轮辋的制作方法
1.本实用新型涉及一种轮辋。
背景技术:
2.轮辋俗称轮圈,是在车轮上周边安装和支撑轮胎的部件,与轮辐组成车轮。轮辋的常见形式主要有两种:深槽轮辋和平底轮辋。对于深槽轮辋,这种轮辋是整体的,其断面中部为一深凹槽。它有带肩的凸缘,用以安放外胎的胎圈,其肩部通常略向中间倾斜,倾斜部分的最大直径即称为轮胎胎圈与轮辋的着合直径。断面的中部制成深凹槽,以便于外胎的拆装。深槽轮辋的结构简单、刚度大、质量较小,对于小尺寸弹性较大的轮胎最适宜。
3.随着农用机械设备的重量逐渐增加,对轮辋的结构强度和支撑能力提出了更高的要求,目前,解决提升轮辋结构强度的方式是选用更厚材质、更高强度的钢材制造轮辋,但是会导致轮辋的自重上升、成本变高。
技术实现要素:
4.本实用新型要解决的技术问题是为了克服现有技术中轮辋重量较重、成本较高以及自身强度较低的缺陷,提供一种轮辋。
5.本实用新型是通过下述技术方案来解决上述技术问题:
6.一种轮辋,其特征在于,所述轮辋的宽度为411mm,所述轮辋的外径为 919.2mm,所述轮辋的外周面的中部具有沿所述轮辋的外周面周向设置的圆环形凹槽,所述轮辋在所述圆环形凹槽处的内径为816.4mm,所述圆环形凹槽具有第一端和第二端;
7.所述轮辋还具有自靠近所述第一端、且远离所述第二端的方向依次向上延伸的第一过渡面、第二过渡面、第三过渡面、第一斜面、第四过渡面、第一外凸缘,所述第一端、所述第一过渡面、所述第二过渡面、所述第三过渡面、所述第一斜面、所述第四过渡面、所述第一外凸缘依次连接,所述第一斜面上开设有横滚直纹;
8.所述轮辋还具有自靠近所述第二端、且远离所述第一端的方向依次向上延伸的第五过渡面、第六过渡面、第二斜面、第七过渡面、第二外凸缘,所述第二端、所述第五过渡面、所述第六过渡面、所述第二斜面、所述第七过渡面、所述第二外凸缘依次连接;
9.所述第一过渡面、所述第三过渡面、所述第四过渡面、所述第七过渡面为圆弧面,且其各自的材料厚度大于其两端连接部分的材料厚度;
10.所述第五过渡面为圆弧面,所述第五过渡面的材料厚度大于所述圆环形凹槽的材料厚度;
11.所述第六过渡面为圆弧面,所述第六过渡面的材料厚度大于所述第二斜面的材料厚度。
12.较佳地,所述第一外凸缘包括自靠近所述第一端、且远离所述第二端的方向依次向上延伸的第一连接面、第一弧形面和第一外侧面,所述第四过渡面、所述第一连接面、所述第一弧形面和所述第一外侧面依次连接,所述第一连接面垂直于所述圆环形凹槽的外周
面,所述第一弧形面的材料厚度大于所述第一连接面和所述第一外侧面的材料厚度。
13.较佳地,所述第二外凸缘包括自靠近所述第二端、且远离所述第一端的方向依次向上延伸的第二连接面、第二弧形面和第二外侧面,所述第七过渡面、所述第二连接面、所述第二弧形面和所述第二外侧面依次连接,所述第二连接面垂直于所述圆环形凹槽的外周面,所述第二弧形面的材料厚度大于所述第二连接面和所述第二外侧面的材料厚度。
14.较佳地,所述第一外凸缘和所述第二外凸缘的宽度均为15mm,所述第一弧形面和所述第二弧形面的圆弧半径均为11mm。
15.较佳地,所述第一过渡面和所述第五过渡面的圆弧半径为11mm,所述第三过渡面和所述第六过渡面的圆弧半径为10mm,所述第四过渡面和所述第七过渡面的圆弧半径为6mm。
16.较佳地,所述第一斜面和所述第二斜面与所述圆环形凹槽的外周面的夹角均为5
°
。
17.较佳地,所述第一斜面上的所述横滚直纹的宽度为27mm,所述横滚直纹距所述第一外凸缘的最小距离为8.5mm。
18.较佳地,在所述轮辋的宽度方向具有中分平面,所述第一端与所述第二端、所述第四过渡面和所述第七过渡面、所述第一外凸缘和所述第二外凸缘分别关于所述中分平面对称。
19.较佳地,所述轮辋上还设有气嘴安装孔,所述气嘴安装孔设于所述轮辋的外周面靠近所述第一外凸缘的一侧。
20.较佳地,所述轮辋通过圆筒结构辊压成型,所述圆筒结构的初始厚度为 7-12mm,所述第一斜面和所述第二斜面的材料厚度相较于初始厚度减小0
‑ꢀ
3.5mm,所述第一过渡面、所述第三过渡面、所述第四过渡面、所述第五过渡面、所述第七过渡面和所述第七过渡面的材料厚度相较于材料的初始厚度增大0.5-1.5mm。
