汽车下冲压摆臂总成的制作方法
1.本实用新型涉及汽车悬架技术领域,具体为汽车下冲压摆臂总成。
背景技术:
2.悬架是汽车的车架(或承载式车身)与车桥(或车轮)之间的一切传力连接装置的总称,其作用是传递作用在车轮和车架之间的力和力扭,并且缓冲由不平路面传给车架或车身的冲击力,并减少由此引起的震动,以保证汽车能平顺地行驶,具体为汽车下冲压摆臂总成;
3.目前大部分的汽车下冲压摆臂总成的连接结构不够稳定,质量较差,在使用一段时间后导致下摆臂弯曲,且衬套容易松动,造成一定的危险性。
技术实现要素:
4.本实用新型的目的在于提供汽车下冲压摆臂总成,以解决上述背景技术中提出的目前大部分的汽车下冲压摆臂总成的连接结构不够稳定,质量较差,在使用一段时间后导致下摆臂弯曲,且衬套容易松动,造成一定的危险性的问题。
5.为实现上述目的,本实用新型提供如下技术方案:汽车下冲压摆臂总成,包括控制臂焊接合件,所述控制臂焊接合件的下部设置有轴套一,所述轴套一的内侧设置有大衬套,所述大衬套的内侧设置有胶厚端一,所述控制臂焊接合件的底部设置有轴套二,所述轴套二的内侧设置有小衬套,所述小衬套的内侧设置有胶厚端二,所述控制臂焊接合件的上部开设有安装孔,所述安装孔的内侧设置有平头铆钉,所述平头铆钉的外侧设置有悬挂球头合件,所述悬挂球头合件的外侧开设有卯孔。
6.优选的,所述控制臂焊接合件为倒“r”形结构,所述控制臂焊接合件采用热轧低碳钢材质制成,热轧低碳钢aphc冲压等级为c级,含碳量范围为0.1
‑
0.15%左右,最小屈服强度不大于300mpa,抗拉强度大于等于270mpa,采用酸洗表面,使控制臂焊接合件的钢性优异,强度高,不易腐蚀,由于热轧低碳钢的超高强度,具有极高的机械安全性,使控制臂焊接合件的质量高,使用寿命延长。
7.优选的,所述大衬套与轴套一为冲压连接,所述大衬套的推脱力大于等于15kn,所述胶厚端一与大衬套为粘黏连接,所述胶厚端一、胶厚端二采用天然橡胶材质,天然橡胶具有弹性大、拉伸强度高、耐碱性较好,抗撕裂性和耐磨性良好、易于与其它材料粘合的特点,并添加防老剂,增强胶厚端一、胶厚端二的耐老化性能,防止高温和光照加速老化,通过胶厚端一、胶厚端二采用的天然橡胶,起到减震缓冲的作用。
8.优选的,所述小衬套与轴套二为冲压连接,所述小衬套的推脱力大于等于1.2kn,所述胶厚端二与小衬套为粘黏连接,所述小衬套为圆柱形结构,所述小衬套的安装方向与大衬套的安装方向相对垂直,通过大衬套、小衬套的设置,起到控制臂焊接合件减震缓冲的作用。
9.优选的,所述安装孔在控制臂焊接合件的上部呈三角形分布有三个,所述卯孔在
悬挂球头合件的外侧呈三角形分布有三个,所述安装孔与卯孔的直径相同,所述平头铆钉贯穿于安装孔和卯孔,所述控制臂焊接合件通过平头铆钉与悬挂球头合件为冲铆连接,将悬挂球头合件上的卯孔与控制臂焊接合件上的安装孔对齐,通过平头铆钉进行冲压,使控制臂焊接合件与悬挂球头合件固定,通过平头铆钉三角形分布使控制臂焊接合件与悬挂球头合件连接稳固。
10.优选的,所述悬挂球头合件的摆角为25
°
~28
°
,所述悬挂球头合件的转动力矩为3n
·
m~6n
·
m,通过悬挂球头合件的设置,增加控制臂焊接合件的抗震强度,降低机械传动造成的冲击力。
11.与现有技术相比,本实用新型的有益效果是:
12.1、该汽车下冲压摆臂总成,将悬挂球头合件上的卯孔与控制臂焊接合件上的安装孔对齐,控制臂焊接合件通过平头铆钉与悬挂球头合件冲铆连接,使控制臂焊接合件与悬挂球头合件固定,通过平头铆钉三角形分布使控制臂焊接合件与悬挂球头合件连接稳固,通过悬挂球头合件的设置,增加控制臂焊接合件的抗震强度,降低机械传动造成的冲击力;
13.2、该汽车下冲压摆臂总成,大衬套与轴套一为冲压连接,大衬套的推脱力大于等于15kn,小衬套与轴套二为冲压连接,小衬套的推脱力大于等于1.2kn,胶厚端一、胶厚端二采用天然橡胶材质,通过大衬套、小衬套的设置,起到控制臂焊接合件减震缓冲的作用,控制臂焊接合件采用热轧低碳钢材质制成,热轧低碳钢aphc冲压等级为c级,含碳量范围为0.1
‑
0.15%左右,最小屈服强度不大于300mpa,抗拉强度大于等于270mpa,采用酸洗表面,使控制臂焊接合件的钢性优异,强度高,不易腐蚀,由于热轧低碳钢的超高强度,具有极高的机械安全性,使控制臂焊接合件的质量高,使用寿命延长。
附图说明
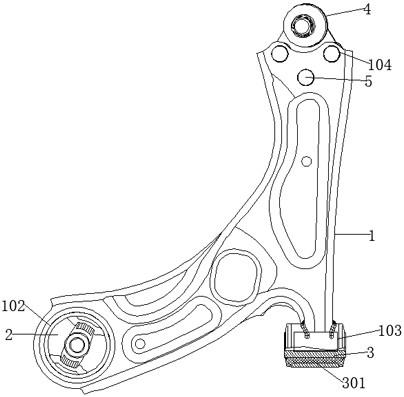
14.图1为本实用新型正视结构示意图;
