振动焊接成形品的制作方法
本发明涉及使多个树脂部件振动焊接而成的振动焊接成形品、用于得到振动焊接成形品的振动焊接装置以及振动焊接成形品的制造方法。
背景技术:
1、例如,有时在设置于车辆的后部的尾门的上部设置有称为尾门扰流板的树脂性的部件。作为一例,尾门扰流板使用了由多个树脂部件振动焊接而成的振动焊接成形品。作为与这样的振动焊接成形品相关的现有技术,有日本特开2010-208058号公报所公开的技术。
2、日本特开2010-208058号公报所示那样的振动焊接成形品具有:外侧部件,其包含形成为大致v字状的部位;以及内侧部件,其配置于该外侧部件的形成为大致v字状的部位的内侧,并且振动焊接于外侧部件。
3、外侧部件具有大致板状的基面部和相对于该基面部斜着形成且与基面部对置的斜面部。另外,内侧部件具有振动焊接于基面部的第一接合面部、以及振动焊接于斜面部的第二接合面部。
4、在振动焊接时,一边将第一接合面部朝向基面部按压一边施加振动,并且将斜面部朝向第二接合面部按压。
5、通过利用振动焊接使2个部件一体化,而不需要使用粘接剂等,另外,能够确保高外观性。
技术实现思路
1、日本特开2010-208058号公报所公开那样的尾门扰流板设置在车辆的后端上部,因此,从后续车辆看来的目视确认性高。因此,考虑在一部分车辆中,在外侧部件的斜面部设置开口,在该开口设置刹车灯。
2、在这样的情况下,可知:如日本特开2010-208058号公报所公开那样利用辅具(辅助工具)按压斜面部时,可能产生以下要说明那样的问题。斜面部的强度因形成有开口而降低。因此,在一边利用辅具按压斜面部一边进行焊接时,因斜面部较大地挠曲等,可能无法将内侧部件充分地焊接于外侧部件。
3、不限于尾门扰流板,在具有开口的振动焊接成形品中,优选使内侧部件以高强度焊接于外侧部件。
4、本发明提供一种能够使内侧部件以高强度焊接于外侧部件的技术。
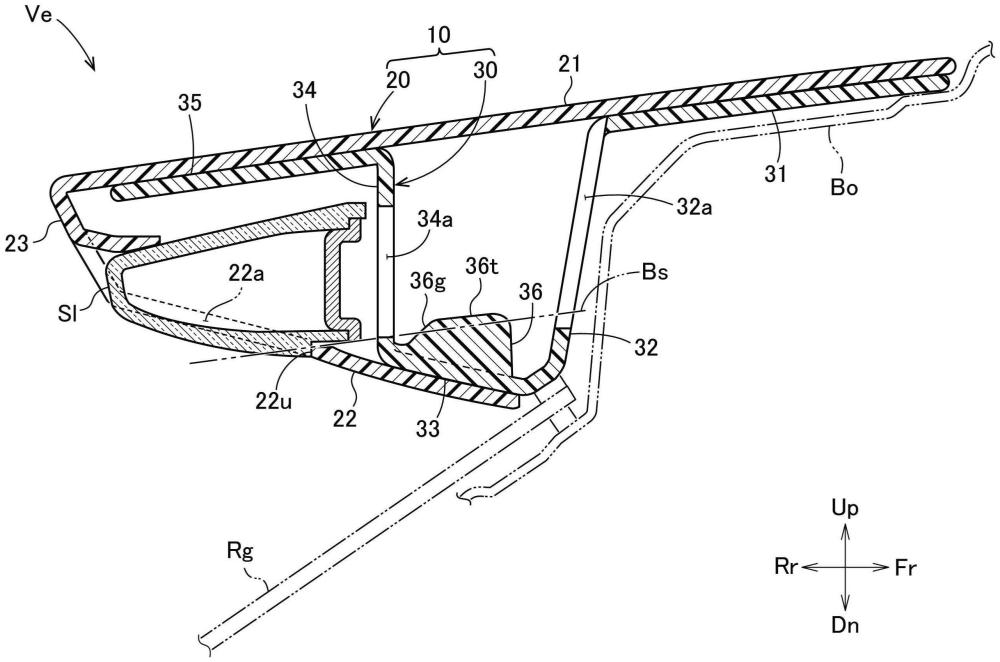
5、根据本公开说明书,提供一种振动焊接成形品,其具有:外侧部件,其包含形成为大致v字状的部位;以及内侧部件,其配置于该外侧部件的形成为大致v字状的部位的内侧,并且振动焊接于所述外侧部件,
6、其中,
7、所述外侧部件包括:大致板状的基面部;以及斜面部,其相对于该基面部斜着形成,且与所述基面部对置,
8、所述斜面部具有以能够安装其他部件的方式开设的外侧部件开口部,
9、所述内侧部件包括:第一接合面部,其振动焊接于所述基面部;第二接合面部,其振动焊接于所述斜面部;以及突起部,其从该第二接合面部朝向所述基面部突出。
技术特征:
1.一种振动焊接成形品,其具有:外侧部件,其包含形成为大致v字状的部位;以及内侧部件,其配置于该外侧部件的形成为大致v字状的部位的内侧,并且振动焊接于所述外侧部件,
2.根据权利要求1所述的振动焊接成形品,其中,
技术总结
本发明涉及振动焊接成形品,所述振动焊接成形品是将多个树脂部件振动焊接而成的,振动焊接装置用于得到振动焊接成形品。本发明的课题在于提供一种能够使内侧部件以高强度焊接于外侧部件的技术。振动焊接成形品具有:外侧部件,其包含形成为大致V字状的部位;以及内侧部件,其振动焊接于外侧部件。外侧部件包括:大致板状的基面部;以及相对于基面部斜着形成的斜面部。斜面部具有以能够安装其他部件的方式开设的外侧部件开口部。内侧部件包括:第一接合面部,其振动焊接于基面部;第二接合面部,其振动焊接于斜面部;以及突起部,其从第二接合面部朝向基面部突出。
技术研发人员:岩渕和彦
受保护的技术使用者:森六汽车配件株式会社
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!