一种仪表板总成定位件及仪表板总成定位结构的制作方法
1.本实用新型涉及车辆ip(仪表板)总成装配技术领域,具体涉及一种仪表板总成定位件及仪表板总成定位结构。
背景技术:
2.如图1所示,仪表板总成1上设有仪表板横梁11和其他诸多配件,总体呈不规则形状,且各部分之间的重量分布不均匀。为了进行仪表板总成1的安装,仪表板横梁11的左右两端一般各设有一定位孔,对应地,车身上设有用于与仪表板总成1相接触的仪表板配合部2,仪表板配合部2上设有定位件3(多为销状),定位件3包括卡设在仪表板配合部2一侧的头部32,以及自头部32向车尾方向延伸形成,穿过并伸出仪表板配合部2外的本体31;仪表板总成1安装时,使用机械臂(图未示)对其进行托运,使仪表板横梁11上的定位孔套在定位件3的本体31外,即可初步使仪表板总成1与车身相连;随即移开机械臂,人工打入紧固螺栓(图未示),使仪表板总成1与车身通过紧固螺栓相连,即可完成此二者之间的固定连接。
3.然而,由于自重的缘故,在定位孔与定位件3配合,且机械臂移开后,仪表板总成1会发生下沉旋转现象,具体表现为向车尾或车头方向倾倒(如图2或图3),并与仪表板配合部2之间产生3-5mm的间隙。这种下沉旋转现象可能导致仪表板总成1在倾倒过程中脱出定位件3。基于此,通常在定位件3的本体31上设置一圈卡槽4,用以在仪表板总成1发生下沉旋转时,令仪表板横梁11两端的定位孔卡入卡槽4中,进而防止仪表板总成1因下沉旋转而脱出定位件3。
4.当仪表板总成1是失去机械臂支撑后会向车尾方向倾倒的结构时,其装配过程为:机械臂托运,使定位孔套入定位件3外;移开机械臂,任由仪表板总成1向车尾方向倾倒,且定位孔随着仪表板总成1的倾倒卡入卡槽4内(如图2所示);人工推动仪表板总成1,将仪表板横梁11推离卡槽4,使仪表板总成1与车身贴合,并维持着对仪表板总成1两端施力的状态(否则仪表板总成1会再度倾倒),打入紧固螺栓,强制使仪表板总成1与车身贴合且固定连接。同理,当仪表板总成1是失去机械臂支撑后会向车头方向倾倒的结构时,其装配过程也与之类似。
5.综上所述,由于卡槽4的设置,装配仪表板总成1的工序变得十分复杂,且最终仪表板总成1是否与车身贴合,取决于工人推动仪表板总成1是否到位,若工人误判或分别位于仪表板两端的工人作业力度不一致,则可能会发生仪表板总成未与车身贴合(甚至还与卡槽4相卡接时)就打入了紧固螺栓的情况,造成仪表板总成1装配不到位,进而导致其在后续使用过程中产生局部应力,影响使用寿命。
技术实现要素:
6.基于此,本实用新型的目的在于提供一种仪表板总成定位件及仪表板总成定位结构,该定位件取消了卡槽设计,通过控制定位件露出于仪表板总成边缘的长度,来确保仪表板总成下沉旋转时不会脱离定位件,并使仪表板总成装配工序中,人工推动仪表板总成的
步骤可被取消。
7.本实用新型提供一种仪表板总成定位件,包括本体,所述本体穿过并露出于车身上所设的仪表板配合部,所述本体具有光滑平整的侧表面,所述本体用于和仪表板总成上的定位孔相配合;
8.当所述本体与仪表板总成上的定位孔配合且所述仪表板总成相对车身倾倒后,所述本体具有伸出所述仪表板总成后边缘的部分,该部分长度为安全余量d。
9.可选地,所述安全余量d占所述仪表板总成定位件全长的12%~20%。
10.可选地,当所述本体与仪表板总成上的定位孔配合且所述仪表板总成相对车身倾倒后,所述定位件伸出于所述仪表板配合部的长度b占所述定位件全长的95%~98%。
11.可选地,当所述本体与仪表板总成上的定位孔配合且所述仪表板总成未发生下沉倾斜时,所述定位件伸出所述仪表板总成后边缘的长度a占所述定位件全长的30%~35%。
12.可选地,所述本体远离所述仪表板配合部的一端还设有导向部,所述导向部的直径由车头向车尾方向逐渐减小。
13.可选地,所述导向部的侧表面与所述本体之间形成有一夹角β,所述夹角β满足:
14.140
°
≥β≥170
°
。
15.可选地,所述导向部的长度e占所述定位件全长的10%~15%。
16.本实用新型还包括一种仪表板总成定位结构,包括如上所述任一项的仪表板总成定位件,所述定位结构中,所述仪表板总成向车尾方向倾斜后,其后边缘相对于未倾斜时,沿所述定位件的轴向位移距离c占所述定位件全长的5%~10%
17.综上所述,通过取消卡槽的设计,并在定位件上设置足够的安全余量d,本实用新型能够降低仪表板总成装配工序的复杂度,放宽仪表板总成装配工序中对工人容错度的要求,并提升仪表板总成的装配良率。
