一种加强梁连接结构及其连接方法与流程
[0001]
本发明属于车辆结构领域,特别是涉及一种加强梁连接结构及其连接方法。
背景技术:
[0002]
相关技术中,结构耐久、nvh、碰撞安全车身开发中的三大最基本性能,而车身梁的截面及腔体设计对车身的性能影响至关重要。好的梁截面和腔体结构能提供高的刚度和模态,从而提升耐久性、nvh性能和碰撞安全性能。而梁的抗弯抗扭等性能直接关系到车身的性能,封闭的梁截面能更好的提供梁的抗扭抗弯性能。
[0003]
但是在实际生产工艺中往往很难实现封闭的梁截面,主要是因为在焊接时把加强支架与梁的一块板焊好后再与另外一块板焊接,在这种情况下,无法把支架与另一块板焊接,焊枪无法伸进去。所以大部分的梁截面内的加强支架结构只能与梁的一侧板焊接,另一侧无法连接,不能形成封闭的腔体,在同等的重量和成本下不能发挥最大的作用。
技术实现要素:
[0004]
本发明第一方面的一个目的是提供一种具有较高的抗弯和抗扭性能的加强梁连接结构。
[0005]
本发明的另一个目的是要使得加强支架与封闭的梁的各个面均相连。
[0006]
本发明第二方面的一个目的是要提供一种用于上述强梁连接结构的连接方法,工艺可操作性强,且简单易行。
[0007]
特别地,本发明提供了一种加强梁连接结构,包括:
[0008]
主梁,由多块钣金拼接而成且其横截面呈封闭形状;和
[0009]
至少一个加强支架,每一所述加强支架均设置于所述主梁的内部且其横截面呈封闭形状,每一所述加强支架的部分外侧配置成与至少一块所述钣金通过焊接相连,每一所述加强支架的其他部分外侧设有粘合剂,所述粘合剂配置成在所述主梁形成封闭形状的横截面后通过加热的方式使其产生预设强度的粘结力,以连接每一所述加强支架的所述其他部分外侧与所述主梁。
[0010]
可选地,所述粘合剂为固体的结构胶,所述结构胶配置成在所述主梁形成封闭形状的横截面后通过烘烤发生膨胀并粘结每一所述加强支架的所述其他部分外侧与所述主梁。
[0011]
可选地,每一所述加强支架的所述其他部分外侧设有多个卡扣,用于固定所述结构胶。
[0012]
可选地,所述粘合剂为无铅锡膏,所述无铅锡膏配置成在所述主梁形成封闭形状的横截面后通过回流焊使其融化并粘结每一所述加强支架的所述其他部分外侧与所述主梁。
[0013]
可选地,每一所述加强支架呈环状,其轴向与所述主梁的轴向平行。
[0014]
可选地,每一所述加强支架与各个所述钣金均相连。
[0015]
特别地,本发明还提供了一种连接方法,用于上述中任一项所述的加强梁连接结构,所述连接方法包括:
[0016]
在所述主梁的多个钣金形成封闭形状的横截面之前,将每一所述加强支架的部分外侧与至少一块所述钣金通过焊接相连,其中,每一所述加强支架的其他部分外侧设有粘合剂;
[0017]
拼接多个所述钣金,以使得所述主梁形成封闭形状的横截面;
[0018]
在所述主梁形成封闭形状的横截面后,加热所述粘合剂,使得所述粘合剂产生预设强度的粘结力,以粘结每一所述加强支架的其他部分外侧与所述主梁。
[0019]
可选地,在所述主梁形成封闭形状的横截面后,加热所述粘合剂的步骤,包括:
[0020]
在所述主梁形成封闭形状的横截面后,烘烤所述粘合剂,所述粘合剂为固体的结构胶。
[0021]
可选地,在所述主梁形成封闭形状的横截面后,加热所述粘合剂的步骤,包括:
[0022]
在所述主梁形成封闭形状的横截面后,以预设回流焊温度曲线对所述粘合剂进行回流焊,所述粘合剂为无铅锡膏。
[0023]
可选地,每一所述加强支架部分外侧与至少一块所述钣金通过点焊相连。
[0024]
本发明提供了一种在截面为封闭形状的拼接梁内连接加强支架的方式,通过在梁未完全拼接成封闭结构时将部分的加强支架通过焊接与现有的各个钣金相连,然后在未焊接的加强支架外侧设置粘合剂,再拼接其他钣金以闭合梁,然后通过加热粘合剂使其产生一定粘性,以将加强支架与剩余的钣金连接。这种连接结构具有较高的抗弯和抗扭性能。
