一种传动轴装配固定工装及传动轴和后桥的装配方法与流程
1.本发明属于汽车部件零部件装配辅助固定工装,具体涉及一种整车在装配传动轴的过程中,用于固定传动轴,防止传动轴在圆周方向转动,以便于装配的一种工装,以及提供了一种利用该工装实现传动轴和后桥的装配方法。
背景技术:
2.传动轴是汽车传动系统中的关键传动部件,如图1所示,在整车装配传动轴时,需要用安装螺栓4将传动轴法兰31与变速器输出法兰11及后桥输入法兰21连接,将发动机扭矩经变速器通过传动轴传递到后桥,实现后轮驱动。在整车装配安装螺栓4前,需要将传动轴3转动至传动轴法兰31与变速器输出法兰11及后桥输入法兰21的螺栓孔对正,并将安装螺栓4调整到便于拧紧工具装配的位置;在拧紧过程中传动轴3受螺栓拧紧扭矩的作用有转动的风险可能导致装配困难或拧紧扭矩无法达到设计要求,需要在装配安装螺栓4时将传动轴在旋转方向上固定,同时保证固定的便利性和不损伤传动外观质量。
3.通过专利检索,检索到“cn201620854327.x 一种用于变速器输出轴与传动轴紧固的防转工装
ꢀ”
的专利,该专利涉及一种用于变速器输出轴与传动轴紧固的防转工装,包括工装本体,其特征是:所述工装本体呈“y”形,由扳柄和与其连接的两个扳头组成,所述扳头的端部设有正十二边形的通孔。其能够避免在紧固传动轴法兰与变速器输出法兰及后桥输入法兰时,传动轴出现跟转的现象。
4.该专利工装的扳头规格固定,仅能针对使用特定规格螺栓头的传动轴装配时进行防转,对不同规格的螺栓头,需要定制不同扳头的工装,通用性差;且使用时,需要将两个扳头的正十二边形通孔对正螺栓头才能套入,影响效率。
技术实现要素:
5.本发明专利提供了一种传动轴装配固定工装及利用传动轴装配固定工装实现传动轴和后桥的装配方法,便于在传动轴与变速器及后桥在装配过程中,防止传动轴在圆周方向转动;可适用于不同规格传动轴,适应性好,操作简便可靠,具备独创性。
6.本发明的技术方案为:本发明提供了一种传动轴装配固定工装,包括:手柄架,所述手柄架上设置有多排水平布置的第一安装孔;装配在手柄架上的两组支撑架,各组支撑架内均装配有用于与传动轴法兰的凹槽位置接触的压紧滚轮;各组支撑架通过销子可拆卸地与手柄架的第一安装孔形成装配。
7.优选地,每一组支撑架由相对两个的支架构成,两个相对设置的支架沿竖向方向设置有至少一排第二安装孔,压紧滚轮布置在两个相对设置的支架之间,且压紧滚轮通过销子可拆卸地与两个支架上的第二安装孔装配。
8.优选地,两个相对设置的支架上设置有与第一安装孔形成匹配的第三安装孔,销
子依次穿过第一个支架的第三安装孔、手柄架的第一安装孔和第二个支架的第三安装孔后与垫片及锁销形成固定。
9.优选地,销子依次穿过第一个支架的第二安装孔、压紧滚轮和第二个支架的第二安装孔后与垫片及锁销形成固定。
10.本发明还提供了一种利用上述的传动轴装配固定工装实现传动轴和后桥的装配方法,所述方法包括:根据待装配的传动轴法兰的规格,调整支撑架在手柄架上的安装位置以及调整压紧滚轮在支撑架内的安装位置,使两个压紧滚轮之间的距离以及两个压紧滚轮的高度调节到与传动轴法兰上的凹槽相匹配的状态;将两个压紧滚轮分别与传动轴法兰的两侧凹槽相贴合,使传动轴装配固定工装形成对传动轴法兰的夹持状态;转动传动轴装配固定工装,使传动轴法兰上的螺栓孔转动到与后桥输入法兰的螺栓孔相对的状态;使用扳手拧紧装配至传动轴法兰的螺栓孔和后桥输入法兰的螺栓孔中的连接螺栓;在拧紧连接螺栓的过程中,若出现传动轴偏离原装配位置的情形,则通过对传动轴装配固定工装施加与拧紧扭矩相反的作用力,使传动轴装配固定工装带动传动轴回位到原装配位置。
11.本发明的有益效果为:利用传动轴装配固定工装上的压紧滚轮夹持在传动轴法兰的凹槽位置,防止传动轴在圆周方向转动。通过调整支架在手柄架的安装孔上的安装位置,可以调节压紧滚轮之间的距离;通过调整压紧滚轮在支架安装孔上的安装位置,可以调节压紧滚轮的高度,从而实现夹持不同规格传动轴法兰。具有制作简单,使用可靠,方便省力,易于调节,适用范围广,不损伤传动轴外观质量的优点。
