具有电路线路的车身组件和车辆的制作方法
1.本技术涉及车辆技术领域,具体涉及一种具有电路线路的车身组件和一种车辆。
背景技术:
2.目前,传统汽车线束系统由电线、接插件、线束包扎物、线束固定卡扣和线束附件构成。汽车线束系统是汽车电路的网络主体,随着人们对汽车的安全性、舒适性、经济性和排放性要求的提高,汽车线束系统变得越来越复杂,相反车身给予线束系统的空间却越来越小,安装固定及总装节拍要求更高。普通乘用车上,线束的长度往往超过3公里,连接器的数量达数百个。在整车组装的过程中,纷繁的车载线束连接和测试环节不能被自动化替代,仍然需要依赖人工,相当费时费力,不能实现自动化生产装配。
技术实现要素:
3.本技术旨在至少解决上述现有技术或相关技术中存在的技术问题之一。
4.为此,本技术的第一方面在于提供一种具有电路线路的车身组件。
5.本技术的第二方面在于提供一种车辆。
6.为实现上述目的,本技术的第一方面实施例提供了一种具有电路线路的车身组件,包括:车身部件;线路,线路位于车身部件中,并与车身部件一体地形成;连接部,连接部设置在车身部件上,连接部的一端与车身部件中的线路连接,另一端相对于车身部件外露,用于连接电器件。
7.本方面实施例提供的具有电路线路的车身组件包括车身部件、线路和连接部,线路和连接部起到连通车辆电路的作用,通过在车身部件制造时就将线路布设在车身部件中,并且,车身部件与线路一体地形成,整个车身组件结构简单,省略了在车体组装后针对电路线路的布线步骤,节省了整车电路线路的布置空间,简化了电路线路的后续组装过程。相比于传统汽车的线束系统,减少了对线束固定及外防护的结构,从而减重降本。进一步地,通过在车身部件上一体设置线路,并设置好线路的连接部,使得电器件装配时直接与连接部对接,即可实现整车电器功能,能进行自动化测试和装配,缩短装配节拍,实现自动化生产。
8.另外,本技术上述实施例提供的具有电路线路的车身组件还可以具有如下附加技术特征:
9.在一些实施例中,线路为印制在车身部件上的印刷线路。其中,印刷线路的性能稳定,工艺成熟;设计上可以标准化,利于互换;布线密度高,体积小,重量轻,占用空间小,并且,有利于机械化、自动化生产。
10.在一些实施例中,线路为模压在车身部件内的导线。其中,导线具有成本低,易于加工生产的优点。
11.在一些实施例中,线路包括电源线和信号线。其中,电源线用于接通车身部件与车辆的电器件的电路,为电器件供电;信号线用于向电器件传递信号,通过电源线和信号线实
现整车电器功能。
12.在一些实施例中,连接部连接在车身部件的表面或模压在车身部件内,连接部包括接口,接口外露于车身部件。如此设置,接口外露于车身部件有利于电器件与连接部的连接,具体地,可以设置电器件与连接部的接口插拔连接,方便电器件的安装及拆卸。
13.在一些实施例中,车身部件为板状或弧面状的车身结构部件;车身部件为构成前舱、驾驶舱、乘员舱、行李舱、货箱底托、货厢围板或货箱顶盖的结构部件。
14.在这些实施例中,对于车身部件做了进一步地限定,车身部件可以为车身组件的一个整体独立结构,如前舱;车身部件也可以为一个板状、弧面状或任意不规则形状的车身结构部件,多个车身部件共同拼装形成车身组件的一个整体独立结构,如前舱。由多个车身部件和线路组成的车身组件组装为整车,将车身组件分为多个车身部件分别加工生产,再对多个车身部件拼装,有利于车身组件的加工生产。进一步地,车身部件包括但不限于前舱、驾驶舱、乘员舱、行李舱、货箱底托、货厢围板和货箱顶盖,线路的数量为多条,并在前舱、驾驶舱、乘员舱、行李舱、货箱底托、货厢围板和货箱顶盖中均设置有线路,多条线路之间通过连接部连接,仅需通过连接部之间的连接即可将整个车身组件的线路连接为一体,方便实现整车电器功能。
15.在一些实施例中,连接部包括公插头和母插头,相邻的车身部件中的一个设置有公插头,另一个设置有母插头,相邻的车身部件之间的线路通过公插头和母插头的配合相互电连接。如此设置,通过公插头和母插头的配合实现相邻的车身部件之间的线路相互电连接,方便相邻的车身部件之间的线路连接,能够缩短装配时长。