21.本实用新型的积极进步效果在于:
22.该轮辋,通过增加过渡面处的材料厚度,使得轮辋的过渡面的危险断面强度提高,轮辋的使用寿命能够提升。同时,通过控制轮辋的过渡面两侧的材料厚度,使过渡面两侧的材料厚度小于过渡面的材料厚度,实现控制重量的目的,还可以降低制造成本。
附图说明
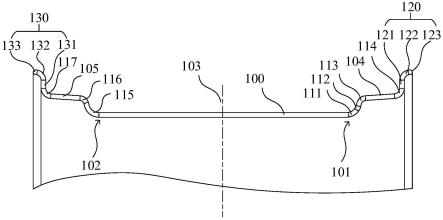
23.图1为本实用新型一实施例的轮辋的结构示意图。
24.图2为本实用新型一实施例的轮辋的截面图(一)。
25.图3为本实用新型一实施例的轮辋的截面图(二)。
26.附图标记说明:
27.圆环形凹槽100
28.第一端101
29.第二端102
30.中分平面103
31.第一斜面104
32.第二斜面105
33.第一过渡面111
34.第二过渡面112
35.第三过渡面113
36.第四过渡面114
37.第五过渡面115
38.第六过渡面116
39.第七过渡面117
40.第一外凸缘120
41.第一连接段121
42.第一弧形段122
43.第一外侧段123
44.第二外凸缘130
45.第二连接段131
46.第二弧形段132
47.第二外侧段133
48.气嘴安装孔140
49.横滚直纹150
具体实施方式
50.下面举个较佳实施例,并结合附图来更清楚完整地说明本实用新型。
51.本实用新型提供一种轮辋,型号为w15
×
34(34
×
w15l),其结构如图 1所示,该轮辋的宽度l1为轮辋的外径φ1为轮辋的外周面的中部具有沿该轮辋的外周面周向设置的圆环形凹槽100,轮辋在该圆环形凹槽100处的内径φ2为816.4
±
1mm。
52.具体的,如图2所示,轮辋还具有自靠近第一端101、且远离第二端102 的方向依次向上延伸的第一过渡面111、第二过渡面112、第三过渡面113、第一斜面104、第四过渡面114、第一外凸缘120,第一端101、第一过渡面 111、第二过渡面112、第三过渡面113、第一斜面104、第四过渡面114、第一外凸缘120依次连接。轮辋还具有自靠近第二端102、且远离第一端101 的方向依次向上延伸的第五过渡面115、第六过渡面116、第二斜面105、第七过渡面117、第二外凸缘130,第二端102、第五过渡面115、第六过渡面 116、第二斜面105、第七过渡面117、第二外凸缘130依次连接。
53.本实施例中,第一过渡面111、第三过渡面113、第四过渡面114、第七过渡面117为圆弧面,且其各自的材料厚度大于其两端连接部分的材料厚度。
54.在此以第一过渡面111为例:如图2所示,第一过渡面111的两侧分别为圆环形凹槽100和第二过渡面112,第一过渡面111的材料厚度相对圆环形凹槽100和第二过渡面112更厚,提高轮辋在转角处结构强度的同时,使该轮辋的整体重量保持相对较低水平,以在保证轮辋整体强度的同时,实现减重、降本等目的。
55.在本实施例中,第五过渡面115、第六过渡面116为圆弧面,且第五过渡面115的材料厚度大于圆环形凹槽100的材料厚度,第六过渡面116的材料厚度大于第二斜面105的材
料厚度,提高轮辋在转角处结构强度的同时,使该轮辋的整体重量保持相对较低水平,以在保证轮辋整体强度的同时,实现减重、降本等目的。
56.该轮辋,通过增加第一过渡面111、第三过渡面113、第四过渡面114、第五过渡面115、第六过渡面116、第七过渡面117处的材料厚度,使得轮辋的各过渡面的危险断面强度提高,轮辋的使用寿命能够提升。同时,通过控制轮辋的各过渡面两侧的材料厚度,使每个过渡面一侧或两侧的材料厚度小于各过渡面的材料厚度,实现控制重量的目的,还可以降低制造成本。
57.如图2所示,第一外凸缘120包括第一连接段121、第一弧形段122和第一外侧段123,其中,第一连接段121与第三过渡面113连接且垂直于圆环形凹槽100的外周面,该第一弧形段122的材料厚度也大于第一连接段 121和第一外侧段123的材料厚度,使得在第一外凸缘120的第一弧形段122 处的强度得到加强。另外,第二外凸缘130包括第二连接段131、第二弧形段132和第二外侧段133,第二连接段131与第六过渡面116连接且垂直于圆环形凹槽100的外周面,第二弧形段132的材料厚度大于第二连接段131 和第二外侧段133的材料厚度,使得在第二外凸缘130的第二弧形段132处的强度也得到加强。
