一种后地板总成的制作方法
本发明属于汽车设计,具体的说是一种后地板总成。
背景技术:
1、传统汽车的地板都是钣金焊接在一起的,不仅件数多,而且重量很重;传统汽车的钣金都是通过焊接连接在一起,并且后地板的焊点都在成百上千个焊点;传统汽车的钣金数据,壁厚都是均匀的,无法在局部位置增加壁厚或者降低壁厚。传统的某车型设计后地板采用钣金方案需要74个件,数量比较多,并且冲压模具也比较多,传统的白车身都是钣金焊接拼接而成,为了达到某一性能还需要额外增加钣金件实现整车需求的性能,传统的白车身钣金件过多,对生产或者组装车来说都需要耗费很大的精力。
技术实现思路
1、针对以上问题,本发明提供了一种后地板总成,采用高真空压铸工艺将某车型的后地板的74个钣金件集成一个件,同时降低后地板的重量,同时提升整个白车身的性能。通过集成设计将多个钣金件集成一个压铸件,不仅方便生产和减少车的组装,而且可以实现轻量化。少件化,将钣金的74个集成一个铸件;设计方案自由化,在局部位置可以调整壁厚;轻量化,重量降低16.1%左右;铸铝后地板产品性能提升,扭转刚度比传统钣金方案提升了5000牛米。少件化、轻量化、集成化,生产产地减小,整车生产成本大大降低铸铝车身的模态高于传统钣金车身。
2、采用一体式压铸后地板总成,将原来通过零部件冲压、焊接的总成一次压铸成型,本发明压铸后地板的开发跟传统的钣金车同步开发,在边界条件相同的情况下,设计一体化铸铝中后地板。设计过程发挥铸铝的设计优势,在保证不跟周围环境数据干涉的情况下设计铸铝结构。钣金设计过程壁厚都是均匀的,钣金设计中无法在局部位置增加壁厚或者减少壁厚,而铸铝设计过程可以局部增加壁厚或者局部降低壁厚,设计相对灵活,同时铸铝结构设计过程可以通过加强筋来加强工件的性能。在设计有过渡壁厚方面的设计方案明显优于钣金的设计方案。
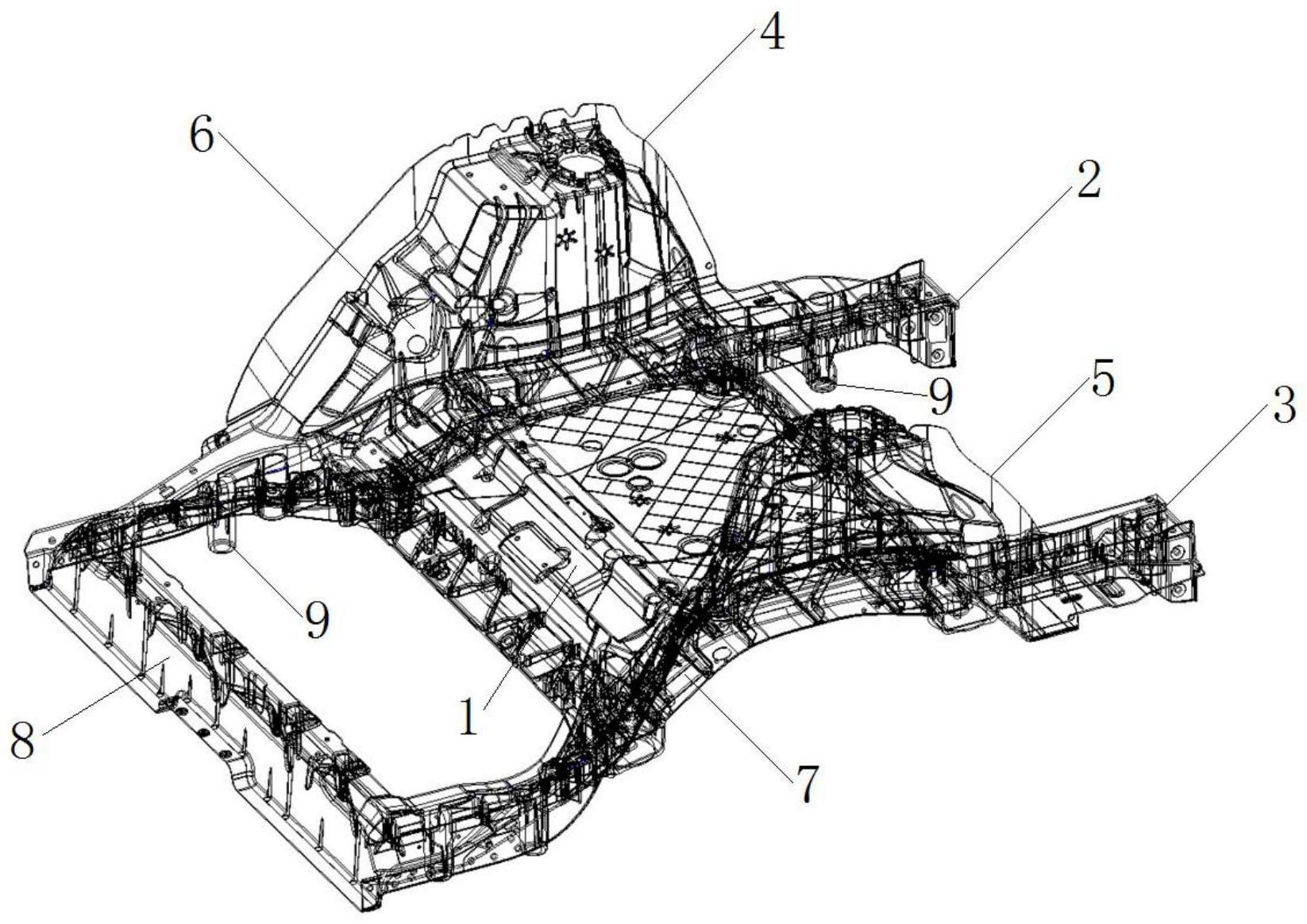
3、本发明技术方案如下,一种后地板总成,包括:一体压铸成形的横梁、纵梁、减震塔和轮罩,具体为,
4、对称设置在后地板主体后方的第一纵梁和第二纵梁;
5、对称设置在后地板主体两侧的第一减震塔和第二减震塔;
6、对称设置在后地板主体两侧的第一轮罩和第二轮罩;
7、第一纵梁、第一减震塔和第一轮罩在后地板主体一侧,第二纵梁第二减震塔和第二轮罩在后地板主体另一侧,对称设置,对称轴与后地板主体中心线重合,第一纵梁与第二纵梁平行;
8、以及设置在后地板主体前方的横梁。
