车辆组装系统的制作方法
1.本实用新型涉及车辆组装技术领域,具体提供一种车辆组装系统。
背景技术:
2.在汽车生产制造过程中,需在总装车间进行较大零件的自动装配,例如,将天幕玻璃、前风挡、后风挡、仪表总成装配至车身上,现有自动装配站在主线上呈串联设置,在设备故障后影响整个生产线全部停线,影响生产效率,同时,如果生产线需提升生产节拍时,需要进行大量的改造工作,耽误时间,且增加成本。
3.综上所述,现有总装车间自动装配站呈串联设置在出现故障后影响生产工作。
4.相应地,本领域需要一种新的车辆组装系统来解决上述问题。
技术实现要素:
5.本实用新型旨在解决上述技术问题,即,解决现有总装车间的自动装配站均呈串联设置因而容易在出现故障后影响生产工作的问题。
6.本实用新型提供一种车辆组装系统,所述车辆组装系统包括主装线路、多个第一agv运输载体和多个组装区域,
7.多个所述组装区域设置在所述主装线路上,所述组装区域包括多个呈并联设置的装配站,
8.所述第一agv运输载体设置成能够承载着车身自所述主装线路进入多个所述装配站中的任意一个且能够承载着车身自所述装配站回归所述主装线路。
9.在上述车辆组装系统的优选技术方案中,所述车辆组装系统还包括至少一个部件分装区域、多个部件分支线路以及至少一组第二agv运输载体,
10.所述部件分支线路的数量和所述组装区域的装配站的数量相同,多个所述部件分支线路分别经过多个呈并联设置的所述装配站,且多个所述部件分支线路的重合部分经过所述部件分装区域,
11.所述第二agv运输载体设置成能够承载组装后的部件且能够沿多个所述部件分支线路移动。
12.在上述车辆组装系统的优选技术方案中,所述组装区域包括仪表装配区域,所述仪表装配区域包括两个呈并联设置的仪表装配站,所述仪表装配站设置成能够在所述第一agv运输载体将所述车身运输至所述仪表装配站时将仪表装配至所述车身上。
13.在上述车辆组装系统的优选技术方案中,所述部件分装区域包括仪表分装区域,所述部件分支线路包括第一仪表分支线路和第二仪表分支线路,
14.所述第一仪表分支线路和所述第二仪表分支线路分别经过两个呈并联设置的所述仪表装配站,且所述第一仪表分支线路和所述第二仪表分支线路的重合部分经过所述仪表分装区域,
15.所述第二agv运输载体设置成能够承载组装后的仪表且能够沿所述第一仪表分支
线路和/或所述第二仪表分支线路移动。
16.在上述车辆组装系统的优选技术方案中,所述组装区域还包括风挡装配区域,所述风挡装配区域包括两个呈并联设置的风挡装配站,所述风挡装配站设置成能够在所述第一agv运输载体将所述车身运输至所述风挡装配站时将风挡装配至所述车身上。
17.在上述车辆组装系统的优选技术方案中,所述组装区域还包括尾门装配区域,所述尾门装配区域包括两个呈并联设置的尾门装配站,所述尾门装配站设置成能够在所述第一agv运输载体将所述车身运输至所述尾门装配站时将尾门装配至所述车身上。
18.在上述车辆组装系统的优选技术方案中,所述组装区域还包括天窗装配区域,所述天窗装配区域包括两个呈并联设置的天窗装配站,所述天窗装配站设置成能够在所述第一agv运输载体将所述车身运输至所述天窗装配站时将天窗装配至所述车身上。
19.在上述车辆组装系统的优选技术方案中,所述车辆组装系统的接车位设置在所述主装线路的首端,所述车辆组装系统的送车位设置在所述主装线路的末端,所述主装线路的首尾相连以形成闭合回路,
20.所述送车位上设置有送车装置以将装配好的车身自所述第一agv运输载体上取下,所述接车位上设置有接车装置以将未装配的车身放置在所述第一agv运输载体上。
21.在上述车辆组装系统的优选技术方案中,所述车辆组装系统还包括预留区域,所述预留区域设置于所述组装区域的附近。