58.如图3所示,本实施例中,在轮辋的宽度方向具有中分平面103,第一外凸缘120和第二外凸缘130关于中分平面103对称,即第一连接面和第二连接面、第一弧形面和第二弧形面、第一外侧面和第二外侧面分别关于中分平面103对称。第一外凸缘120和第二外凸缘130的尺寸相同,第一外凸缘 120和第二外凸缘130的宽度d1均为15
±
1.5mm,第一弧形段122和第二弧形段132的圆弧半径r4均为11mm,图3中d2为381
±
4.5mm,d4为d4的基本尺寸为25.4mm,上公差为+1.2mm,下公差为-0.4mm,φ3为868.4
±
0.4mm。
59.如图3所示,第一端101与第二端102、第四过渡面114和第七过渡面 117、第一外凸缘120和第二外凸缘130分别关于中分平面103对称。具体地,第四过渡面114和第七过渡面117的圆弧半径r3均为6mm,第一斜面 104和第二斜面105与圆环形凹槽100的外周面的夹角a1均为5
°
60.如图3所示,第五过渡面115的圆弧半径r1为11mm,第六过渡面116 的圆弧半径r2为10mm。
61.如图1所示,在轮辋上还设有气嘴安装孔140,该气嘴安装孔140设于该轮辋的外周面靠近第一外凸缘120的一侧,具体是设置在第一过渡面111 和第二过渡面112的表面上。该气嘴安装孔140的直径为15.7mm。
62.如图1所示,在轮辋的第一斜面104上设有横滚直纹150,滚横向直纹深0.4~0.8,节距为1.6~3.2,宽度d5为27mm,距第一外凸缘120的最小距离d3为8.5mm。
63.本实施例中的轮辋的材质选用440以下的中碳钢,并通过圆筒结构辊压的工艺成型。其中,圆筒结构的初始厚度为7-12mm,对于第一斜面104、第二斜面105、第一连接段121、第二连接段131、第一外侧段123、第二外侧段133的材料厚度相较于初始厚度减小0.5-3.5mm,第一过渡面111、第二过渡面112、第三过渡面113、第四过渡面114、第五过渡面115、第六过渡面 116、第七过渡面117、第一弧形段122、第二弧形段132的壁厚≥3.9mm。通过减薄部分处的材料,将减薄的材料供应至各弧形的过渡面处,用于实现对过渡面材料厚度增厚的目的。
64.现有技术中的轮辋通常采用合金钢材料,由于合金钢材料塑性不好,容易开裂,废
品率高,因此不会采用增厚各过渡面处厚度的方式对轮辋强度进行加强,轮辋各处的厚度通常都是等厚的。而我们采用的包括中碳钢内的普通钢板塑性更优,通过减薄各侧边处的材料厚度,并增厚各过渡面处的材料厚度的方式,使得获得的轮辋强度更高,台架试验可达100万次,远超现有采用合金钢材料的轮辋36万次的试验标准。
65.具体的,本实施例提供的轮辋利用圆周锻造本身以增加材料强度,通过改变锻内模尺寸,放大各过渡面处的尺寸间隙,使其他位置处的材料挤压向间隙处(即过渡面处)移动增厚,使得各过渡面处的危险断面强度大大提高,使用寿命将大大提升。
66.本实施例提供的这种轮辋,是采用创新的六柱冷轧锻造方式一次成型的,由于一次性冷轧成型的轮辋通过对轮辋的圆周进行万吨冷轧锻造成型,因而形成刚性好、重量轻、强度高性能轮辋,在同一材料的情况下,可减重进行轻量化轮辋生产,彻底改变了传统轮辋的生产方式。将传统的三台卧式冷轧滚形机变成一台立式滚形机,简化生产工艺,提高生产速度,更重要是还将现有通过拉伸弯曲变形的工艺改成通过圆周万吨锻打挤压变形的工艺,因此可提高轮辋材料的拉伸和屈服强度,延长使用寿命。通过轮辋转鼓试验可达 100多万次,台架试验寿命长,实际使用寿命大大提升。
67.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式作出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1