附图说明
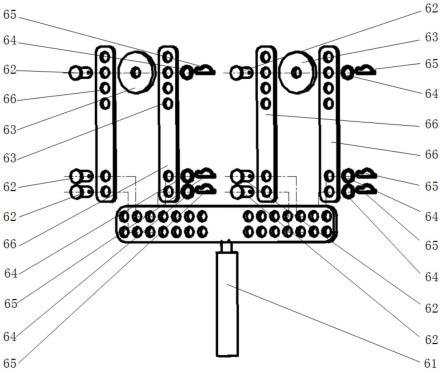
12.图1是现有技术中的传动轴装配示意图;图2是本发明实施例中传动轴装配固定工装的应用示意图;图3是本发明实施例中的传动轴装配固定工装的结构示意图;图中:1-变速器,11-变速器输出法兰,2-后桥,21-后桥输入法兰,3-传动轴,31-传动轴法兰,4-安装螺栓,5-扳手,6-传动轴装配固定工装,61-手柄架,62-销子,63-压紧滚轮,64-垫片,65-锁销,66-支架。
具体实施方式
13.如图3所示,本实施例提供了一种传动轴装配固定工装6,包括:手柄架61,所述手柄架61上设置有多排水平布置的第一安装孔;装配在手柄架61上的两组支撑架,各组支撑架内均装配有用于与传动轴法兰31的凹槽位置接触的压紧滚轮63;各组支撑架通过销子62可拆卸地与手柄架61的第一安装孔形成装配。
14.每一组支撑架由相对两个的支架66构成,两个相对设置的支架66沿竖向方向设置有至少一排第二安装孔,压紧滚轮63布置在两个相对设置的支架66之间,且压紧滚轮63通过销子62可拆卸地与两个支架66上的第二安装孔装配。
15.两个相对设置的支架66上设置有与第一安装孔形成匹配的第三安装孔,销子62依次穿过第一个支架66的第三安装孔、手柄架61的第一安装孔和第二个支架66的第三安装孔后与垫片64及锁销65形成固定。
16.销子62依次穿过第一个支架66的第二安装孔、压紧滚轮63和第二个支架66的第二安装孔后与垫片64及锁销65形成固定。
17.如图2所示,以传动轴3与后桥2装配为例,说明传动轴装配固定工装6的使用方式,首先根据传动轴法兰31的规格大小,通过调整支架66的第三安装孔在手柄架61的第一安装孔上的安装位置,调节两个压紧滚轮63之间的距离;通过调整压紧滚轮63在支架66的第二安装孔上的安装位置,调节压紧滚轮63的高度,将传动轴装配固定工装6的夹持尺寸调整到与传动轴法兰31的凹槽尺寸相匹配的大小。
18.手握手柄架61将传动轴装配固定工装6夹持住传动轴法兰31的凹槽位置,就可用传动轴装配固定工装6转动传动轴3至传动轴法兰31与后桥输入法兰21的螺栓孔对正,手动将安装螺栓4拧入螺栓孔4至5牙后,用扳手5拧紧连接传动轴法兰31和后桥输入法兰21的安装螺栓4,在螺栓拧紧过程中,由于拧紧扭矩产生的顺时针转矩将带动传动轴3顺时针旋转偏离原装配位置,带来装配不便同时造成螺栓拧紧扭矩不足。此时,操作人员通过传动轴装配固定工装6夹持传动轴法兰31的凹槽位置,施加与拧紧扭矩大小相等的逆时针扭矩,防止传动轴3在圆周方向转动,完成安装螺栓4正确装配。装配过程中,由于传动轴装配固定工装6与传动轴法兰31的凹槽位置接触面为压紧滚轮63,接触面为滚动摩擦,不会产生刮伤破坏传动轴3表面质量。
19.针对不同规格传动轴法兰,均可通过调整支架66的第三安装孔在手柄架61的第一安装孔上的安装位置,调节压紧滚轮63之间的距离;通过调整压紧滚轮63在支架66的第二安装孔上的安装位置,调节压紧滚轮63的高度,实现调节压紧滚轮63,匹配不同规格传动轴法兰尺寸,实现夹持传动轴法兰,防止传动轴在圆周方向转动的作用。
20.拆卸传动轴法兰31和后桥输入法兰21连接的安装螺栓4时,同样可以使用传动轴装配固定工装6夹持传动轴法兰31的凹槽位置,施加与扳手5拧紧扭矩大小相等的顺时针扭矩,防止传动轴在圆周方向转动,完成安装螺栓4拆卸。
21.装配与拆卸传动轴法兰31与变速器输出法兰11连接的安装螺栓4时,方法相同。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1