22.在上述车辆组装系统的优选技术方案中,所述第一agv运输载体为电磁感应引导式agv小车、激光引导式agv小车和视觉引导式agv小车中的一种。
23.在采用上述技术方案的情况下,本实用新型的车辆组装系统包括主装线路、多个第一agv运输载体和多个组装区域,多个组装区域设置在主装线路上,组装区域包括多个呈并联设置的装配站,第一agv运输载体设置成能够承载着车身自主装线路进入多个装配站中的任意一个且能够承载着车身自装配站回归主装线路。本实用新型通过多个装配站呈并联设置,在一个装配站出现故障后,其余装配站仍然能够进行装配工作,不妨碍正常生产工作的进行。
附图说明
24.下面结合附图来描述本实用新型的优选实施方式,附图中:
25.图1是本实用新型的第一种优选实施例的车辆组装系统的结构示意图;
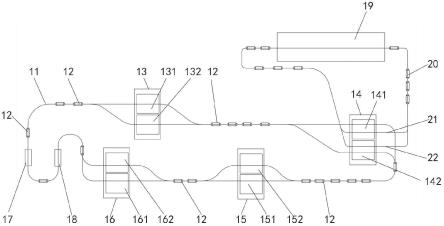
26.图2是本实用新型的第二种优选实施例的车辆组装系统的结构示意图;
27.附图标记:
28.11、主装线路;12、第一agv运输载体;13、风挡装配区域;131、第一风挡装配站;132、第二风挡装配站;14、仪表装配区域;141、第一仪表装配站;142、第二仪表装配站;15、天窗装配区域;151、第一天窗装配站;152、第二天窗装配站;16、尾门装配区域;161、第一尾门装配站;162、第二尾门装配站;17、送车位;18、接车位;19、仪表分装区域;20、第二agv运输载体;21、第一仪表分支线路;22、第二仪表分支线路。
具体实施方式
29.下面参照附图来描述本实用新型的优选实施方式。本领域技术人员应当理解的
是,这些实施方式仅仅用于解释本实用新型的技术原理,并非旨在限制本实用新型的保护范围。本领域技术人员可以根据需要对其作出调整,以便适应具体的应用场合。
30.需要说明的是,在本实用新型的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
31.此外,还需要说明的是,在本实用新型的描述中,除非另有明确的规定和限定,术语“相连”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本实用新型中的具体含义。
32.首先参阅图1至2,如图1至2所示,本实用新型提供一种车辆组装系统,车辆组装系统包括主装线路11、多个第一agv运输载体12和多个组装区域,多个组装区域设置在主装线路11上,组装区域包括多个呈并联设置的装配站,第一agv运输载体12设置成能够承载着车身自主装线路11进入多个装配站中的任意一个且能够承载着车身自装配站回归主装线路11。基于上述结构设置,在组装区域内的某一装配站出现故障后,其余装配站仍可进行工作,避免生产线停产,在对装配站进行维修改造的同时仍然能够进行工作,且多个装配站同时工作时还可提升生产效率。
33.接下来参阅图1,作为车辆组装系统的第一种优选实施例,组装区域包括仪表装配区域14,仪表装配区域14包括两个呈并联设置的仪表装配站,仪表装配站设置成能够在第一agv运输载体12将车身运输至仪表装配站时将仪表装配至车身上。具体而言,第一agv运输载体12将车身运输至第一仪表装配站141时,第一仪表装配站141能够自动将仪表装配至车身上,第一agv运输载体12将车身运输至第二仪表装配站142时,第二仪表装配站142能够自动将仪表装配至车身上。基于上述结构设置,在仪表装配作业中,如果第一仪表装配站141和第二仪表装配站142中的一个出现故障或进行改造,其中另一个仍可进行工作,以不影响仪表装配的正常进行。
