板供电,加热内板通电后对胶液池内部的胶液进行加热处理;步骤二:将一片离型膜铺设到输送机的上端位置上。
技术研发人员:陈章国,张梦军
受保护的技术使用者:苏州思立达电子有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!