车身和车辆的制作方法
1.本实用新型涉及车辆技术领域,特别涉及一种车身和车辆。
背景技术:
2.厢式客车或厢式货车的车身长度较长,由于车身侧围的冲压设备或模具尺寸受限,只能将侧围外板在长度方向上划分成至少两个子外板,相邻的两个子外板在对接处固定在一起。为了保证车辆的密封性能和nvh(noise、vibration、harshness,噪声、振动与声振粗糙度)性能,需要在对接缝做密封处理,以避免车外的雨水、粉尘或噪音经由该对接缝进入车内。
3.目前通常采用双组份的美缝剂填充该对接缝,例如双组份水性美缝剂或双组份油性美缝剂,由于在涂覆美缝剂之前需要用纸胶带粘贴在对接缝的两侧以作为分界线,导致美缝剂的涂覆操作过于繁琐,且操作时间过长,并影响车身的生产效率。因此,亟需提供一种新的密封结构,以解决上述技术问题。
技术实现要素:
4.本实用新型的主要目的是提供一种车身,旨在简化密封结构的涂覆操作,并缩短其操作时间。
5.为实现上述目的,本实用新型提出的车身包括:
6.外覆盖件总成,包括至少两覆盖件,至少两覆盖件包括相邻的第一覆盖件和第二覆盖件,所述第一覆盖件包括相连接的第一板部和第一槽部,所述第一槽部的边缘朝内侧翻折有第一翻边,所述第一翻边与所述第二覆盖件连接,所述第一槽部与所述第二覆盖件共同限定出承胶槽,所述承胶槽位于所述第一覆盖件的外侧;
7.密封胶,填充于所述承胶槽内。
8.可选地,所述第一槽部包括由所述第一板部的边缘朝内侧翻折出的第三翻边、及由所述第三翻边朝靠近所述第二覆盖件的方向翻折出的第四翻边,所述第一翻边设于所述第四翻边。
9.可选地,在朝靠近所述第二覆盖件的方向上,所述第四翻边朝内侧倾斜延伸设置。
10.可选地,所述第三翻边与所述第一板部之间的夹角呈钝角设置。
11.可选地,所述第二覆盖件包括第二板部,所述第二板部的边缘朝内侧翻折有第五翻边,所述第五翻边与所述第一翻边连接,所述承胶槽成形于所述第一槽部与所述第五翻边之间。
12.可选地,所述第二覆盖件包括相连接的第二板部和第二槽部,所述第二槽部的边缘朝内侧翻折有第二翻边,所述第二翻边与所述第一翻边连接,所述承胶槽成形于所述第一槽部与所述第二槽部之间。
13.可选地,所述第一翻边焊接固定在所述第二翻边上。
14.可选地,所述车身还包括位于所述覆盖件内侧的加强支架,所述加强支架连接于
所述第一翻边和所述第二翻边的其中至少一者。
15.可选地,所述第二槽部包括由所述第二板部的边缘朝内侧翻折出的第五翻边、及由所述第五翻边朝靠近所述第一覆盖件的方向翻折出的第六翻边,所述第二翻边设于所述第六翻边。
16.可选地,在朝靠近所述第一覆盖件的方向上,所述第六翻边朝内侧倾斜延伸设置。
17.可选地,所述第五翻边与所述第二板部之间的夹角呈钝角设置。
18.可选地,所述承胶槽的宽度取值范围为3毫米至8毫米。
19.可选地,所述承胶槽的深度取值范围为2毫米至5毫米。
20.可选地,所述车身还包括车身漆层,所述车身漆层至少覆盖于所述第一覆盖件、所述第二覆盖件及所述密封胶的显露于外的部分。
21.可选地,所述第一覆盖件配置为所述车身的侧围,所述第二覆盖件配置为所述车身的顶盖。
22.本实用新型还提出一种车辆,包括前述的车身。
23.本实用新型技术方案中,由于无需贴纸胶带作为分界线,所以至少节省了粘贴纸胶带及撕扯纸胶带的步骤,从而简化密封结构的涂覆操作,并缩短其操作时间,从而提高车身的生产效率。其次,由于密封胶在进入总装车间之前已经干透并硬化,所以不必担心其会被意外触碰或剐蹭而损伤的问题。再者,通过改进承胶槽的结构,能够增大密封胶与覆盖件的有效粘接面积,并增大密封胶的结构尺寸,从而提高密封胶与覆盖件的连接强度、及其自身的的结构强度,从而避免密封胶出现开裂、局部脱离等问题,进而提高密封胶的使用寿命。
附图说明
24.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