15.图2为本实用新型侧视结构示意图;
16.图3为本实用新型悬挂球头合件剖面结构示意图;
17.图4为本实用新型悬挂球头合件侧视结构示意图;
18.图5为本实用新型大衬套侧视结构示意图。
19.图中:1、控制臂焊接合件;2、大衬套;3、小衬套;4、悬挂球头合件;5、平头铆钉;102、轴套一;103、轴套二;104、安装孔;201、胶厚端一;301、胶厚端二;401、卯孔。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1
‑
5,本实用新型提供技术方案:汽车下冲压摆臂总成,包括控制臂焊接合件1,控制臂焊接合件1为倒“r”形结构,控制臂焊接合件1采用热轧低碳钢材质制成,热轧低碳钢aphc冲压等级为c级,含碳量范围为0.1
‑
0.15%左右,最小屈服强度不大于300mpa,抗拉强度大于等于270mpa,采用酸洗表面,使控制臂焊接合件1的钢性优异,强度高,不易腐
蚀,由于热轧低碳钢的超高强度,具有极高的机械安全性,使控制臂焊接合件1的质量高,使用寿命延长;
22.控制臂焊接合件1的下部设置有轴套一102,轴套一102的内侧设置有大衬套2,大衬套2的内侧设置有胶厚端一201,大衬套2与轴套一102为冲压连接,大衬套2的推脱力大于等于15kn,胶厚端一201与大衬套2为粘黏连接,胶厚端一201、胶厚端二301采用天然橡胶材质,天然橡胶具有弹性大、拉伸强度高、耐碱性较好,抗撕裂性和耐磨性良好、易于与其它材料粘合的特点,并添加防老剂,增强胶厚端一201、胶厚端二301的耐老化性能,防止高温和光照加速老化,通过胶厚端一201、胶厚端二301采用的天然橡胶,起到减震缓冲的作用,控制臂焊接合件1的底部设置有轴套二103,轴套二103的内侧设置有小衬套3,小衬套3的内侧设置有胶厚端二301,小衬套3与轴套二103为冲压连接,小衬套3的推脱力大于等于1.2kn,胶厚端二301与小衬套3为粘黏连接,小衬套3为圆柱形结构,小衬套3的安装方向与大衬套2的安装方向相对垂直,通过大衬套2、小衬套3的设置,起到控制臂焊接合件1减震缓冲的作用;
23.控制臂焊接合件1的上部开设有安装孔104,安装孔104的内侧设置有平头铆钉5,安装孔104在控制臂焊接合件1的上部呈三角形分布有三个,卯孔401在悬挂球头合件4的外侧呈三角形分布有三个,安装孔104与卯孔401的直径相同,平头铆钉5贯穿于安装孔104和卯孔401,控制臂焊接合件1通过平头铆钉5与悬挂球头合件4为冲铆连接,将悬挂球头合件4上的卯孔401与控制臂焊接合件1上的安装孔104对齐,通过平头铆钉5进行冲压,使控制臂焊接合件1与悬挂球头合件4固定,通过平头铆钉5三角形分布使控制臂焊接合件1与悬挂球头合件4连接稳固,平头铆钉5的外侧设置有悬挂球头合件4,悬挂球头合件4的外侧开设有卯孔401,悬挂球头合件4的摆角为25
°
~28
°
,悬挂球头合件4的转动力矩为3n
·
m~6n
·
m,通过悬挂球头合件4的设置,增加控制臂焊接合件1的抗震强度,降低机械传动造成的冲击力。
24.工作原理:首先,将悬挂球头合件4上的卯孔401与控制臂焊接合件1上的安装孔104对齐,控制臂焊接合件1通过平头铆钉5与悬挂球头合件4冲铆连接,使控制臂焊接合件1与悬挂球头合件4固定,通过平头铆钉5三角形分布使控制臂焊接合件1与悬挂球头合件4连接稳固,通过悬挂球头合件4的设置,增加控制臂焊接合件1的抗震强度,降低机械传动造成的冲击力,大衬套2与轴套一102为冲压连接,大衬套2的推脱力大于等于15kn,小衬套3与轴套二103为冲压连接,小衬套3的推脱力大于等于1.2kn,胶厚端一201、胶厚端二301采用天然橡胶材质,天然橡胶具有弹性大、拉伸强度高、耐碱性较好,抗撕裂性和耐磨性良好、易于与其它材料粘合的特点,并添加防老剂,增强胶厚端一201、胶厚端二301的耐老化性能,防止高温和光照加速老化,通过大衬套2、小衬套3的设置,起到控制臂焊接合件1减震缓冲的作用,控制臂焊接合件1采用热轧低碳钢材质制成,热轧低碳钢aphc冲压等级为c级,含碳量范围为0.1
‑
0.15%左右,最小屈服强度不大于300mpa,抗拉强度大于等于270mpa,采用酸洗表面,使控制臂焊接合件1的钢性优异,强度高,不易腐蚀,由于热轧低碳钢的超高强度,具有极高的机械安全性,使控制臂焊接合件1的质量高,使用寿命延长。
25.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1