16.在一些实施例中,车身部件为塑胶件,线路通过注塑工艺与车身部件一体形成。注塑的工艺成熟,易于实现,且成本低,有利于产品的批量生产。
17.本技术的第二方面实施例提供了一种车辆,包括:本技术第一方面任一实施例所提供的具有电路线路的车身组件。
18.本技术的第二方面实施例所提供的车辆,由于具有本技术第一方面任一实施例提供的具有电路线路的车身组件,因此具有第一方面任一实施例提供的具有电路线路的车身组件的全部有益效果,在此不一一列举。
19.在一些实施例中,电器件,电器件上设置有与连接部相适配的配合部,配合部与连接部插接相连。
20.在一些实施例中,电器件包括灯具系统、电器辅件、电池、电机和电控系统,灯具系统、电器辅件、电池、电机和电控系统分别与连接部电连接以相互连通。通过灯具系统、电器辅件、电池、电机和电控系统与车身部件的线路之间的电连接,实现整车电器功能。
21.将在接下来的描述中部分阐述本实用新型总体构思另外的方面和/或优点,还有一部分通过描述将是清楚的,或者可以经过本实用新型总体构思的实施而得知。
附图说明
22.通过下面结合附图对本技术的实施例进行的描述,本技术的上述和其他目的和特点将会变得更加清楚,其中:
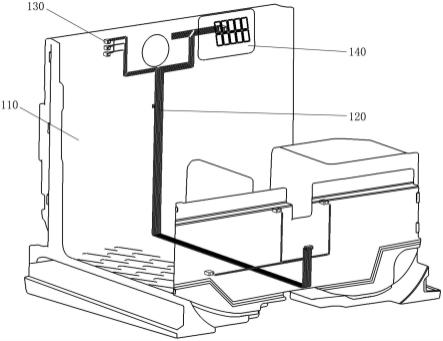
23.图1示出了本技术的一个实施例的车辆的部分结构示意图;
24.图2示出了本技术的一个实施例的车身组件的部分结构示意图;
25.图3示出了本技术的一个实施例的线路及连接部的结构示意图;
26.图4示出了本技术的一个实施例的车身部件的结构示意图。
27.附图标号说明:
28.110车身部件,120线路,130连接部,140电器件。
具体实施方式
29.提供下面的具体实施方式以帮助读者获得对在此描述的方法、设备和/ 或系统的全面理解。然而,在理解本技术的公开之后,在此描述的方法、设备和/或系统的各种改变、修改和等同物将是清楚的。例如,在此描述的操作的顺序仅是示例,并且不限于在此阐述的那些顺序,而是除了必须以特定的顺序发生的操作之外,可如在理解本技术的公开之后将是清楚的那样被改变。此外,为了更加清楚和简明,本领域已知的特征的描述可被省略。
30.在此描述的特征可以以不同的形式来实现,而不应被解释为限于在此描述的示例。相反,已提供在此描述的示例,以仅示出实现在此描述的方法、设备和/或系统的许多可行方式中的一些可行方式,所述许多可行方式在理解本技术的公开之后将是清楚的。
31.如在此使用的,术语“和/或”包括相关联的所列项中的任何一个以及任何两个或更多个的任何组合。
32.尽管在此可使用诸如“第一”、“第二”和“第三”的术语来描述各种构件、组件、区域、层或部分,但是这些构件、组件、区域、层或部分不应被这些术语所限制。相反,这些术语仅用于将一个构件、组件、区域、层或部分与另一构件、组件、区域、层或部分进行区分。因此,在不脱离示例的教导的情况下,在此描述的示例中所称的第一构件、第一组件、第一区域、第一层或第一部分也可被称为第二构件、第二组件、第二区域、第二层或第二部分。
33.在说明书中,当元件诸如,层、区域或基底被描述为“在”另一元件上、“连接到”或“结合到”另一元件时,该元件可直接“在”另一元件上、直接“连接到”或“结合到”另一元件,或者可存在介于其间的一个或多个其他元件。相反,当元件被描述为“直接在”另一元件上、“直接连接到”或“直接结合到”另一元件时,可不存在介于其间的其他元件。
34.在此使用的术语仅用于描述各种示例,并不将用于限制公开。除非上下文另外清楚地指示,否则单数形式也意在包括复数形式。术语“包含”、“包括”和“具有”说明存在叙述的特征、数量、操作、构件、元件和/或它们的组合,但不排除存在或添加一个或多个其他特征、数量、操作、构件、元件和/或它们的组合。术语“多个”代表两个以及两个以上中的任一数量。
35.本技术中的“上”、“下”、“顶部”和“底部”等方位词的限定,均是基于产品处于在正常使用状态下,正立放置时的方位限定。
