一种全钢轮胎胎侧及预口型、制备方法和轮胎与流程
本发明涉及轮胎,尤其涉及一种全钢轮胎胎侧及预口型、制备方法和轮胎。
背景技术:
1、目前,在轮胎行业的发展中,制作的轮胎胎侧一般由胎侧胶、子口胶和缓冲胶相互接触而成。其中,胎侧胶所处的部位是轮胎最易变形的部位,要求具有较高的抗屈挠疲劳性能,采用模量较低的胶料;而子口胶所处的部位与轮辋接触,要求具有较高的刚性和硬度,采用模量较高的胶料。但是胎侧胶和子口胶的模量相差较大,从胎侧胶到子口胶出现较大的模量台阶,胶层容易脱离,胎侧的质量较差。
技术实现思路
1、本发明提供了一种全钢轮胎胎侧及预口型、制备方法和轮胎,用于解决现有的轮胎胎侧的胶层容易脱离,胎侧的质量较差的技术问题。
2、本发明提供的一种全钢轮胎胎侧,包括:胎侧本体;
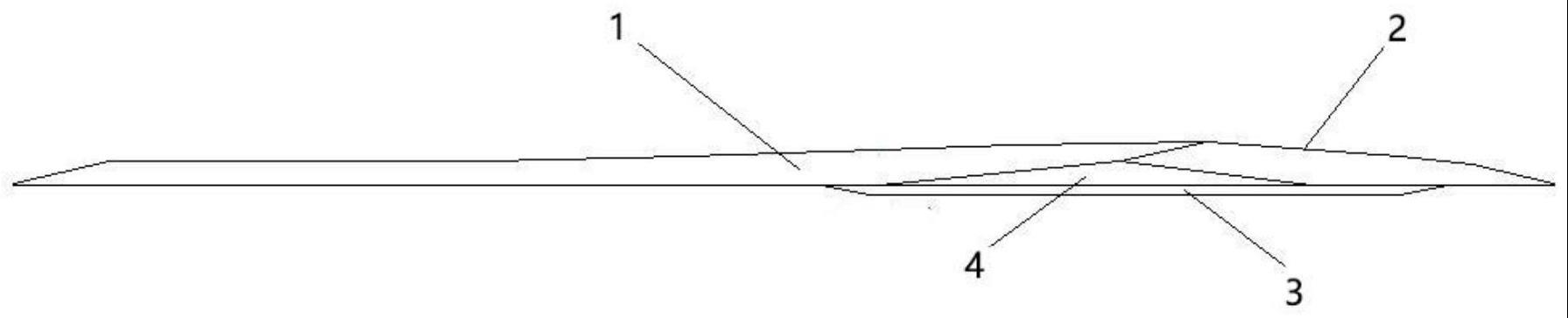
3、所述胎侧本体包括胎侧胶、子口胶、缓冲胶和填充胶;
4、所述填充胶填充于所述胎侧胶、所述子口胶和所述缓冲胶三者相互接触的接触部位之间;
5、所述填充胶的模量介于所述胎侧胶和所述子口胶的模量之间。
6、优选地,所述胎侧胶包括位于两端的胎侧胶第一位置和胎侧胶第二位置;
7、所述胎侧胶包括靠近胎边内壁的胎侧胶第一侧,在所述胎侧胶第一侧上沿着所述胎侧胶第二位置到所述胎侧胶第一位置依次为胎侧胶接触部位、胎侧胶填充部位和胎侧胶贴合部位;
8、所述子口胶包括位于两端的子口胶第一位置和子口胶第二位置,所述子口胶第一位置和所述胎侧胶第二位置接触;
9、所述子口胶包括靠近胎边内壁的子口胶第一侧,在所述子口胶第一侧上沿着所述子口胶第一位置到所述子口胶第二位置依次为子口胶接触部位、子口胶填充部位和子口胶贴合部位;
10、所述缓冲胶和所述胎侧胶贴合部位和所述子口胶贴合部位接触;
11、所述填充胶填充于所述胎侧胶填充部位、所述子口胶填充部位和所述缓冲胶之间。
12、优选地,所述填充胶的侧面形状为三角形。
13、优选地,所述缓冲胶的侧面形状为倒梯形。
14、优选地,所述胎侧胶远离所述子口胶的一端厚度逐渐减小形成斜坡,所述子口胶远离所述胎侧胶的一端厚度逐渐减小形成斜坡。
15、优选地,所述填充胶的成分包括天然橡胶、炭黑、硫磺和树脂交联网络。
16、一种预口型,用于制备上述的全钢轮胎胎侧,包括:上前面、下前面、正前面和正后面;
17、所述预口型开设有贯穿的胎侧胶通道、子口胶通道、缓冲胶通道、第一填充胶通道和第二填充胶通道,所述第一填充胶通道和所述第二填充胶通道对称分布;
18、所述胎侧胶通道开设于所述上前面贯穿至所述正前面;
19、从上到下依次开设的所述子口胶通道、所述缓冲胶通道、所述第一填充胶通道和所述第二填充胶通道从所述正后面贯穿至所述正前面。
20、优选地,所述胎侧胶通道的出口和所述子口胶通道的出口之间的间隔为2-3mm;
21、所述子口胶通道的出口分别和所述第一填充胶通道的出口、所述第二填充胶通道的出口之间的间隔均为1-2mm;
22、所述缓冲胶通道的出口分别和所述第一填充胶通道的出口和所述第二填充胶通道的出口之间的间隔为1-2mm。
23、一种制备上述的全钢轮胎胎侧,基于上述的预口型实施,包括:
