一种A柱加强组件及车辆的制作方法
本技术涉及汽车零部件,具体为一种a柱加强组件及车辆。
背景技术:
1、随着社会的发展,技术的进步,用户对重卡驾驶室的安全性越来越重视。根据交通运输部新行业标准要求,达到一定吨位的配置车型需要对驾驶室的双a柱进行撞击试验,试验后的驾驶室关键位置的变形量需要满足相应的指标。根据试验数据表明,现有车型上的a柱结构:由内板、外板及a柱加强板焊接成的腔体结构,无法满足要求。因此,如何满足白车身撞击试验的强度要求,是本领域技术人员亟待解决的技术问题。
2、在相关技术中,设计人员一般通过单一提升a柱的腔体尺寸、材料牌号,或者在a柱内部增设各种“口”型的封闭腔体管材或型材结构,以提高a柱的结构强度和刚度。但是,这样会导致a柱的加工和装配工序复杂,不利于车身的轻量化,提高了车身的生产成本。
技术实现思路
1、本实用新型的目的在于提供一种a柱加强组件及车辆,以解决上述背景技术中提出的装配工序复杂,不利于车身的轻量化,提高了车身的生产成本的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种a柱加强组件,包括焊接在一起的a柱加强板、加强板a、加强板b;其中所述a柱加强板上端为a柱上内板,下端为a柱下内板;所述焊接在一起的a柱加强板、加强板a、加强板b与侧围外板装配在一起。
4、优选的,所述加强板a和加强板b相焊接固定组成加强板小总成,所述加强板a和加强板b组成的加强板小总成与a柱加强板焊接组成a柱加强板总成。
5、优选的,在a柱上部,设计成“几”字形结构的所述加强板b与加强板a在y向焊点连接,加强板a与a柱加强板左侧斜面焊接,所述a柱加强板与外板、内板在两侧焊接。
6、优选的,所述加强板a与a柱加强板左侧斜面焊接。
7、优选的,在a柱下部门槛处,所述加强板a、加强板b和a柱加强板在y向焊点连接,a柱加强板与外板、内板在上下两侧焊接。
8、优选的,在a柱下部门槛处,所述加强板b和内板贴合设计。
9、优选的,所述加强板a、加强板b和a柱加强板的z向设置有高度落差,所述加强板b上开设有过线孔和焊接避让缺口,所述加强板b上设计有诱导筋条。
10、优选的,所述加强板a上设置装配避让孔,所述a柱加强板侧壁上设置有漏液孔。
11、本申请还提供了一种车辆,包括上述的a柱加强组件。
12、与现有技术相比,本实用新型的有益效果是:
13、1.通过a柱加强板的设计,该组合可以显著的提高a柱强度和刚度,使驾驶室能通过高配版的碰撞试验。
14、2.通过加强板a和加强板b的设计,使其能够满足轻量化版车型的成本与重量要求,同时制造造切换便利,最终实现产品设计成本最优的状态。
技术特征:
