一种塑料油箱内置件焊接结构的制作方法
1.本实用新型属于汽车燃油系统技术领域,具体涉及一种塑料油箱内置件焊接结构。
背景技术:
2.随着环保意识的增强,对汽车燃油箱的hc排放法规越来越严格,目前已经实施的国6,和美国加州实施的leviii都对燃油系统的设计提出了更高的设计要求。为了应对日益严格的法规要求,不少燃油箱厂家采用了将阀门、管路等会引起hc排放的零件进行内置,并采用了称为“2片”的油箱吹塑成型工艺。这种内置焊接的工艺使得燃油箱总成的排放大大降低。但是一些问题也随之而来:目前零件内置主要采用热熔焊接方式,即内置零件法兰采用hdpe材质与油箱内壁进行热熔焊接固定。此种方式需要对热熔的时间,压力等参数进行精确的调整,在实际调试生产中往往需要花费大量的时间,而且由于hdpe材质在长时间经过燃油浸泡后,会产生变形,影响焊接耐久性能。
技术实现要素:
3.本实用新型针对上述问题,公开了一种塑料油箱内置件焊接结构,解决了现有技术中内置零件法兰与油箱内壁之间焊接耐久性能差的问题。
4.具体的技术方案如下:
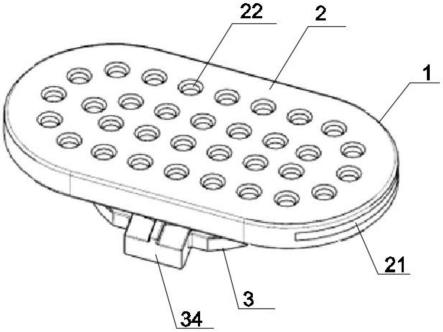
5.一种塑料油箱内置件焊接结构,包括焊接法兰本体,所述焊接法兰本体包括焊接部和卡扣部,所述焊接部呈平板状结构,且两端为弧形结构,焊接部为中空结构,焊接部弧形一端设有开口,焊接部上表面贯穿设有若干个圆形通孔,若干个圆形通孔均匀分布在焊接部表面,所述圆形通孔均与焊接部内腔连通;所述卡扣部位于焊接部下端,卡扣部呈中空的圆盘状结构,卡扣部内壁上端设有连接座,所述连接座与焊接部底部相连接,卡扣部中心设有定位环,所述定位环上端与焊接部底部相连接,定位环侧壁上周向设有多个定位板,多个所述定位板的一端均与卡扣部内壁以及连接座内壁相连接,卡扣部一侧设有卡块,且卡扣部与内置阀门、防浪板等内置件通过卡扣连接的方式匹配固定。
6.进一步的,所述通孔上端与焊接部上表面之间呈倒角结构。
7.进一步的,所述焊接法兰本体采用一体注塑成型。
8.进一步的,所述焊接法兰本体采用hdpe、pom、pa等耐油塑料材质制成。
9.进一步的,所述焊接部内腔厚度尺寸以及圆形通孔的厚度尺寸均为1~1.5mm。
10.进一步的,所述焊接部底部位于卡扣部的中心设有定位凸块。
11.焊接原理:通过工装将焊接法兰压在油箱壳体内壁上,使得油箱内壁料通过圆形通孔进入到焊接部内腔中,并在焊接过程中,挤压逐渐铺满整个内腔,待焊接过程结束后,油箱料冷却,实现焊接法兰的固定。
12.本实用新型的有益效果体现在:
13.本实用新型的焊接结构相比较传统的焊接结构,通过将油箱内壁的料挤压变形,
使油箱内壁的料通过圆形通孔填满焊接部内腔,从而形成牢靠的固定结构,大大增强了焊接强度,并且降低了在焊接过程中焊接温度的控制,使得2片式油箱的内置零件固定更加便捷牢靠。
附图说明
14.图1为本实用新型的结构示意图。
15.图2为本实用新型的俯视图。
16.图3为本实用新型的仰视图。
17.图4为本实用新型的侧视图。
18.图5为本实用新型侧面剖视图。
19.图6为本实用新型中焊接法兰本体与油箱壳体之间焊接后的结构示意图。
20.焊接法兰本体1、焊接部2、开口21、圆形通孔22、卡扣部3、连接座31、定位环32、定位板33、卡块34、定位凸块35、油箱壳体4。
具体实施方式
21.为使本实用新型的技术方案更加清晰明确,下面结合附图对本实用新型进行进一步描述,任何对本实用新型技术方案的技术特征进行等价替换和常规推理得出的方案均落入本实用新型保护范围。本实用新型中所提及的固定连接,固定设置均为机械领域中的通用连接方式,焊接、螺栓螺母连接以及螺钉连接均可。
22.在本实用新型创造的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型创造和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