36.除非另有定义,否则在此使用的所有术语包括技术术语和科学术语具有与由本实用新型所属领域的普通技术人员在理解本实用新型之后通常理解的含义相同的含义。除非在此明确地如此定义,否则术语诸如,在通用词典中定义的术语应被解释为具有与它们在相关领域的上下文和本实用新型中的含义一致的含义,并且不应被理想化或过于形式化地解释。
37.此外,在示例的描述中,当认为公知的相关结构或功能的详细描述将引起对本实用新型的模糊解释时,将省略这样的详细描述。
38.下面将结合图1至图4介绍本实用新型的实施例提供的具有电路线路的车身组件和车辆。
39.如图1和图2所示,本技术的第一方面实施例提供了一种具有电路线路的车身组件,包括:车身部件110;线路120,线路120位于车身部件110中,并与车身部件110一体地形成;连接部130,连接部130设置在车身部件110 上,连接部130的一端与车身部件110中的线路120连接,另一端相对于车身部件110外露,用于连接电器件140。
40.本方面实施例提供的具有电路线路的车身组件包括车身部件110、线路 120和连接部130,线路120和连接部130起到连通车辆电路的作用,通过在车身部件110制造时就将线路120布设在车身部件110中,并且车身部件110 与线路120一体地形成,整个车身组件结构简单,省略了在车体组装后针对电路线路的布线步骤,节省了整车电路线路的布置空间,简化了电路线路的后续组装过程。相比于传统汽车的线束系统,减少了对线束固定及外防护的结构,从而减重降本。进一步地,通过在车身部件110上一体设置线路120,并设置好线路120的连接部130,使得电器件140装配时直接与连接部130 对接,即可实现整车电器功能,能进行自动化测试和装配,缩短装配节拍,实现自动化生产。
41.进一步地,在一些实施例中,线路120为印制在车身部件110上的印刷线路。其中,印刷线路的性能稳定,工艺成熟;设计上可以标准化,利于互换;布线密度高,体积小,重量轻,占用空间小,并且,有利于机械化、自动化生产。
42.作为示例,印刷线路可以为在车身部件110上进行的电路制作,绘制电路板,定义标准接口。
43.进一步地,在另一些实施例中,线路120为模压在车身部件110内的导线。其中,导线具有成本低,易于加工生产的优点。
44.对于线路120的具体设置,在一些实施例中,线路120包括电源线和信号线。其中,电源线用于接通车身部件110与车辆的电器件140的电路,为电器件140供电;信号线用于向电器件140传递信号,通过电源线和信号线实现整车电器功能。
45.如图1和图2所示,对于连接部130的具体设置,在一些实施例中,连接部130连接在车身部件110的表面或模压在车身部件110内,连接部130 包括接口,接口外露于车身部件110。如此设置,接口外露于车身部件110 有利于电器件140与连接部130的连接,具体地,可以设置电器件140与连接部130的接口插拔连接,方便电器件140的安装及拆卸。
46.具体地,如图1、图2和图3所示,连接部130为接线端子等。可选地,连接部130可以通过胶粘、螺钉固定、卡扣固定等方式连接在车身部件110 的表面,既使得连接部130能够固定在车身部件110上指定位置,有利于电器件140与连接部130的接口之间的连接,又由于连接部130整体外露于车身部件110,方便在连接部130出现损坏时进行更换。或者,连接部130模压在车身部件110内,并使得接口外露,这样的结构无需再对连接部130进行二次固定,方便加工生产。
47.对于车身部件110的具体结构,在一些实施例中,如图4所示,图4示出了驾驶舱的结构示意图。车身部件110可以为板状、弧面状或任意不规则形状的车身结构部件;车身部件110为构成包括但不限于以下车身结构的结构部件:前舱、驾驶舱、乘员舱、行李舱、货箱底托、货厢围板或货箱顶盖的。例如,车身部件110可以为一个独立的前舱结构部件构成前舱,也可以由多个车身部件110作为前舱结构部件组成前舱。多个由车身部件110和线路120