34.此外,在本优选实施例中,组装区域还包括风挡装配区域13,风挡装配区域13包括两个呈并联设置的风挡装配站,风挡装配站设置成能够在第一agv运输载体12将车身运输至风挡装配站时将风挡装配至车身上。具体而言,第一agv运输载体12将车身运输至第一风挡装配站131时,第一风挡装配站131能够自动将风挡装配至车身上,第一agv运输载体12将车身运输至第二风挡装配站132时,第二风挡装配站132能够自动将风挡装配至车身上。基于上述结构设置,在风挡装配作业中,如果第一风挡装配站131和第二风挡装配站132中的一个出现故障或进行改造,其中另一个仍可进行工作,以不影响风挡装配的正常进行。
35.进一步地,组装区域还包括尾门装配区域16,尾门装配区域16包括两个呈并联设置的尾门装配站,尾门装配站设置成能够在第一agv运输载体12将车身运输至尾门装配站时将尾门装配至车身上。具体而言,第一agv运输载体12将车身运输至第一尾门装配站161时,第一尾门装配站161能够自动将尾门装配至车身上,第一agv运输载体12将车身运输至第二尾门装配站162时,第二尾门装配站162能够自动将尾门装配至车身上。基于上述结构设置,在尾门装配作业中,如果第一尾门装配站161和第二尾门装配站162中的一个出现故障或进行改造,其中另一个仍可进行工作,以不影响尾门装配的正常进行。
36.更进一步地,组装区域还包括天窗装配区域,天窗装配区域15包括两个呈并联设置的天窗装配站,天窗装配站设置成能够在第一agv运输载体12将车身运输至天窗装配站
时将天窗装配至车身上。具体而言,第一agv运输载体12将车身运输至第一天窗装配站151时,第一天窗装配站151能够自动将天窗装配至车身上,第一agv运输载体12将车身运输至第二天窗装配站152时,第二天窗装配站152能够自动将天窗装配至车身上。基于上述结构设置,在天窗装配作业中,如果第一天窗装配站151和第二天窗装配站152中的一个出现故障或进行改造,其中另一个仍可进行工作,以不影响天窗装配的正常进行。
37.本领域技术人员能够理解的是,虽然本优选实施例中,尾门装配区域16、天窗装配区域15、仪表装配区域14和风挡装配区域13中均设置有两个呈并联设置的装配站,但这并不是限制性的,在另一种优选的实施例中,可以是,均设置有三个呈并联设置的装配站,或者是尾门装配区域16、天窗装配区域15、仪表装配区域14和风挡装配区域13中部分区域设置有两个呈并联设置的装配站,剩余部分区域设置有三个呈并联设置的装配站,还可以是,一个装配区域内包括两组呈并联设置的装配站,每组包括多个呈串联设置的装配站,本领域技术人员可根据实际情况自行设定。
38.另外,需要说明的是,本实用新型的组装区域可以包括尾门装配区域16、天窗装配区域15、仪表装配区域14和风挡装配区域13中的一个或多个,且组装区域内的装配区域内均设置有多个呈并联设置的装配站,这种有关组装区域内装配区域的数量和类型的改变,均不偏离本实用新型的基本原理,将落入本实用新型的保护范围之内。
39.继续参阅图1,在本优选实例中,车辆组装系统的接车位18设置在主装线路11的首端,车辆组装系统的送车位17设置在主装线路11的末端,主装线路11的首尾相连以形成闭合回路,送车位17上设置有送车装置(图中未示出)以将装配好的车身自第一agv运输载体12上取下,接车位18上设置有接车装置(图中未示出)以将未装配的车身放置在第一agv运输载体12上。
40.车辆组装系统在工作时,首先第一agv运输载体12移动至接车位18,接车装置将未装配的车身放置在第一agv运输载体12上,之后,第一agv运输载体12移动至第一尾门装配站161和第二尾门装配站162中的一个内,以将尾门装配至车身上,之后第一agv运输载体12移动至第一天窗装配站151和第二天窗装配站152中的一个内,以将天窗装配至车身上,之后第一agv运输载体12移动至第一仪表装配站141和第二仪表装配站142中的一个内,以将仪表装配至车身上,之后第一agv运输载体12移动至第一风挡装配站131和第二风挡装配站132中的一个内,以将风挡装配至车身上,之后第一agv运输载体12移动至送车位17,送车装置将装配好的车身自第一agv运输载体12上取下,之后第一agv运输载体12移动至接车位,进行下一次装配循环。