[0025]
进一步地,这种连接方式工艺可操作性强,不需要增加工艺,简单易行。
[0026]
根据下文结合附图对本发明具体实施例的详细描述,本领域技术人员将会更加明了本发明的上述以及其他目的、优点和特征。
附图说明
[0027]
后文将参照附图以示例性而非限制性的方式详细描述本发明的一些具体实施例。附图中相同的附图标记标示了相同或类似的部件或部分。本领域技术人员应该理解,这些附图未必是按比例绘制的。附图中:
[0028]
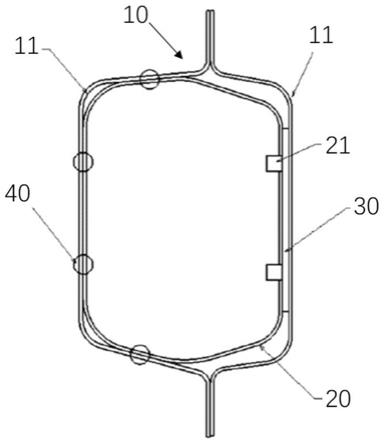
图1是根据本发明一个实施例的加强梁连接结构的剖面示意图;
[0029]
图2是根据本发明一个实施例的加强梁连接结构的主梁的结构示意图;
[0030]
图3是根据本发明一个实施例的加强梁连接结构(隐藏部分钣金)的结构示意图;
[0031]
图4是根据本发明另一个实施例的加强梁连接结构的主梁的结构示意图;
[0032]
图5是根据本发明再一个实施例的加强梁连接结构的主梁的结构示意图;
[0033]
图6是根据本发明一个实施例的连接方法的流程图。
具体实施方式
[0034]
图1是根据本发明一个实施例的加强梁连接结构的剖面示意图。图2是根据本发明一个实施例的加强梁连接结构的主梁的结构示意图。一个实施例中,如图1所示,本发明的加强梁结构包括主梁10和至少一个加强支架20。如图2所示,主梁10由多块钣金11拼接而成且其横截面呈封闭形状。每一加强支架20均设置于主梁10的内部且其横截面呈封闭形状,
每一加强支架20的部分外侧配置成与至少一块钣金11通过焊接相连(在主梁10形成封闭的横截面之前),例如通过点焊连接,焊点40可以沿着焊接区域均匀分布(参见图1)。每一加强支架20的其他部分外侧(即未通过点焊连接的部分)设有粘合剂30,该粘合剂30尽量覆盖与剩余钣金对接的大部分区域。粘合剂30配置成在主梁10形成封闭形状的横截面后通过加热的方式使其产生预设强度的粘结力,以连接每一加强支架20的其他部分外侧与主梁10。
[0035]
一个实施例中,粘合剂30为固体的结构胶,结构胶配置成在主梁10形成封闭形状的横截面后通过烘烤发生膨胀并粘结每一加强支架20的其他部分外侧与主梁10。
[0036]
另一实施例中,粘合剂30为无铅锡膏,无铅锡膏配置成在主梁10形成封闭形状的横截面后通过回流焊使其融化并粘结每一加强支架20的其他部分外侧与主梁10。
[0037]
本实施例提供了一种在截面为封闭形状的拼接梁内连接加强支架20的方式,通过在主梁10未完全拼接成封闭结构时将部分的加强支架20通过焊接与现有的各个钣金11相连,然后在未焊接的加强支架20外侧设置粘合剂30,再拼接其他钣金11以闭合主梁10,然后通过加热粘合剂30使其产生粘性,以将加强支架20通过粘合剂30与剩余的钣金11连接。这种连接结构具有较高的抗弯和抗扭性能。这种连接方式工艺可操作性强,不需要增加工艺,简单易行。
[0038]
进一步的一个实施例中,如图1所示,每一加强支架20其他部分的外侧设有多个卡扣21,用于固定结构胶。卡扣21可以是在加强支架20外表面设置的内凹的凹槽。进一步地,各个卡扣21均匀布置。
[0039]
图3是根据本发明一个实施例的加强梁连接结构(隐藏部分钣金)的结构示意图。另一个实施例中,如图3所示,每一加强支架20呈环状,其轴向与主梁10的轴向平行。进一步的,各个加强支架20可以沿着主梁10的轴向均匀分布或安装受力情况进行局部不均匀分布,以加强对应位置的强度。在其他未示出实施例中,加强支架20还可以是其他形状,一般地,该加强支架20的横截面与主梁10的横截面基本呈相同的形状,以更好地加强主梁10。
[0040]
进一步的一个实施例中,每一加强支架20与各个钣金11均相连。也就是说一个钣金11至少通过点焊或者粘合剂30与加强支架20相连,从而使得加强支架20与每个钣金11都有连接,具有较高的抗弯和抗扭性能。