25.图1为本实用新型车身侧围的局部示意图;
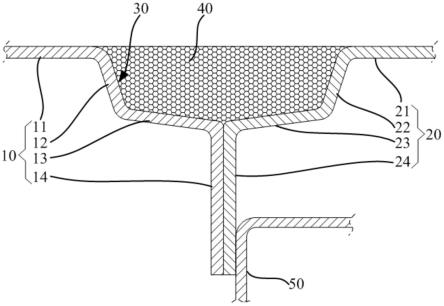
26.图2为车身一实施例在图1中a-a处的剖视图;
27.图3为车身另一实施例在图1中a-a处的剖视图;
28.图4为现有技术的车身在图1中a-a处的剖视图。
29.本实用新型的车身实施例的附图标号说明:
30.标号名称标号名称10第一覆盖件22第五翻边11第一板部23第六翻边12第三翻边24第二翻边13第四翻边30承胶槽14第一翻边40密封胶20第二覆盖件50加强支架21第二板部
ꢀꢀ
31.现有技术车身的附图标号说明:
[0032][0033][0034]
本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
[0035]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0036]
需要说明,若本实用新型实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
[0037]
另外,若本实用新型实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,全文中出现的“和/或”的含义,包括三个并列的方案,以“a和/或b”为例,包括a方案、或b方案、或a和b同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
[0038]
厢式客车或厢式货车的车身长度较长,由于车身侧围的冲压设备或模具尺寸受限,只能将侧围外板在长度方向上划分成至少两个子外板,相邻的两个子外板在对接处固定在一起。为了保证车辆的密封性能和nvh性能,需要在对接缝做密封处理,以避免车外的雨水、粉尘或噪音经由该对接缝进入车内。
[0039]
目前通常采用双组份的美缝剂填充该对接缝,例如双组份水性美缝剂或双组份油性美缝剂,由于在涂覆美缝剂之前需要用纸胶带粘贴在对接缝的两侧以作为分界线,导致美缝剂的涂覆操作过于繁琐,且操作时间过长,并影响车身的生产效率。请参照图4,图4为现有技术的车身在图1中a-a处的剖视图,其中,侧围外板包括第一覆盖件10'和第二覆盖件20',第一覆盖件具有第一板部11'和第一翻边12',第二覆盖件20'具有第二板部21'和第二翻边22',第一翻边12'与第二翻边22'相连接,并在工艺圆角(r角)结构处成形有一对接缝30',该对接缝30'内填充有美缝剂40'。具体而言,白车身依次经过前处理、电泳、电泳烘干、中涂漆喷涂、色漆喷涂及清漆喷涂,喷涂完成后再烘干;然后还需要利用美缝剂40'填充在
图4中的对接缝30'内,以起到密封效果,才能将白车身运输至总装车间进行整车装配。为保证美缝剂的涂覆效果,具体操作步骤包括:
[0040]
(a)用5厘米宽的纸胶带50'沿对接缝的r角边缘粘贴,保证纸胶带50'平整、压实;
[0041]
(b)胶枪的枪嘴倾斜地对齐对接缝,并匀速走枪地注胶;
[0042]
(c)用刮板顺着对接缝30'将多余的美缝剂40'刮掉;
[0043]
(d)顺着对接缝30'匀速撕掉纸胶带50',撕扯时要求手速缓慢匀速,避免碰伤美缝剂40'而造成返工;
[0044]
(f)目视检查外观平整,无褶皱、漏涂等表面缺陷。
[0045]
可以看出,美缝剂涂覆前需要贴纸胶带作为分界线,导致涂覆操作过于繁琐,且操作时间过长,影响车身的生产效率。其次,由于美缝剂完全干透所需时间较长,通常需要24小时,所以在总装车间的整车装配过程中,美缝剂处于未完全干透状态,若工人、工具或设备触碰、剐蹭到对接缝内的美缝剂,容易造成美缝剂的凹陷或脱落,导致美缝剂的返工,从而降低车辆的生产效率。再者,由于美缝剂涂覆是在面漆喷涂之后完成的,所以其外侧面是直接显露在外并且无保护层,导致其外侧面容易污损,且长期使用后老化变色而与车身漆产生色差,导致客户抱怨的问题。另外,由于美缝剂涂覆是在面漆喷涂之后完成的,容易造成美缝剂与车身漆之间的色差,导致车辆的产品一致性较差。