41.进一步地,在本优选实例中,车辆组装系统还包括预留区域(图中未示出),预留区域设置于组装区域的附近。具体而言,尾门装配区域16、天窗装配区域15、仪表装配区域14和风挡装配区域13的附近均设置有预留区域,在有需要的情况下,方便在预留区域内增设新的装配站。
42.进一步地,车辆组装系统靠近总装车间内的物流区域设置,方便大件零件的运输,避免送件拥堵。
43.接下来参阅图2,如图2所示,作为车辆组装系统的第二种优选实施例,与第一优选实施例的区别在于:车辆组装系统还包括至少一个部件分装区域、多个部件分支线路以及至少一组第二agv运输载体20,部件分支线路的数量和组装区域的装配站的数量相同,多个
部件分支线路分别经过多个呈并联设置的装配站,且多个部件分支线路的重合部分经过部件分装区域,第二agv运输载体20设置成能够承载组装后的部件且能够沿多个部件分支线路移动。
44.具体而言,部件分装区域包括仪表分装区域19,部件分支线路包括第一仪表分支线路21和第二仪表分支线路22,第一仪表分支线路21和第二仪表分支线路22分别经过第一仪表装配站141和第二仪表装配站142,且第一仪表分支线路21和第二仪表分支线路22的重合部分经过仪表分装区域19,第二agv运输载体20设置成能够承载组装后的仪表且能够沿第一仪表分支线路21和第二仪表分支线路22移动,在仪表分装区域19内完成对仪表总成的装配,之后第二agv运输载体20移动至第一仪表装配站141和第二仪表装配站142中的一个,将仪表总成运输至站内,给仪表装配站提供装配部件,防止装配部件堆积在仪表装配区域14内造成拥堵,基于此设置,能够更合理的利用空间,且生产效率高,仪表分装区域19和仪表装配区域14的相邻设置,能够节省运输时间。
45.在第一仪表装配站141出现故障或进行改造时,第二agv运输载体20沿着第二仪表分支线路22移动至第二仪表装配站142继续进行工作,在在第二仪表装配站142出现故障或进行改造时,第二agv运输载体20沿着第一仪表分支线路21移动至第一仪表装配站141继续进行工作,不妨碍装配工作的正常进行。
46.需要说明的是,本实用新型不对部件分支线路的具体数量作任何限制,本领域技术人员可根据装配区域内装配站的数量自行设定。
47.另外,需要说明的是,本发实用新型不对部件分装区域的具体数量作任何限制,部件分装区域还可以包括天窗分装区域,在天窗分装区域内组装好天窗部件后,通过agv运输载体将组装好的天窗部件运输至天窗装配区域15内,这种有关部件装区域的具体数量本领域技术人员可根据实际情况自行设定。
48.此外,第一agv运输载体和第二agv运输载体为电磁感应引导式agv小车、激光引导式agv小车和视觉引导式agv小车中的一种。
49.需要说明的是,本实用新型不对第一agv运输载体和第二agv运输载体的具体数量作任何限制,本领域技术人员可根据实际情况自行设定。
50.至此,已经结合附图所示的优选实施方式描述了本实用新型的技术方案,但是,本领域技术人员容易理解的是,本实用新型的保护范围显然不局限于这些具体实施方式。在不偏离本实用新型的原理的前提下,本领域技术人员可以对相关技术特征作出等同的更改或替换,这些更改或替换之后的技术方案都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1