[0041]
图4是根据本发明另一个实施例的加强梁连接结构的主梁的结构示意图。图5是根据本发明再一个实施例的加强梁连接结构的主梁的结构示意图。如图4所示,一个实施例中,主梁10包括3个钣金11,其中两个钣金11较为靠近,这两个钣金11与另一个钣金11拼接呈腔体结构,这种梁结构多见于车辆的a柱、上边梁等结构。如图5所示,该主梁10包括4个钣金11,其中两个钣金11的部分贴合在一起,另外两个钣金11的部分贴合在一起,两组钣金11拼接后形成封闭的腔体结构,这种梁结构可以是车辆门槛梁等结构。当然,本发明中的主梁10也可以是图1中两个钣金11对接的形式,这种梁结构多见于车辆的b柱、d柱等结构。其他未示出的由多个钣金11拼接成的腔体结构,即横截面为封闭形状的结构,在此不做限制。
[0042]
图6是根据本发明一个实施例的连接方法的流程图。本发明还提供了一种连接方法,用于上述任一项的加强梁连接结构。如图4所示,一个实施例中,连接方法包括:
[0043]
步骤s10:拼接主梁10的部分钣金11;
[0044]
步骤s20:在主梁10的多个钣金11形成封闭形状的横截面之前,将每一加强支架20部分外侧与至少一块钣金11通过焊接相连;
[0045]
步骤s30:在每一加强支架20未焊接的其他部分外侧设置粘合剂30;
[0046]
步骤s40:拼接多个钣金11,以使得主梁10形成封闭形状的横截面;
[0047]
步骤s50:在主梁10形成封闭形状的横截面后,加热粘合剂30,使得粘合剂30产生预设强度的粘结力,以粘结每一加强支架20的其他部分外侧与主梁10。
[0048]
这里的步骤s30可以设置在步骤s40前的任意一步骤,不限于在步骤s20之后。
[0049]
本实施例的连接方法对结构的要求不高,可以尽可能保持加强支架20的原有形状,通过分步的焊接和烘烤工艺或回流焊工艺实现加强支架20与主梁10的全面连接,该工艺可操作性较强,简单易行。
[0050]
一个实施例中,步骤s50包括:
[0051]
在主梁10形成封闭形状的横截面后,烘烤粘合剂30,这里的粘合剂30为固体的结构胶。通过涂装工艺进行烘烤,使得结构胶膨胀,以连接加强支架20和主梁10。
[0052]
另一个实施例中,步骤s50包括:
[0053]
在主梁10形成封闭形状的横截面后,以预设回流焊温度曲线对粘合剂30进行回流焊,这里的粘合剂30为无铅锡膏。
[0054]
可选地,该预设回流焊温度曲线表现为:在60秒内将加强梁连接结构从室温加热到140℃,在80秒内将加强梁连接结构从140℃加热到200℃,在90秒内将加强梁连接结构从200℃加热到240℃,在120秒内将加强梁连接结构从240℃降温到室温,使得无铅锡膏融化,把加强支架20与对应的钣金11连接,形成封闭的主梁10。
[0055]
一个实施例中,步骤s20中,每一加强支架20部分的外侧与至少一块钣金11通过点焊相连。各个焊点40均匀分布。
[0056]
一个实施例中,各个钣金11通过电阻焊拼接。
[0057]
以图1为例,该加强梁连接结构的主梁10包括左右两个钣金11,加强支架20的右侧设置有两个卡扣21,该卡扣21用于固定粘合剂30。在连接过程中,首先将左侧钣金与加强件通过点焊相连,加强支架20在其外部的左侧,上下侧均设置有焊点40,以与左侧钣金的3个面均相连。然后再将右侧钣金通过电阻焊与左侧钣金相连。最后通过回流焊将粘合剂30烘烤膨胀,以连接加强支架20的右侧和右侧钣金。
[0058]
至此,本领域技术人员应认识到,虽然本文已详尽示出和描述了本发明的多个示例性实施例,但是,在不脱离本发明精神和范围的情况下,仍可根据本发明公开的内容直接确定或推导出符合本发明原理的许多其他变型或修改。因此,本发明的范围应被理解和认定为覆盖了所有这些其他变型或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1