一种低应力一体式焊接型槽形舱壁的制作方法
1.本实用新型涉及船舶建造技术领域,特别是涉及一种低应力一体式焊接型槽形舱壁。
背景技术
2.槽形舱壁是用来分隔舱室的一种舱壁,由于其不使用平面板做舱壁,而是用槽型板做舱壁,因此称为槽形舱壁,在军民船舶上都有着广泛的应用。槽形舱壁根据其加工工艺的不同,可以分为压弯型和焊接型两种。本专利是针对焊接型槽形舱壁而设计的。
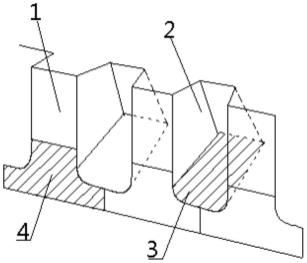
3.由于槽形舱壁中槽的存在,槽形舱壁面板1’、槽形舱壁腹板2’和底板容易形成一个造成货物堆积的区域。为了不让货物发生堆积,通常会在这个区域设置一块倾斜向下的板,称卸货板3’,而用来支撑卸货板3’的一块垂直板叫做封槽板4’。
4.如图1所示,目前槽形舱壁的卸货板3’、封槽板4’通常与槽形舱壁面板1’、槽形舱壁腹板2’之间相互独立,通过焊接连接起来。四者之间形成四条焊缝,由于焊接次数较多,而且结构复杂,焊接质量很难得到保证。通过有限元计算,四天焊缝形成的应力集中点的应力较高,达到360mpa,在使用过程容易产生裂纹等缺陷。
技术实现要素:
5.鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种低应力一体式焊接型槽形舱壁,本实用新型通过采用一体化卸货板与封槽板,减少了焊接量,降低了焊接和施工难度,有效提高了焊接质量,降低了结构的应力集中,增加了船体寿命。
6.为实现上述目的及其他相关目的,本实用新型提供一种低应力一体式焊接型槽形舱壁,包括槽形舱壁面板、槽形舱壁腹板、卸货板及封槽板,所述封槽板为凸字型结构,所述封槽板的两侧拐角处为圆弧形过渡,所述槽形舱壁面板与所述槽形舱壁腹板之间呈90度焊接连接,所述封槽板的顶部与所述槽形舱壁面板的底部焊接连接,所述封槽板的两侧与其相邻的封槽板焊接连接,所述卸货板的两侧与所述槽形舱壁腹板焊接连接,所述卸货板的前侧与所述封槽板的圆弧形过渡焊接连接,两两相邻的所述封槽板的焊缝位于所述卸货板的中部。
7.作为优选的技术方案,所述卸货板与所述封槽板连接的一侧依次包括第一斜直段、第一圆弧段、直线段、第二圆弧段、第二斜直段。
8.作为优选的技术方案,所述第一斜直段与所述直线段之间、所述第二斜直段与所述直线段之间的夹角为45度。
9.作为优选的技术方案,所述槽形舱壁腹板与所述槽形舱壁面板之间的焊缝为全焊透焊缝,所述槽形舱壁面板与所述封槽板之间的焊缝为对接焊缝,所述封槽板与所述卸货板之间的焊缝为对接焊缝,所述卸货板与所述槽形舱壁腹板之间的焊缝为全焊透焊缝。
10.作为优选的技术方案,所述卸货板为梯形结构。
11.作为优选的技术方案,所述卸货板为冷弯成型的一体式结构。
12.作为优选的技术方案,所述卸货板向下倾斜设置。
13.如上所述,本实用新型具有以下有益效果:
14.(1)本实用新型避免了槽形舱壁腹板与槽形舱壁面板、槽形舱壁面板与封槽板、封槽板与卸货板、卸货板与槽形舱壁腹板之间的焊缝集中于一点,不存在应力集中点,保证了焊缝的质量。
15.(2)本实用新型的封槽板与卸货板的连接处为圆弧形过渡,避免了卸货板与封槽板之间形成清洁死角。
16.(3)本实用新型的卸货板采用冷弯成型,避免了焊缝的产生,减少了焊接量,降低了焊接和施工难度,延长了船体寿命。
附图说明
17.图1显示为本实用新型背景技术中槽形舱壁的结构示意图。
18.图2显示为本实用新型实施例中槽形舱壁的结构示意图。
19.图3显示为本实用新型实施例中槽形舱壁的局部放大图。
20.其中,附图标记具体说明如下:
21.
