一种液罐气室与货舱结构之间的密封装置及船舶的制作方法
1.本技术涉及船舶液罐建造技术领域,具体而言,涉及一种液罐气室与货舱结构之间的密封装置及船舶。
背景技术:
2.在液化气运输船中,液罐一般安装和放置在货舱结构中,货舱结构从四周将液罐包围,由于液化气运输船的特殊性,液罐与货舱结构之间会因船舶晃动、热胀冷缩等原因产生一定的位移,因此现有技术中为了对上述产生的位移进行缓冲,通常在液罐与货舱结构之间留有一定空间,称为货空舱区域(hold space)。货空舱区域为液罐的位移和热胀冷缩提供缓冲空间。同时,为了隔绝危险气源,要求货空舱区域始终处于密封的干燥或惰化状态,并利用补气系统向货空舱区域内补气,使货空舱区域保持微正压状态。
3.如图1和2所示,液罐100的顶部一般留有一部分未盛液体的气室500,气室500上覆盖有顶板101,顶板101的四周超出气室500的边缘,货舱结构200 的顶部安装箱盖甲板201。在实际施工中,一般先将液罐100吊装进货舱结构200 内,然后再将货舱结构200的箱盖甲板201安装,箱盖甲板201中间的开孔套过液罐100的气室500部分的顶板101安装至货舱结构200上,为了不影响货舱结构200的箱盖甲板201由上向下的吊装,顶板101的整体外形小于箱盖甲板201 中间的开孔的尺寸,即顶板101朝向货舱结构200的长度都会小于两者之间形成的货空舱区域的宽度,此时箱盖甲板201将液罐100的气室500包围,顶板101 和箱盖甲板201之间形成货空舱区域的环形开口300,气室500部分及顶板101 便于安装液罐工作相关的管路、仪表、阀门等。
4.为了使货空舱区域为密封的空间,需要将顶板101和箱盖甲板201之间的环形开口300封堵。但因为顶板101的长度小于货空舱区域的宽度,如图2和3 所示,所以常规的做法一般是在货舱结构200的箱盖甲板201吊装后,然后再沿着顶板101向箱盖甲板201的延伸方向焊接裙边结构400,使裙边结构400盖过货空舱区域并遮盖箱盖甲板201,然后在裙边结构400和箱盖甲板201之间安装截面呈“u”字型的橡胶密封圈以密封货空舱区域的开口。
5.上述对货空舱区域的密封装置,存在多方面缺陷。第一,需要采用加焊裙边结构的方式来便于截面呈“u”字型的橡胶密封圈的安装,在液罐顶板处焊接裙边结构难度相对较大,精度不便把控,也可能给液罐来损伤隐患,也可能使顶板产生焊接变形。第二,焊接裙边结构处存在泄露风险,容易导致后期货空舱区域的气密性产生问题。第三,焊接裙边结构必须要等货舱结构的箱盖甲板吊装后才可以进行,工序相对复杂,作业时间长,工作量较大。第四,焊接裙边结构的焊渣落入液罐表面绝缘之上,有引起火灾的风险。
技术实现要素:
6.本技术实施例的目的在于提供一种液罐气室与货舱结构之间的密封装置,其免去了裙边结构的焊接工作,化繁为简,极大减少现场工作量节并约了施工时间,降低了施工难度,施工过程更安全。
7.本技术实施例的第二目的还在于提供一种使用上述液罐气室与货舱结构之间的密封装置的船舶。
8.第一方面,提供了一种液罐气室与货舱结构之间的密封装置,覆盖在液罐的气室上的顶板与套装在液罐的气室四周的货舱结构的箱盖甲板形成出环形开口,密封装置用于封堵环形开口,密封装置包括密封圈、第一紧固组件和第二紧固组件。密封圈其整体为环形结构,密封圈由上向下包括为一体的上贴合段、中间段和下贴合段,上贴合段用于与顶板的边部一圈相贴合,下贴合段用于与箱盖甲板靠近液罐的边部一圈相贴合,密封圈在竖直方向的截面形状满足:朝向密封圈内外侧的截面的边界线为曲线且内外侧边界线各处的间隔相等。第一紧固组件用于使上贴合段与顶板的边部一圈密封贴合。第二紧固组件用于使下贴合段与箱盖甲板靠近液罐的边部一圈密封贴合。
9.在一种可实施的方案中,第一紧固组件包括第一环板结构和多个第一螺栓螺母组件,第一环板结构包括多个第一压板,多个第一压板构造出与顶板的边部一圈形状相一致的环形,第一环板结构贴合在顶板边部的下表面,且密封圈的上贴合段被夹持在第一环板结构与顶板的下表面之间;多个第一螺栓螺母组件沿第一环板结构的一圈分布,且每个第一螺栓螺母组件穿过第一环板结构、上贴合段和顶板,通过多个第一螺栓螺母组件使第一环板结构向顶板的下表面靠近以使密封圈的上贴合段与顶板的下表面密封贴合。
10.在一种可实施的方案中,第一环板结构与顶板的下表面之间夹持上贴合段时,密封圈的中间段与上贴合段的连接处靠近第一环板结构的内侧。
