一种分段式D柱外板总成及汽车的制作方法
一种分段式d柱外板总成及汽车
技术领域
1.本实用新型涉及车辆结构的技术领域,具体涉及一种分段式d柱外板总成及汽车。
背景技术:
2.d柱外板总成的刚度对背门框的扭转刚度影响很大,d柱外板的刚度直接影响背门框的弯曲及扭转性能。
3.目前,传统设计常常将d柱外板设计为整体式,这样要达到要求的弯曲及扭转性能需要整个d柱材料厚度较厚,影响轻量化,且整体式d柱外板冲压难度较大,零件成型后缺陷较多,难以解决。
技术实现要素:
4.本实用新型的目的是提供一种分段式d柱外板总成及汽车,满足轻量化,并提高良品率。
5.为实现上述目的,本实用新型采用如下技术方案。
6.一种分段式d柱外板总成,包括d柱下加强板、d柱下外板和d柱上外板,所述d柱下加强板通过翻边焊接在所述d柱下外板上,并形成腔体,所述d柱下外板的端部与所述d柱上外板搭接焊接,所述d柱上外板的宽度沿远离所述d柱下外板的一端逐渐减小。
7.采用上述技术方案的本实用新型,通过设置d柱下加强板、d柱下外板和d柱上外板,并将d柱下加强板与d柱下外板焊接形成空腔,提升弯曲和扭转强度,并实现轻量化,还将d柱上外板焊接在d柱下外板上代替原来一体成型的d柱外板,可降低了零部件冲压难度,同时上板及下板尺寸差异较大,分段式结构可以有效提升材料利用率,提高生产过程中的良品率。
8.优选的,所述d柱下外板整体呈长方形,所述d柱下外板上凹凸变形形成有相邻的凸起部和凹腔。
9.通过将d柱下外板上凹凸变形形成有相邻的凸起部和凹腔,可提升d柱下外板的强度和刚度,弯曲和扭转强度,并实现轻量化。
10.优选的,所述d柱下加强板的截面呈c形,所述d柱下加强板的两侧设置有翻边,通过所述翻边焊接在所述d柱下外板的凹腔上方并形成所述腔体。
11.通过将d柱下加强板通过翻边焊接在d柱下外板的凹腔上方并形成腔体,可提升焊接点的强度,并使d柱下加强板与凹腔之间形成腔体,提升整体的强度和刚度,提升弯曲和扭转强度,并实现轻量化。
12.优选的,所述d柱下加强板的一端设置有弯折部,通过所述弯折部与d柱下外板的端部焊接,并通过所述弯折部支撑所述d柱下加强板,另一端设置有连接部,通过所述连接部与d柱下外板的凸起部连接。
13.通过将设置弯折部从端部将d柱下加强板支撑在d柱下外板的凹腔上,并设置连接部与d柱下外板的凸起部连接,提升d柱下加强板与d柱下外板之间连接的可靠性。
14.优选的,所述d柱上外板的截面呈c形,所述d柱上外板的宽度为d柱下外板的1/3至2/3。
15.通过将d柱上外板的截面设置为c形可提升其强度和刚度,将的宽度为d柱下外板的1/3至2/3的d柱上外板单独成型,减轻成型难度,还可有效提升材料利用率,提高生产过程中的良品率。
16.优选的,所述d柱下加强板的材料为b340/590dp,厚度为1.5mm。
17.通过将d柱下加强板的材料和厚度与d柱下外板和d柱上外板差异化设置,不仅满足背门框的弯曲及扭转刚度,同时有利于轻量化。
18.优选的,所述d柱下加强板上形成有由其本体凹凸变形形成的加强部。
19.通过在d柱下加强板上设置加强部,提升发动机舱上连接板的刚度和强度。
20.优选的,所述d柱下外板和d柱上外板的材料为b280vk,厚度为1mm。
21.通过将d柱下外板和d柱上外板的材料和厚度与d柱下加强板差异化设置,不仅满足背门框的弯曲及扭转刚度,同时有利于轻量化。
22.优选的,所述d柱下加强板上形成有减重孔。
23.通过在d柱下加强板上设置减重孔,在满足其强度和刚度的前提下实现轻量化。
24.为了达到上述目的,本实用新型的实施例还提供了一种汽车,包括上述分段式d柱外板总成。
25.本实用新型的有益效果是,通过设置d柱下加强板、d柱下外板和d柱上外板,并将d柱下加强板与d柱下外板焊接形成空腔,提升弯曲和扭转强度,并实现轻量化,还将d柱上外板焊接在d柱下外板上代替原来一体成型的d柱外板,可降低了零部件冲压难度,同时上板及下板尺寸差异较大,分段式结构可以有效提升材料利用率,提高生产过程中的良品率。
附图说明
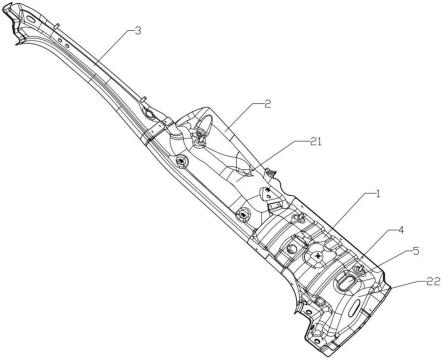
26.图1是本实用新型的结构图;
27.图2是d柱下外板的结构图;
28.图3是d柱下加强板的结构图。
具体实施方式
29.下面结合附图对本实用新型作进一步说明,但并不因此将本实用新型限制在所述的实施例范围之中。
30.说明书附图中的附图标记包括:d柱下加强板1、d柱下外板2、凸起部21、凹腔22、d柱上外板3、加强部4、减重孔5、翻边6。