[0046]
鉴于此,本实用新型提出了一种车身,请参照图1和2,在本实用新型一实施例中,该车身包括:
[0047]
外覆盖件总成,包括至少两覆盖件,至少两覆盖件包括相邻的第一覆盖件10和第二覆盖件20,所述第一覆盖件10包括第一板部11和第一槽部,所述第一槽部的边缘朝内侧翻折有第一翻边14,所述第一翻边14与所述第二覆盖件20连接,所述第一槽部与所述第二覆盖件20共同限定出承胶槽30,所述承胶槽30位于所述第一覆盖件10的外侧;
[0048]
密封胶40,填充于所述承胶槽30内。其中,密封胶40指的是焊缝密封胶,主要用于两零件之间的焊缝、对接缝等区域进行填充密封,例如pvc(polyvinyl chloride,聚氯乙烯)焊缝密封胶、聚氨酯焊缝密封胶或聚硫橡胶型焊缝密封胶。密封胶40的涂覆既可以采用挤涂方式实施,也可以采用喷涂方式实施。在一实施例中,密封胶40的涂覆步骤包括:
[0049]
(a)胶枪的枪嘴以40度至70度范围内的倾角对准承胶槽30,匀速走枪进行注胶,将承胶槽30区域填满密封胶40;
[0050]
(b)用刮板顺着承胶槽30的延伸方向将密封胶40刮平;
[0051]
(c)目视检查外观平整、美观,无褶皱、漏涂等表面缺陷。
[0052]
可以看出,相较于采用美缝剂涂覆的方案,本实用新型技术方案由于无需贴纸胶带作为分界线,所以至少节省了粘贴纸胶带及撕扯纸胶带的步骤,从而简化密封结构的涂覆操作,并缩短其操作时间,从而提高车身的生产效率。其次,由于密封胶40在进入总装车间之前已经干透并硬化,所以不必担心其会被意外触碰或剐蹭而损伤的问题。再者,通过改进承胶槽30的结构,能够增大密封胶40与覆盖件的有效粘接面积,并增大密封胶40的结构尺寸,从而提高密封胶40与覆盖件的连接强度、及其自身的的结构强度,从而避免密封胶40出现开裂、局部脱离等问题,进而提高密封胶40的使用寿命。本实施例中,采用耐老化的焊缝密封胶,能够显著提高密封胶40的使用寿命。另外,值得一提的是,由于焊缝密封胶的采购成本远低于美缝剂,所以能够降低车身的制造成本。
[0053]
在一实施例中,所述车身还包括车身漆层,所述车身漆层至少覆盖于所述第一覆盖件10、所述第二覆盖件20及所述密封胶40的显露于外的部分。具体地,本实施例中,车身漆层覆盖在第一板部11、第二板部21及密封胶40的外表面。需要说明的是,电泳工艺赋予车身底漆层,而密封胶40是在电泳工艺之后进行的,所以这里的车身漆层包括处于底漆层之上的中涂漆层、色漆层和面漆层。如此,通过车身漆层对密封胶40起到保护作用,能够避免密封胶40出现污损、老化变色等问题,并且容易做到车身外侧的整体无色差,提高车辆的产品一致性及用户满意度。当然,在一些施例中,还可以是在电泳之前完成密封胶的涂覆,在另一些实施例中,还可以是中涂漆工艺之后进行密封胶的涂覆,也即,覆盖在密封胶上的车身漆层包括色漆层和面漆层。在又一些实施例中,还可以是覆盖件和密封胶不采用漆层保护,而是通过打蜡、封釉或镀膜的方式进行保护,或者是覆盖件的结构表面直接显露于外,例如采用碳纤维材质制成的覆盖件,其结构表面直接显露于外,而密封胶再利用漆层、打蜡、封釉或镀膜等方式单独进行保护。
[0054]
需要说明的是,密封胶40涂覆完成后,既可以是先通过预胶化炉进行烘干预固化再进行后续的中涂漆喷涂、色漆喷涂等工序,也可以是采用“湿碰湿”工艺,即在湿态(未预胶化)的密封胶40上直接喷涂中涂漆。本实施例中,采用“湿碰湿”工艺,在电泳烘干后进行密封胶40的涂覆,然后进行中涂漆喷涂等后续工序,从而缩短生产周期,提高生产效率,并降低涂装车间的能耗。