组成的车身组件组装为整车,多条线路120分别设置在前舱、驾驶舱、乘员舱、行李舱、货箱底托、货厢围板和货箱顶盖中,多条线路120之间通过连接部130连接。进一步地,车身部件110可以由硬质材料制成,如金属、塑料、复合材料等,也可以由柔性材料制成,如织物、塑胶等。作为示例,车身部件110可以由铝合金、碳纤维、工程塑料中的任一种或任几种制成,铝合金、碳纤维、工程塑料均为轻量化材料,能够大大减轻车身组件的重量,尤其在新能源汽车方面,轻量化材料的设计应用不仅仅是降低电动汽车能耗的技术,也将影响到未来汽车设计理念,将成为电动汽车技术革命的主要推力。具体地,铝合金为最广泛使用的汽车轻量化材料;碳纤维更轻更好,并具有非金属一些比较典型的特点,比如耐腐蚀,此外还有非常高的比强度和比钢度;而工程塑料具有价格低廉可塑性高的优点。
48.在这些实施例中,车身分为多个车身组件分别加工生产,再对多个车身组件拼装,有利于车身组件的加工生产。其中,车身部件110为板、面及任意形态的装配组件,车身部件110包括但不限于前舱、驾驶舱、乘员舱、行李舱、货箱底托、货厢围板和货箱顶盖,线路120的数量为多条,并在前舱、驾驶舱、乘员舱、行李舱、货箱底托、货厢围板和货箱顶盖中均设置有线路 120,多条线路120之间通过连接部130连接,仅需通过连接部130之间的连接即可将整个车身多个车身组件的线路120连接为一体,能够实现整车电器功能。
49.对于连接部130的具体设置,进一步地,在一些实施例中,连接部130 包括公插头和母插头,相邻的车身部件110的中的一个设置有公插头,另一个设置有母插头,相邻的车身部件110之间的线路120通过公插头和母插头的配合相互电连接。如此设置,通过公插头和母插头的配合实现相邻的车身部件110之间的线路120相互电连接,方便相邻的车身部件110之间的线路 120连接,能够缩短装配时长。
50.具体地,由车身组件组成的整个车身的电路线路包括:前舱线路、驾驶舱线路、货箱线路、货箱顶盖线路,下面具体以驾驶舱线路和前舱线路的连接为中心部件进行举例说明,由于驾驶舱的前面需要连接前舱,因此,在驾驶舱的前部、驾驶舱线路上设置有第一连接部,第一连接部为公插头,而相应地在前舱的后部、前舱线路上设置有与第一连接部配合的第二连接部,第二连接部为母插头,装配时,先将前舱和驾驶舱通过胶粘、螺栓连接等方式进行结构组装,再将公插头与母插头插接相连,即可实现前舱与驾驶舱之间的结构连接以及线路120连接,使得线路120的装配步骤简单,能够缩短装配时长。
51.在一些实施例中,车身部件110为塑胶件,线路120通过注塑工艺与车身部件110一体形成。注塑的工艺成熟,易于实现,且成本低,有利于产品的批量生产。
52.如图1所示,本技术的第二方面实施例提供了一种车辆,包括:本技术第一方面任一实施例所提供的具有电路线路的车身组件。
53.本技术的第二方面实施例所提供的车辆,由于具有本技术第一方面任一实施例提供的具有电路线路的车身组件,因此具有第一方面任一实施例提供的具有电路线路的车身组件的全部有益效果,在此不一一列举。
54.如图1所示,在一些实施例中,电器件140,电器件140上设置有与连接部130相适配的配合部,配合部与连接部130插接相连。
55.在一些实施例中,电器件140包括灯具系统、电器辅件、电池、电机和电控系统,灯具系统、电器辅件、电池、电机和电控系统分别与连接部130 电连接以相互连通。通过灯具系统、电器辅件、电池、电机和电控系统与车身部件110的线路120之间的电连接,实现整车
电器功能。
56.虽然上面已经详细描述了本实用新型的实施例,但本领域技术人员在不脱离本实用新型的精神和范围内,可对本实用新型的实施例做出各种修改和变型。应当理解,在本领域技术人员看来,这些修改和变型仍将落入权利要求所限定的本实用新型的实施例的精神和范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1