9、进一步的,后地板总成重量≤60kg。
10、进一步的,减震塔高度>700mm。
11、进一步对,后地板总成壁厚2-7mm。
12、进一步的,第一纵梁、第二纵梁和横梁设有多个蜂窝筋。
13、进一步的,后地板主体四周均布多个蜂窝筋。
14、进一步的,蜂窝筋的高度0.3mm,筋宽度2mm。
15、本发明的有益效果为:
16、本发明在跟钣金同步开发的过程中,保证不跟周围环境件的干涉条件下,在钣金数据的基础上设计一体化铸铝中后地板,根据铸铝结构的优势,保证整个白车身的性能,同时将74个集成一个大型的薄壁铸铝件,同时将重量降低11.2kg(钣金重量69.4kg,铸铝重量58.2kg)。本次发明主要是将钣金的74个件集成一个大型的薄壁铸件,不仅可以实现少件化,还能体现车身的轻量化,还能提升车身的扭转刚度,模态等各种性能。采用一体化压铸后,不仅减少了生产产地,同时降低了整个生产周期,节约生产成本。
技术特征:
1.一种后地板总成,其特征在于,包括:一体压铸成形的横梁、纵梁、减震塔和轮罩,具体为,
2.如权利要求1所述的一种后地板总成,其特征在于,第一纵梁、第二纵梁和横梁设有多个蜂窝筋。
3.如权利要求1所述的一种后地板总成,其特征在于,后地板主体四周均布多个蜂窝筋。
4.如权利要求2或3所述的一种后地板总成,其特征在于,蜂窝筋的高度0.3mm,筋宽度2mm。
5.如权利要求4所述的一种后地板总成,其特征在于,后地板总成重量≤60kg。
6.如权利要求4所述的一种后地板总成,其特征在于,减震塔高度>700mm。
7.如权利要求4所述的一种后地板总成,其特征在于,后地板总成壁厚2-7mm。
技术总结
本发明公开了一种后地板总成,属于汽车设计技术领域,本发明采用高真空压铸工艺将汽车后地板的多个钣金件集成一个件,降低后地板的重量,提升整个白车身的性能。通过集成设计将多个钣金件集成一个压铸件,不仅方便生产和减少车的组装,而且可以实现轻量化。本发明在跟钣金同步开发的过程中,保证不跟周围环境件的干涉条件下,在钣金数据的基础上设计一体化铸铝中后地板,根据铸铝结构的优势,保证整个白车身的性能,实现少件化,还能体现车身的轻量化,还能提升车身的扭转刚度,模态等各种性能。采用一体化压铸后,不仅减少了生产产地,同时降低了整个生产周期,节约生产成本。
技术研发人员:张吉军,王甫峰,王晓秋,胡柏崧,张福强,王成刚,石利军,王鹏越
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!