[0055]
值得一提的是,承胶槽结构不限于应用在车身侧围上,还可以应用于车身的其他区域,例如,在另一实施例中,还可以是第一覆盖件位于车身的侧围,第二覆盖件位于车身的顶部,也即,承胶槽位于侧围外板与顶盖外板之间的对接处。进一步地,承胶槽内的密封胶还可以替代顶盖装饰条,从而节省顶盖装饰条产品及其装配工序,并降低车辆的制造成本和开发成本。
[0056]
在一实施例中,所述承胶槽30的宽度取值范围为3毫米至8毫米,深度取值范围为2毫米至5毫米。需要说明的是,承胶槽30的宽度方向即第四翻边13的翻折方向,深度方向即第三翻边12的翻折方向,长度方向即承胶槽30的延伸方向。本实施例中,可选地,承胶槽30的宽度取值范围为5毫米至6毫米,深度取值范围为3毫米至4毫米。如此,能够保证单位长度的密封胶40,其与承胶槽30的槽壁的有效粘接面积,从而保证密封胶40与承胶槽30之间的连接强度,并且使得密封胶40具有足够的空间去成型,以保证密封胶40自身的结构强度,避免密封胶40出现结构内部开裂,或与承胶槽30的槽壁发生局部脱离的问题,进而提高密封胶40的使用寿命。可以理解地,若承胶槽30的宽度和深度取值过小,也即,承胶槽30不够宽、不够深,则无法保证密封胶40的使用寿命;若承胶槽30的宽度和深度取值过大,则承胶槽30内的密封胶40体积过大,会增大车身的重量,不利于车辆的续航性能提升;并且,若密封胶40体积过大,可能反而会更容易出现内部开裂的问题。所以,承胶槽30的结构尺寸应该在合理的范围内取值。
[0057]
请参照图2,图2为车身一实施例在图1中a-a处的剖视图,所述第一槽部包括由所述第一板部11的边缘朝内侧翻折出的第三翻边12、及由所述第三翻边12朝靠近所述第二覆盖件20的方向翻折出的第四翻边13,所述第一翻边14设于所述第四翻边13。如此,第一槽部配置为连续翻边的结构,能够提高其结构强度,且能够增大密封胶的有效粘接面积。当然,在一些实施例中,还可以是所述第一板部的边缘朝内侧翻折有第三翻边,第三翻边呈内凹
弧型设置,第一翻边设在第三翻边的远离第一板部的一侧,第三翻边配置为第一槽部。
[0058]
在一实施例中,所述第二覆盖件20包括第二板部21和第二槽部,所述第二槽部的边缘朝内侧翻折有第二翻边,所述第二翻边与所述第一翻边连接,所述承胶槽成形于所述第一槽部与所述第二槽部之间。当然,第二覆盖件20的结构形式除了上述实施例以外,还可以是其他形式,例如,请参照图3,图3为车身另一实施例在图1中a-a处的剖视图,在另一实施例中,所述第二覆盖件20包括第二板部21,所述第二板部21的边缘朝内侧翻折有第五翻边22,所述第五翻边22与所述第一翻边14连接,所述承胶槽30成形于所述第三翻边12、所述第四翻边13及所述第五翻边22之间。
[0059]
本实施例中,可选地,第二槽部包括由所述第二板部21的边缘朝内侧翻折有第五翻边22、及由所述第五翻边22朝靠近所述第一覆盖件10的方向翻折有第六翻边23,第二翻边24设于所述第六翻边23,所述承胶槽30成形于所述第三翻边12、所述第四翻边13、所述第五翻边22及第六翻边23之间。如此,第一槽部和第二槽部都设置成连续翻边的结构,能够使密封胶40在第一覆盖件10和第二覆盖件20上获取到的附着力较为均衡,避免某一侧的附着力较弱导致局部脱离的问题。当然,在一些实施例中,还可以是所述第二板部的边缘朝内侧翻折有第五翻边,第五翻边呈内凹弧型设置,第二翻边设在第五翻边的远离第二板部的一侧,第五翻边配置为第二槽部。
[0060]