背景技术:
槽形舱壁面板1’、槽形舱壁腹板2’、卸货板3’、封槽板4’、应力集中点5’。
22.具体实施方式:槽形舱壁面板1、槽形舱壁腹板2、卸货板3、封槽板4、第一斜直段5、第一圆弧段6、直线段7、第二斜直段8、第二圆弧段9。
具体实施方式
23.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
24.请参阅图1至图2。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
25.本实施例提供一种低应力一体式焊接型槽形舱壁,包括槽形舱壁面板1、槽形舱壁腹板2、卸货板3及封槽板4。封槽板4为凸字型结构,封槽板4的两侧拐角处为圆弧形过渡,槽形舱壁面板1与槽形舱壁腹板2之间呈90度焊接连接,封槽板4的顶部与槽形舱壁面板1的底部焊接连接,封槽板4的两侧与其相邻的封槽板4焊接连接,卸货板3的两侧与槽形舱壁腹板2焊接连接,卸货板3的前侧与封槽板4的圆弧形过渡焊接连接,两两相邻的封槽板4的焊缝位于卸货板3的中部。卸货板3为冷弯成型的一体式结构,卸货板3为梯形结构。卸货板3向下倾斜设置。卸货板3与封槽板4连接的一侧依次包括第一斜直段5、第一圆弧段6、直线段7、第二圆弧段9、第二斜直段8。第一斜直段5与直线段7之间、第二斜直段8与直线段7之间的夹角
为45度。
26.槽形舱壁腹板2与槽形舱壁面板1之间的焊缝为全焊透焊缝,槽形舱壁面板1与封槽板4之间的焊缝为对接焊缝,封槽板4与卸货板3之间的焊缝为对接焊缝,卸货板3与槽形舱壁腹板2之间的焊缝为全焊透焊缝。
27.本实施例将槽形舱壁面板1与封槽板4合二为一,进行整体设计,避免了焊缝集中,从而避免了应力集中点的产生,卸货板3采用冷弯成型工艺制作而成,自然过渡,减少了焊缝的产生。
28.上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
技术特征:
1.一种低应力一体式焊接型槽形舱壁,包括槽形舱壁面板、槽形舱壁腹板、卸货板及封槽板,其特征在于,所述封槽板为凸字型结构,所述封槽板的两侧拐角处为圆弧形过渡,所述槽形舱壁面板与所述槽形舱壁腹板之间呈90度焊接连接,所述封槽板的顶部与所述槽形舱壁面板的底部焊接连接,所述封槽板的两侧与其相邻的封槽板焊接连接,所述卸货板的两侧与所述槽形舱壁腹板焊接连接,所述卸货板的前侧与所述封槽板的圆弧形过渡焊接连接,两两相邻的所述封槽板的焊缝位于所述卸货板的中部。2.如权利要求1所述的一种低应力一体式焊接型槽形舱壁,其特征在于,所述卸货板与所述封槽板连接的一侧依次包括第一斜直段、第一圆弧段、直线段、第二圆弧段、第二斜直段。3.如权利要求2所述的一种低应力一体式焊接型槽形舱壁,其特征在于,所述第一斜直段与所述直线段之间、所述第二斜直段与所述直线段之间的夹角为45度。4.如权利要求1所述的一种低应力一体式焊接型槽形舱壁,其特征在于,所述槽形舱壁腹板与所述槽形舱壁面板之间的焊缝为全焊透焊缝,所述槽形舱壁面板与所述封槽板之间的焊缝为对接焊缝,所述封槽板与所述卸货板之间的焊缝为对接焊缝,所述卸货板与所述槽形舱壁腹板之间的焊缝为全焊透焊缝。5.如权利要求1所述的一种低应力一体式焊接型槽形舱壁,其特征在于,所述卸货板为梯形结构。6.如权利要求1所述的一种低应力一体式焊接型槽形舱壁,其特征在于,所述卸货板为冷弯成型的一体式结构。7.如权利要求1所述的一种低应力一体式焊接型槽形舱壁,其特征在于,所述卸货板向下倾斜设置。
技术总结
本实用新型提供一种低应力一体式焊接型槽形舱壁,包括槽形舱壁面板、槽形舱壁腹板、卸货板及封槽板,所述封槽板为凸字型结构,所述封槽板的两侧拐角处为圆弧形过渡,所述槽形舱壁面板与所述槽形舱壁腹板之间呈90度焊接连接,所述封槽板的顶部与所述槽形舱壁面板的底部焊接连接,所述封槽板的两侧与其相邻的封槽板焊接连接,所述卸货板的两侧与所述槽形舱壁腹板焊接连接,所述卸货板的前侧与封槽板的圆弧形过渡焊接连接,两两相邻的所述封槽板的焊缝位于所述卸货板的中部。本实用新型避免了槽形舱壁腹板与槽形舱壁面板、槽形舱壁面板与封槽板、封槽板与卸货板、卸货板与槽形舱壁腹板之间的焊缝集中于一点,不存在应力集中点,保证了焊缝的质量。证了焊缝的质量。证了焊缝的质量。
技术研发人员:杨亚男 尚朝阳 徐雪波 刘顺国 仲勇明 严凡
受保护的技术使用者:沪东中华造船(集团)有限公司
技术研发日:2021.09.07
技术公布日:2022/6/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1