11.在一种可实施的方案中,第一环板结构朝向内侧的边部的截面形状无尖角且边界线为曲线。
12.在一种可实施的方案中,第二紧固组件包括第二环板结构和多个第二螺栓螺母组件,第二环板结构包括多个第二压板,多个第二压板构造出与箱盖甲板靠近液罐侧的边部一圈形状相一致的环形,第二环板结构贴合在箱盖甲板边部的上表面,且密封圈的下贴合段被夹持在第二环板结构与箱盖甲板的上表面之间;多个第二螺栓螺母组件沿第二环板结构的一圈分布,且每个第二螺栓螺母组件穿过第二环板结构、下贴合段和箱盖甲板,通过多个第二螺栓螺母组件使第二环板结构向箱盖甲板的上表面靠近以使密封圈的下贴合段与箱盖甲板的上表面密封贴合。
13.在一种可实施的方案中,第二环板结构与箱盖甲板的上表面之间夹持下贴合段时,密封圈的中间段与下贴合段的连接处靠近第二环板结构的内侧。
14.在一种可实施的方案中,第二环板结构朝向内侧的边部的截面形状无尖角且边界线为曲线。
15.在一种可实施的方案中,密封装置还包括防护板,防护板为环形结构,防护板包括内侧的第一端和外侧的第二端,第一端用于与顶板的边部一圈相连接,第二端低于第一端,第一端至第二端之间为一斜面;防护板的第二端一直延伸至箱盖甲板的边部,并遮盖住在箱盖甲板边部安装的密封圈的下贴合段。
16.在一种可实施的方案中,密封装置还包括防护板,防护板为环形结构,防护板包括内侧的第一端和外侧的第二端,第一螺栓螺母组件穿过第一端,第一螺栓螺母组件将第一端与顶板的边部一圈连接,第二端低于第一端,第一端至第二端之间为一斜坡;防护板的第二端一直延伸至箱盖甲板的边部,并遮盖住在箱盖甲板边部安装的密封圈的下贴合段。
17.根据本技术的第二方面,还提供了一种船舶,包括上述方案中的液罐气室与货舱结构之间的密封装置。
18.与现有技术相比,本技术的有益效果为:
19.本技术的密封圈中间段的截面为曲线,其可以很好的适应箱盖甲板与液罐的顶板之间的环形开口的间距,无需再加焊裙边结构,降低操作难度,施工过程无热工作业,降低了安全风险的同时不会再对液罐带来焊接形变或损伤。
20.本技术无需焊接裙边结构,通过密封圈的上贴合段和下贴合段分别直接与顶板和箱盖甲板贴合密封,基本完全排除了加焊裙边带来的货空舱区域的气密性隐患。
21.本技术无需焊接裙边结构,顶板始终不会遮盖到箱盖甲板上,因此货舱结构的箱盖甲板完成吊装后,随时可以进行密封装置的安装作业,显著提高生产效率,降低了生产成本。
附图说明
22.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
23.图1为液罐顶板与货舱结构的示意图;
24.图2为现有技术的密封装置的使用状态示意图;
25.图3为图2中现有技术的密封装置a处的截面结构示意图;
26.图4为根据本技术实施例示出的一种液罐与货舱结构之间空间的密封装置实际使用状态结构图;
27.图5为根据本技术实施例示出的一种液罐与货舱结构之间空间的密封装置使用状态结构示意图;
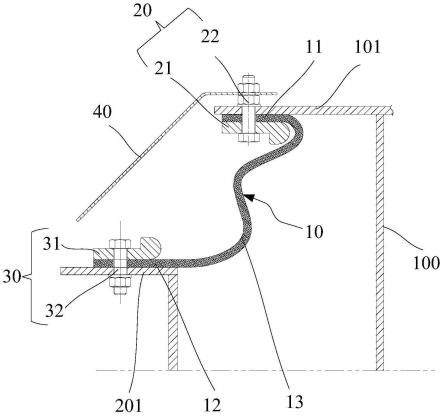
28.图6为图5中液罐与货舱结构之间空间的密封装置b处的截面结构示意图;
29.图7为根据本技术实施例示出的一种密封圈的结构示意图;
30.图8为根据本技术实施例示出的一种第一环板结构的结构示意图;
31.图9为根据本技术实施例示出的一种第二环板结构的结构示意图。
32.图中:10、密封圈;11、上贴合段;12、下贴合段;13、中间段;20、第一紧固组件;21、第一环板结构;211、第一压板;22、第一螺栓螺母组件;30、第二紧固组件;31、第二环板结构;311、第二压板;32、第二螺栓螺母组件;40、防护板;100、液罐;101、顶板;200、货舱结构;201、箱盖甲板;300、环形开口;400、裙边结构;500、气室。
具体实施方式
33.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。
34.因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护
的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