请参照图2,在一实施例中,所述密封胶40的外侧面与所述第一板部11的外侧面呈平齐设置,所述密封胶40的外侧面与所述第二板部21的外侧面呈平齐设置。需要说明的是,此处密封胶40的平齐状态指的是,在密封胶40涂覆完成后,利用平直刮板的相对两侧分别抵接在第一板部11和第二板部21,然后平直刮板沿承胶槽30的延伸方向平顺地刮掉密封胶40的凸起部分,从而使得密封胶40与两侧的第一板部11和第二板部21平齐。如此,能够使车身外观更加光顺、整洁美观,并且有利于降低车辆行驶时的风阻。当然,在一些实施例中,还可以是密封胶的外侧面呈外凸弧面设置,第一板部的外侧面与外凸弧面平顺过渡设置,第二板部的外侧面与外凸弧面平顺过渡设置。在另一些实施例中,还可以是密封胶的外侧呈内凹弧面设置,第一板部的外侧面与内凹弧面平顺过渡设置,第二板部的外侧面与内凹弧面平顺过渡设置。
[0061]
请参照图2,在一实施例中,在朝靠近所述第二覆盖件20的方向上,所述第四翻边13朝内侧倾斜延伸设置;在朝靠近所述第一覆盖件10的方向上,所述第六翻边23朝内侧倾斜延伸设置。如此,能够使密封胶40的中部厚实,且密封胶40的厚度由侧边向中部呈平缓增大,有利于提高密封胶40的结构强度,从而提高其使用寿命。需要说明的是,内侧指的是车身内侧,外侧指的是车身外侧。当然,在一些实施例中,还可以是在朝靠近所述第二覆盖件的方向上,所述第四翻边朝内侧倾斜延伸;在朝靠近所述第一覆盖件的方向上,第六翻边朝外侧倾斜延伸,且第六翻边与第四翻边齐平设置。也即,密封胶的一侧厚度大、另一侧厚度小,且厚度由第三翻边向第五翻边逐渐增大设置。在另一些实施例中,还可以是在朝靠近所述第二覆盖件的方向上,所述第四翻边朝外侧倾斜延伸;在朝靠近所述第一覆盖件的方向上第六翻边朝内侧倾斜延伸,且第六翻边与第四翻边齐平设置。
[0062]
在一实施例中,所述第三翻边12与所述第一板部11之间的夹角呈钝角设置,所述第五翻边22与所述第二板部21之间的夹角呈钝角设置。如此,能够使承胶槽30的槽口呈朝外渐扩的喇叭状,从而便于密封胶40的涂覆,以提高车身的生产效率。具体地,本实施例中,
第一覆盖件10和第二覆盖件20均采用钣金冲压工艺制备而成。如此,钝角结构还有利于第三翻边12和第五翻边22的冲压成型,提高第三翻边12与第一板部11之间的倒角结构、以第五翻边22与所述第二板部21之间的倒角结构的良品率。当然,在一些实施例中,还可以是第一覆盖件和第二覆盖件采用压铸工艺制备,例如,镁铝合金压铸成型,或者是采用碳纤维材质制备而成。在另一些实施例中,还可以是所述第三翻边与所述第一板部之间的夹角呈直角或锐角设置,或者是所述第五翻边与所述第二板部之间的夹角呈直角或锐角设置。
[0063]
在一实施例中,所述第一翻边14焊接固定在所述第二翻边24上。如此,通过焊接方式固定,能够保证第一翻边14与第二翻边24的连接强度,且固定工序简单,有利于提高车身的生产效率。当然,在其他实施例中,还可以是第一翻边通过螺栓或铆钉固定在第二翻边上。
[0064]
请参照图2,在一实施例中,所述车身还包括位于所述覆盖件内侧的加强支架50,第一翻边14和所述第二翻边24共同固定在加强支架50上。本实施例中,第一翻边14、第二翻边24共同焊接固定在加强支架50上。加强支架50能够提高覆盖件的结构强度,有利于车身承受力的传递,并保护覆盖件不易变形,从而保证承胶槽30结构稳定,进而使密封胶40在承胶槽30内保持结构稳定,避免密封胶40开裂或脱落的问题。当然,在一些实施例中,还可以是不设置加强支架。在另一些实施例中,还可以是只有第一翻边固定在加强支架上,或只第二翻边固定在加强支架上。
[0065]
本实用新型还提出一种车辆,包括前述的车身,该车身的具体结构参照上述实施例,由于本车辆采用了上述所有实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。
[0066]
以上所述仅为本实用新型的可选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的发明构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1