18.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,而可依照说明书的内容予以实施,并且为了让本实用新型的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
附图说明
19.图1为相关技术中仪表板总成套设在定位件外的示意图。
20.图2为相关技术中仪表板总成失去机械臂支撑后向车尾方向倾斜的示意图。
21.图3为相关技术中仪表板总成失去机械臂支撑后向车头方向倾斜的示意图。
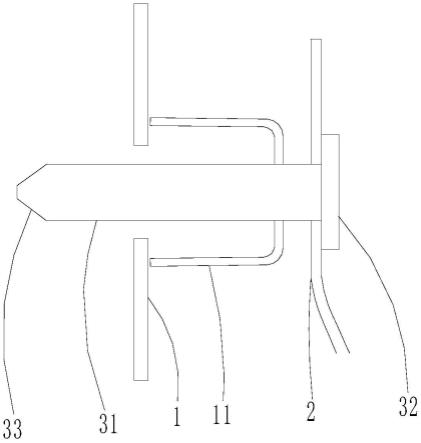
22.图4为本实用新型实施例中定位件、仪表板总成和车身装配时的示意图。
23.图5为本实用新型实施例中仪表板总成倾倒前后的位移示意图。
24.图6为本实用新型实施例中导向部斜面与本体轴向之间的夹角的示意图。
25.附图标记说明
26.1-仪表板总成,11-仪表板横梁,2-仪表板配合部,3-定位件,31-本体,32-头部,33-导向部,4-卡槽。
具体实施方式
27.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下
实施例用于说明本实用新型,但不用来限制本实用新型的范围。下述说明书中,以车头方向为前,车尾方向为后,且当表示数值范围时,均含本数。
28.如图4所示,本实施例提供一种仪表板总成1定位结构,包括仪表板总成1、位于车身上的仪表板配合部2,以及固定在仪表板配合部2上的销型定位件3,其中仪表板总成1的前部设有仪表板横梁11,仪表板横梁11的两端设有用于与定位件3配合的定位孔,定位件3包括本体31和头部32,其头部32位于仪表板配合部2的前侧,其本体31自头部32向车尾方向延伸设置,并穿过仪表板配合部2,具有大部分结构伸出于仪表板配合部2后侧的形态。柱型的本体31具有光滑平整的表面结构,且其与定位孔配合后,具有一定的伸出于仪表板总成1后边缘的长度,以确保仪表板总成1无论是向车尾方向还是向车头方向发生倾倒后,还是会凭借定位件3悬挂在仪表板配合部2后侧,不发生定位孔脱离定位件3的现象。
29.基于此,记定位件3穿过仪表板配合部2后,伸出于仪表板配合部2的长度为b,对应的仪表板总成1装配步骤如下:
30.s1:使用机械臂进行托运,将仪表板总成1运送至定位件3附近,再使定位件3与定位孔相配合;此时,仪表板总成1由于机械臂的支撑而不发生倾斜,定位件3伸出仪表板总成1后边缘的长度记为a。
31.s2:移开机械臂,任由仪表板总成1在重力作用下倾倒;若仪表板总成1为会向车尾方向倾倒的结构,记仪表板总成1倾倒后的后边缘相较于其倾倒前的后边缘,沿定位件3轴向位移的行程为c(如图5),并记倾倒发生后,仪表板总成1后边缘距离本体31远离仪表板配合部2一端的距离为安全余量d。
32.s3:人工扶正仪表板总成1,打入紧固螺栓;由于本体31具有光滑平整的表面,在紧固螺栓拧紧过程中,仪表板总成1自然会与仪表板配合部2贴合,进而实现此二者之间的装配。
33.进一步地,当b占定位件3全长的百分比落入95%~98%,a占定位件3全长的百分比落入30%~35%,c占定位件3全长的百分比落入5%~10%,安全余量d占定位件3全长的百分比落入12%~20%时,定位结构能在降低脱离事故发生风险的同时,兼顾定位件3生产成本和经济性。
34.进一步地,为了便于机械臂定位,让定位孔与定位件3具有良好的装配性(即定位孔能在机械臂托举下顺利且无磕碰地套在定位件3外),本体31远离仪表板配合部2的一端上还设有锥型的导向部33,且导向部33的直径由车头向车尾方向逐渐减小。
35.进一步地,本案发明人发现,在导向部33长度过长的前提下,机械臂在托举仪表板总成1靠近仪表板配合部2的过程中,定位孔的孔壁有可能与导向部33的直径渐变的侧表面之间发生磕碰,进而受阻而无法前进,或产生损伤定位柱的情况,因此如图6所示,记导向部33的侧表面与本体31的轴向之间的夹角为β,导向部33长度为e,优选地,140
°
≥β≥170
°
,e占定位件3全长的百分比落入10%~15%,在此范围内,导向部33占据定位件3全长百分比较低,能为本体31以及安全余量d留出足够的长度设计空间。
36.综上所述,通过取消卡槽4的设计,并在定位件3上设置足够的安全余量d,本实用新型能够降低仪表板总成1装配工序的复杂度,放宽仪表板总成1装配工序中对工人容错度的要求,并提升仪表板总成1的装配良率。
37.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限
于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1