31.实施例1,参见图1至图2,一种分段式d柱外板总成,包括d柱下加强板1、d柱下外板2和d柱上外板3,所述d柱下加强板1通过翻边6焊接在所述d柱下外板2上,并形成腔体,所述d柱下外板2的端部与所述d柱上外板3搭接焊接,所述d柱上外板3的宽度沿远离所述d柱下外板2的一端逐渐减小。
32.参见图1和图2,所述d柱下外板2整体呈长方形,所述d柱下外板2上凹凸变形形成有相邻的凸起部21和凹腔22。
33.参见图3,所述d柱下加强板1的截面呈c形,所述d柱下加强板1的两侧设置有翻边
6,通过所述翻边6焊接在所述d柱下外板2的凹腔22上方并形成所述腔体。
34.参见图1和图3,所述d柱下加强板1的一端设置有弯折部,通过所述弯折部与d柱下外板2的端部焊接,并通过所述弯折部支撑所述d柱下加强板1,另一端设置有连接部,通过所述连接部与d柱下外板2的凸起部21连接。
35.参见图2,所述d柱上外板3的截面呈c形,所述d柱上外板3的宽度为d柱下外板2的1/3至2/3。所述d柱下加强板1的材料为b340/590dp,厚度为1.5mm。
36.参见图3,所述d柱下加强板1上形成有由其本体凹凸变形形成的加强部4。所述d柱下外板2和d柱上外板3的材料为b280vk,厚度为1mm。所述d柱下加强板1上形成有减重孔5。
37.实施例2,一种汽车,包括上述分段式d柱外板总成。需要说明的是,该汽车可包括燃油汽车、电动汽车等。具体的,可为两厢轿车、三厢轿车、皮卡车、suv、mpv、面包车或越野车等。
38.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种分段式d柱外板总成,其特征在于,包括d柱下加强板(1)、d柱下外板(2)和d柱上外板(3),所述d柱下加强板(1)通过翻边(6)焊接在所述d柱下外板(2)上,并形成腔体,所述d柱下外板(2)的端部与所述d柱上外板(3)搭接焊接,所述d柱上外板(3)的宽度沿远离所述d柱下外板(2)的一端逐渐减小。2.根据权利要求1所述的分段式d柱外板总成,其特征在于,所述d柱下外板(2)整体呈长方形,所述d柱下外板(2)上凹凸变形形成有相邻的凸起部(21)和凹腔(22)。3.根据权利要求2所述的分段式d柱外板总成,其特征在于,所述d柱下加强板(1)的截面呈c形,所述d柱下加强板(1)的两侧设置有翻边(6),通过所述翻边(6)焊接在所述d柱下外板(2)的凹腔(22)上方并形成所述腔体。4.根据权利要求2所述的分段式d柱外板总成,其特征在于,所述d柱下加强板(1)的一端设置有弯折部,通过所述弯折部与d柱下外板(2)的端部焊接,并通过所述弯折部支撑所述d柱下加强板(1),另一端设置有连接部,通过所述连接部与d柱下外板(2)的凸起部(21)连接。5.根据权利要求1所述的分段式d柱外板总成,其特征在于,所述d柱上外板(3)的截面呈c形,所述d柱上外板(3)的宽度为d柱下外板(2)的1/3至2/3。6.根据权利要求1所述的分段式d柱外板总成,其特征在于,所述d柱下加强板(1)的材料为b340/590dp,厚度为1.5mm。7.根据权利要求1所述的分段式d柱外板总成,其特征在于,所述d柱下加强板(1)上形成有由其本体凹凸变形形成的加强部(4)。8.根据权利要求7所述的分段式d柱外板总成,其特征在于,所述d柱下外板(2)和d柱上外板(3)的材料为b280vk,厚度为1mm。9.根据权利要求1所述的分段式d柱外板总成,其特征在于,所述d柱下加强板(1)上形成有减重孔(5)。10.一种汽车,其特征在于,包括权利要求1~9任一项所述的分段式d柱外板总成。
技术总结
本实用新型公开了一种分段式D柱外板总成及汽车,分段式D柱外板总成包括D柱下加强板、D柱下外板和D柱上外板,所述D柱下加强板通过翻边焊接在所述D柱下外板上,并形成腔体,所述D柱下外板的端部与所述D柱上外板搭接焊接,所述D柱上外板的宽度沿远离所述D柱下外板的一端逐渐减小。汽车包括前述分段式D柱外板总成。通过设置D柱下加强板、D柱下外板和D柱上外板,并将D柱下加强板与D柱下外板焊接形成空腔,提升弯曲和扭转强度,并实现轻量化,D柱上外板焊接在D柱下外板上代替原来一体成型的D柱外板,可降低了零部件冲压难度,汽车质量好。汽车质量好。汽车质量好。
技术研发人员:邓祥伟 狄武飞 张超 廖天明
受保护的技术使用者:东风小康汽车有限公司重庆分公司
技术研发日:2022.03.04
技术公布日:2022/6/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1