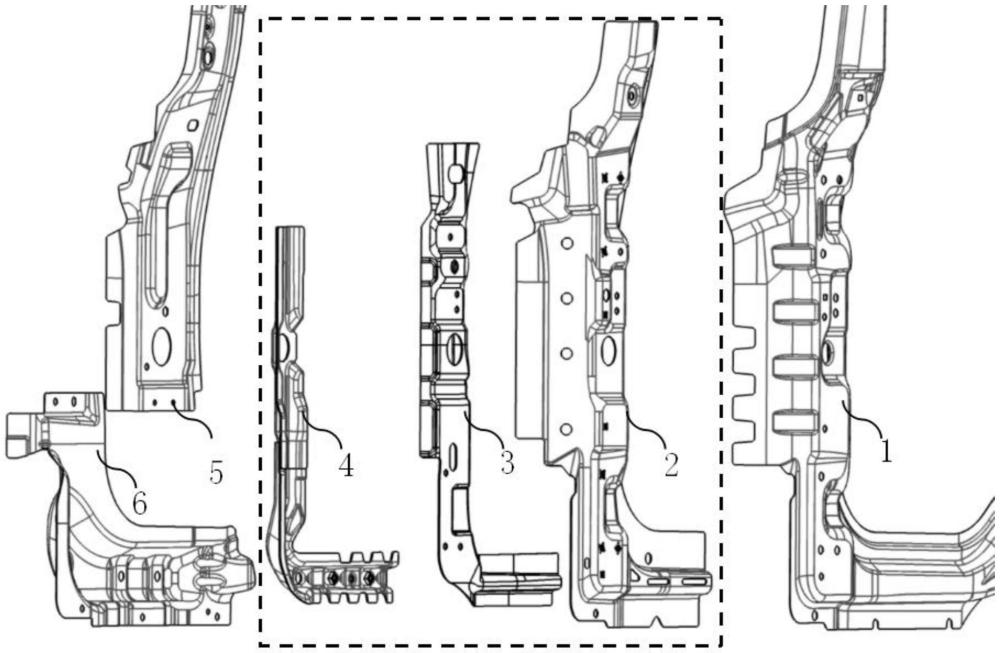
1.一种a柱加强组件,包括:焊接在一起的a柱加强板(2)、加强板a(3)、加强板b(4);其中所述a柱加强板(2)上端为a柱上内板(5),下端为a柱下内板(6);所述焊接在一起的a柱加强板(2)、加强板a(3)、加强板b(4)与侧围外板(1)装配在一起。
2.根据权利要求1所述a柱加强组件,其特征在于,所述加强板a(3)和加强板b(4)相焊接固定组成加强板小总成,所述加强板a(3)和加强板b(4)组成的加强板小总成与a柱加强板(2)焊接组成a柱加强板(2)总成。
3.根据权利要求2所述a柱加强组件,其特征在于,在a柱上部,设计成“几”字形结构的所述加强板b(4)与加强板a(3)在y向焊点连接,加强板a(3)与a柱加强板(2)左侧斜面焊接,所述a柱加强板(2)与外板、内板在两侧焊接。
4.根据权利要求3所述a柱加强组件,其特征在于,所述加强板a(3)与a柱加强板(2)左侧斜面焊接。
5.根据权利要求4所述a柱加强组件,其特征在于,在a柱下部门槛处,所述加强板a(3)、加强板b(4)和a柱加强板(2)在y向焊点连接,a柱加强板(2)与外板、内板在上下两侧焊接。
6.根据权利要求5所述a柱加强组件,其特征在于,在a柱下部门槛处,所述加强板b(4)和内板贴合设计。
7.根据权利要求6所述a柱加强组件,其特征在于,所述加强板a(3)、加强板b(4)和a柱加强板(2)的z向设置有高度落差,所述加强板b(4)上开设有过线孔(41)和焊接避让缺口(42),所述加强板b(4)上设计有诱导筋条(43)。
8.根据权利要求7所述a柱加强组件,其特征在于,所述加强板a(3)上设置装配避让孔(31),所述a柱加强板(2)侧壁上设置有漏液孔(21)。
9.一种车辆,其特征在于,包括:权利要求1-8中任一项所述的a柱加强组件。
技术总结
本技术公开了一种A柱加强组件,包括:焊接在一起的A柱加强板、加强板a、加强板b;其中所述A柱加强板上端为A柱上内板,下端为A柱下内板;所述焊接在一起的A柱加强板、加强板a、加强板b与侧围外板装配在一起。本申请通过A柱加强板的设计,该组合可以显著的提高A柱强度和刚度,使驾驶室能通过高配版的碰撞试验,使其能够满足轻量化版车型的成本与重量要求,同时制造造切换便利,最终实现产品设计成本最优的状态。
技术研发人员:黎树贞,王俊帅,相子刚,冯冲,郭宝玉,姜东卫,续文浩,赵伟
受保护的技术使用者:中国重汽集团济南动力有限公司
技术研发日:20230906
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!