一种白车身装配调整辅具的制作方法
[0001]
本实用新型适用于汽车生产线技术领域,尤其涉及一种白车身装配调整辅具。
背景技术:
[0002]
随着汽车行业快速发展,人们对汽车的要求不仅限于使用功能,对车身外观精致工艺的标准也越来越高。尤其是汽车车身翼子板与前车门和侧围的间隙,不仅影响外观,还影响车身外饰件三角盖板的装配及其间隙。在焊装调整线生产过程中,员工使用装具装配前车门,保证其内间隙,而翼子板与前车门和侧围之间的外间隙主要依靠员工根据白车身的状态用装配技能和自身经验手动调整,这样装配的白车身外观间隙不稳定,很难保证产品的一致性,经常会出现因翼子板外间隙波动导致外饰件三角盖板总装安装困难和其间隙不符合要求等问题而返工;人工在线手动调整耗时较长,严重影响生产节拍。
技术实现要素:
[0003]
本实用新型的目的在于提供一种白车身装配调整辅具,以提升翼子板装配调整效率,提高产品一致性,保证后续装配车身外饰件三角盖板的效率和间隙。具体技术方案如下:
[0004]
一种白车身装配调整辅具:包括连接板、定位销a、定位销b、限位块a、限位块b、连接杆、手柄球、螺栓、垫片和吸铁;所述连接板上设置有定位销a和定位销b,分别定位三角盖板在白车身上的安装孔;所述吸铁设置在连接板的底部;所述限位块a和限位块b通过螺栓设置在连接板与翼子板和前车门贴靠的侧面,型面配合;所述限位块a和限位块b与连接板之间设置有垫片;所述连接板中部螺接连接杆,所述连接杆上设置有手柄球,所述白车身装配调整辅具通过吸铁与白车身侧围钣金吸附贴合。
[0005]
进一步的,所述定位销a和定位销b设置有防转结构。
[0006]
进一步的,所述吸铁设置有多个。
[0007]
进一步的,所述限位块b靠翼子板一端设置有弯曲端头。
[0008]
本实用新型白车身装配调整辅具的连接板设有定位销a 和定位销b ,两个定位销分别定位三角盖板在白车身上的安装孔,两个定位销设有防转结构,以规避其在维修和使用过程中转动带来的不便;连接板底部设有吸铁,以增强辅具在使用过程中和侧钣金的吸附贴合;限位块a 和限位块b 的型面分别与翼子和前车门贴靠处相匹配,且通过螺栓与连接板相连,中间设有垫片,以实现限位块位置可调;连接板和连接杆螺接相连,连接杆和手柄球相连,以便员工取放省力。
[0009]
本实用新型的使用方法:前车门配完成后,将本实用新型定位销定位在三角盖板的安装孔,连接板贴合在侧围三角盖板安装面,限位块b 贴靠前车门边界(如不能贴靠,需微调前车门);然后将翼子板三坐标方向边界贴靠限位块a ,翼子板三坐标x方向边界与限位块b 齐平,翼子板三坐标方向再根据和前门的段差进行相应调整,这样既保证了翼子板与前车门的外间隙,又提升了总装装配外饰件三角盖板的效率,更使得三角盖板与翼子板
和前车门的间隙达到精致工艺要求。
[0010]
本实用新型有益效果:解决现有技术问题,提升了翼子板装配调整效率,提高了产品一致性,保证了后续装配车身外饰件三角盖板的效率和间隙,其设计巧妙,使用方便,具有较好的应用前景;可以推广使用到所有有外饰件三角盖板的车型上,非常有实用价值。
附图说明
[0011]
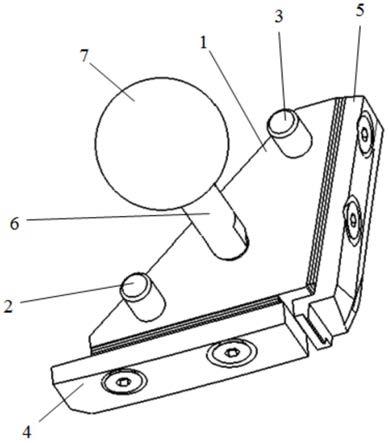
图1 本实用新型结构示意图;
[0012]
图2 本实用新型正视图;
[0013]
图3 本实用新型后视图;
[0014]
图4 本实用新型仰视图;
[0015]
图5 本实用新型装配示意图;
[0016]
附图标记:
[0017]
1—连接板、2—定位销a、3—定位销b、4—限位块a、5—限位块b、6—连接杆、7—手柄球、8—螺栓、9—垫片、10—吸铁、5-1—弯曲端头、ⅰ—白车身装配调整辅具、ⅱ—翼子板、ⅲ—前车门、ⅳ—侧围。
具体实施方式
[0018]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他 实施例,都属于本发明保护的范围。
[0019]
如图1-5所示:一种白车身装配调整辅具ⅰ:包括连接板1、定位销a2、定位销b3、限位块a4、限位块b5、连接杆6、手柄球7、螺栓8、垫片9和吸铁10;所述连接板1上设置有定位销a2和定位销b3,分别定位三角盖板在白车身上的安装孔;所述吸铁10设置在连接板1的底部;所述限位块a2和限位块b3通过螺栓8设置在连接板1与翼子板ⅱ和前车门ⅲ贴靠的侧面,型面配合;所述限位块a和限位块b与连接板之间设置有垫片;所述连接板中部螺接连接杆,所述连接杆6上设置有手柄球7,所述白车身装配调整辅具ⅰ通过吸铁与白车身侧围ⅳ钣金吸附贴合。进一步的,所述定位销a和定位销b设置有防转结构。所述吸铁设置有多个。所述限位块b靠翼子板一端设置有弯曲端头5-1。
[0020]
使用方法:前车门ⅲ装配完成后,将本发明ⅰ定位销定位在三角盖板的安装孔,连接板 1贴合在侧围ⅳ三角盖板安装面,限位块b 5贴靠前车门ⅲ边界(如不能贴靠,需微调前车门ⅲ);然后将翼子板ⅱ三坐标z方向边界贴靠限位块a 4,翼子板ⅱ三坐标x方向边界与限位块b 5-1齐平,翼子板ⅱ三坐标y方向再根据和前门的段差进行相应调整,这样既保证了翼子板ⅱ与前车门ⅲ的外间隙,又提升了总装装配外饰件三角盖板的效率,更使得三角盖板与翼子板ⅱ和前车门ⅲ的间隙达到精致工艺要求。
[0021]
上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1