23.如图1-6所示,一种塑料油箱内置件焊接结构,包括焊接法兰本体1,所述焊接法兰本体1包括焊接部2和卡扣部3,所述焊接部2呈平板状结构,且两端为弧形结构,焊接部2为中空结构,焊接部2弧形一端设有开口21,用于模具脱模;焊接部2上表面贯穿设有若干个圆形通孔22,若干个圆形通孔22均匀分布在焊接部2表面,所述圆形通孔22均与焊接部2内腔连通;所述卡扣部3位于焊接部2下端,卡扣部3呈中空的圆盘状结构,卡扣部3内壁上端设有连接座31,所述连接座31与焊接部2底部相连接,卡扣部3中心设有定位环32,所述定位环32上端与焊接部2底部相连接,定位环32侧壁上周向设有多个定位板33,多个所述定位板33的一端均与卡扣部3内壁以及连接座31内壁相连接,卡扣部3一侧设有卡块34,且卡扣部3与内置阀门、防浪板等内置件通过卡扣连接的方式匹配固定。
24.进一步的,所述通孔上端与焊接部2上表面之间呈倒角结构。
25.进一步的,所述焊接法兰本体1采用一体注塑成型。
26.进一步的,所述焊接法兰本体1采用hdpe、pom、pa等耐油塑料材质制成。
27.进一步的,所述焊接部2内腔厚度尺寸以及圆形通孔22的厚度尺寸均为1~1.5mm。
28.进一步的,所述焊接部2底部位于卡扣部3的中心设有定位凸块35。
29.焊接原理:通过工装将焊接法兰本体1压在油箱壳体4内壁上,使得油箱内壁料通
过圆形通孔22进入到焊接部2内腔中,并在焊接过程中,挤压逐渐铺满整个内腔,待焊接过程结束后,油箱料冷却,实现焊接法兰本体1的固定。
30.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围内。因此,本实用新型的保护范围应该以权利要求书的保护范围为准。
技术特征:
1.一种塑料油箱内置件焊接结构,其特征在于,包括焊接法兰本体(1),所述焊接法兰本体(1)包括焊接部(2)和卡扣部(3),所述焊接部(2)呈平板状结构,且两端为弧形结构,焊接部(2)为中空结构,焊接部(2)弧形一端设有开口(21),焊接部(2)上表面贯穿设有若干个圆形通孔(22),若干个圆形通孔(22)均匀分布在焊接部(2)表面,所述圆形通孔(22)均与焊接部(2)内腔连通;所述卡扣部(3)位于焊接部(2)下端,卡扣部(3)呈中空的圆盘状结构,卡扣部(3)内壁上端设有连接座(31),所述连接座(31)与焊接部(2)底部相连接,卡扣部(3)中心设有定位环(32),所述定位环(32)上端与焊接部(2)底部相连接,定位环(32)侧壁上周向设有多个定位板(33),多个所述定位板(33)的一端均与卡扣部(3)内壁以及连接座(31)内壁相连接,卡扣部(3)一侧设有卡块(34)。2.如权利要求1所述的一种塑料油箱内置件焊接结构,其特征在于,所述通孔上端与焊接部(2)上表面之间呈倒角结构。3.如权利要求1所述的一种塑料油箱内置件焊接结构,其特征在于,所述焊接法兰本体(1)采用一体注塑成型。4.如权利要求1所述的一种塑料油箱内置件焊接结构,其特征在于,所述焊接法兰本体(1)采用耐油塑料材质制成。5.如权利要求1所述的一种塑料油箱内置件焊接结构,其特征在于,所述焊接部(2)内腔厚度尺寸以及圆形通孔(22)的厚度尺寸均为1~1.5mm。6.如权利要求1所述的一种塑料油箱内置件焊接结构,其特征在于,所述焊接部(2)底部位于卡扣部(3)的中心设有定位凸块(35)。
技术总结
本实用新型涉及一种塑料油箱内置件焊接结构,包括焊接法兰本体,焊接法兰本体包括焊接部和卡扣部,焊接部呈平板状结构,且两端为弧形结构,焊接部为中空结构,焊接部弧形一端设有开口,焊接部上表面贯穿设有若干个圆形通孔,若干个圆形通孔均匀分布在焊接部表面,圆形通孔均与焊接部内腔连通;通过将油箱内壁的料挤压变形,使油箱内壁的料通过圆形通孔填满焊接部内腔,从而形成牢靠的固定结构,大大增强了焊接强度,并且降低了在焊接过程中焊接温度的控制。度的控制。度的控制。
技术研发人员:史庆旺 朱明泽 高永强 王佑 吴伟
受保护的技术使用者:九昌新能源科技(扬州)有限公司
技术研发日:2022.09.13
技术公布日:2023/3/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1