24、s1:将预设比例的胎侧胶、子口胶、缓冲胶和填充胶分别经过螺杆挤出机的流道挤出,并将填充胶分为第一填充胶和第二填充胶;
25、s2:所述胎侧胶、所述子口胶、所述缓冲胶、所述第一填充胶和所述第二填充胶分别经过预口型的胎侧胶通道、子口胶通道、缓冲胶通道、第一填充胶通道和第二填充胶通道挤出;
26、s3:将经过所述预口型挤出的胶料通过口型板挤出得到全钢轮胎胎侧。
27、一种轮胎,包括胎体和上述的全钢轮胎胎侧,所述全钢轮胎胎侧与所述胎体贴合。
28、本发明提供了一种全钢轮胎胎侧,具有以下优点:
29、包括:胎侧本体;所述胎侧本体包括胎侧胶、子口胶、缓冲胶和填充胶;所述填充胶填充于所述胎侧胶、所述子口胶和所述缓冲胶三者相互接触的接触部位之间;所述填充胶的模量介于所述胎侧胶和所述子口胶的模量之间;
30、结合上述结构,将填充胶填充于胎侧胶、子口胶和缓冲胶三者相互接触的接触部位之间,由于填充胶的模量介于胎侧胶和子口胶的模量之间,因此填充胶能够过渡胎侧胶和子口胶之间的模量,防止胶层之间出现较大的模量台阶,从而有效减少胶层脱离的发生率,提高轮胎的耐久性。
技术特征:
1.一种全钢轮胎胎侧,其特征在于,包括:胎侧本体;
2.根据权利要求1所述的全钢轮胎胎侧,其特征在于,所述胎侧胶包括位于两端的胎侧胶第一位置和胎侧胶第二位置;
3.根据权利要求1所述的全钢轮胎胎侧,其特征在于,所述填充胶的侧面形状为三角形。
4.根据权利要求1所述的全钢轮胎胎侧,其特征在于,所述缓冲胶的侧面形状为倒梯形。
5.根据权利要求1所述的全钢轮胎胎侧,其特征在于,所述胎侧胶远离所述子口胶的一端厚度逐渐减小形成斜坡,所述子口胶远离所述胎侧胶的一端厚度逐渐减小形成斜坡。
6.根据权利要求1所述的全钢轮胎胎侧,其特征在于,所述填充胶的成分包括天然橡胶、炭黑、硫磺和树脂交联网络。
7.一种预口型,用于制备上述权利要求1-6任一项所述的全钢轮胎胎侧,其特征在于,包括:上前面、下前面、正前面和正后面;
8.根据权利要求7所述的预口型,其特征在于,所述胎侧胶通道的出口和所述子口胶通道的出口之间的间隔为2-3mm;
9.一种制备权利要求1-6任一项所述的全钢轮胎胎侧的制备方法,基于权利要求7-8所述的预口型实施,其特征在于,包括:
10.一种轮胎,其特征在于,包括胎体和权利要求1-6任一项所述的全钢轮胎胎侧,所述全钢轮胎胎侧与所述胎体贴合。
技术总结
本发明公开了一种全钢轮胎胎侧及预口型、制备方法和轮胎,涉及轮胎技术领域,其中,一种全钢轮胎胎侧,包括:胎侧本体;所述胎侧本体包括胎侧胶、子口胶、缓冲胶和填充胶;所述填充胶填充于所述胎侧胶、所述子口胶和所述缓冲胶三者相互接触的接触部位之间;所述填充胶的模量介于所述胎侧胶和所述子口胶的模量之间。本发明提供了一种全钢轮胎胎侧及预口型、制备方法和轮胎,用于解决现有的轮胎胎侧的胶层容易脱离,胎侧的质量较差的技术问题。
技术研发人员:刘赫,王海洋,付波涛,卜宜才,阳安荣,梁泽键
受保护的技术使用者:合肥万力轮胎有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!