35.根据本技术的第一方面,如图4-7所示,首先提供一种液罐气室与货舱结构之间的密封装置。首先说明的是,覆盖在液罐100的气室500上的顶板101与套装在液罐100的气室500四周的货舱结构200的箱盖甲板201形成出环形开口 300,密封装置用于封堵环形开口300。
36.其中,密封装置包括密封圈10、第一紧固组件20和第二紧固组件30。密封圈10整体为环形结构,密封圈10由上向下包括为一体的上贴合段11、中间段 13和下贴合段12,上贴合段11用于与顶板101的边部一圈相贴合,下贴合段 12用于与箱盖甲板201靠近液罐100的边部一圈相贴合,密封圈10在竖直方向的截面形状满足:朝向密封圈10内外侧的截面的边界线为曲线且内外侧边界线各处的间隔相等。第一紧固组件20用于使上贴合段11与顶板101的边部一圈密封贴合。第二紧固组件30用于使下贴合段12与箱盖甲板201靠近液罐100的边部一圈密封贴合。
37.对于上述实施例,在安装本实施例的密封圈10时,由于密封圈10的中间段 13的截面为曲线型,其可以很好的适应箱盖甲板201与液罐100的顶板101之间的环形开口300,无需再加焊裙边结构400,降低操作难度,不会对液罐顶板 101带来焊接变形或结构损伤。
38.本实施例无需焊接裙边结构400,通过密封圈10的上贴合段11和下贴合段 12分别直接与顶板101和箱盖甲板201贴合密封,完全排除了加焊裙边带来的货空舱区域的气密性隐患和安全隐患。
39.本实施例无需焊接裙边结构400,使顶板101始终不会遮盖到箱盖甲板201 上,。因此在货舱结构200的箱盖甲板201完成吊装后,随时可以进行密封装置的安装作业,显著提高生产效率,降低了生产成本。
40.综上,本技术免去了裙边结构的焊接工作,化繁为简,极大减少现场工作量节并约了施工时间,降低了施工难度,施工过程更安全。
41.在一种实施方案中,如图6所示,密封圈10的中间段13的截面边界线为曲线且内外侧边界线间距均匀,曲线可以为只有一个弯曲部的弧形,也可以有多个弯曲部的波浪形,也可以为如图6所示的三个弯曲部的β型。密封圈10的材质优选为耐低温合成橡胶材质。
42.需要说明的是,第一紧固组件20和第二紧固组件30可以采用金属与非金属粘结的胶水、压铆螺钉、锚固钉等。但本技术实施例提供了更优选的方案,请见下文。
43.在一种实施方案中,如图6和8所示,第一紧固组件20包括第一环板结构 21和多个第一螺栓螺母组件22,第一环板结构21包括多个第一压板211,多个所述第一压板211构造出与顶板101的边部一圈形状相一致的环形,第一环板结构21贴合在顶板101边部的下表面,且密封圈10的上贴合段11被夹持在第一环板结构21与顶板101的下表面之间;多个第一螺栓螺母组件22沿第一环板结构21的一圈分布,且每个第一螺栓螺母组件22穿过第一环板结构21、上贴合段11和顶板101,通过多个第一螺栓螺母组件22使第一环板结构21向顶板101 的下表面靠近以使密封圈10的上贴合段11与顶板101的下表面密封贴合。此处结构可以通过环板的压紧实现有效的密封作用。环板不仅可以起到压紧密封作用,还可以防止密封圈10与螺栓之间摩擦损伤。
44.在一种实施方案中,如图6所示,第一环板结构21与顶板101的下表面之间夹持上贴合段11时,密封圈10的中间段13与上贴合段11的连接处靠近第一环板结构21的内侧,从而使第一螺栓螺母组件22位于密封空间外侧,以便于装拆第一螺栓螺母组件22。
45.在一种实施方案中,如图6所示,第一环板结构21朝向内侧的边部的截面形状无尖角且边界线为曲线。第一环板结构21朝向内侧的边部形状可以是圆形、半圆形、倒圆角等多种形式。优选的,第一环板结构21朝向内侧的边部截面形状是半圆形或近似圆形,在密封圈10被向外挤压时,可以减少尖角结构对其损伤。同时边部的形状可以保证密封圈10在此处的最小弯曲半径,还可以防止密封圈10被受压变形时与螺栓接触发生磨损。
46.在一种实施方案中,第一环板结构21包括的多个第一压板211可以为一体成形结构,但是为了安装方便,第一环板结构21包括的多个分段式的第一压板211,如图8所示,第一压板211可以包括四块直板段和四块块1/4环板组成。也可以将第一环板结构21划分成两个第一压板211,或者三个,或者四个,只要多个第一压板211能形成与顶板101的边缘相贴合的环形即可。
47.在一种实施方案中,如图6和9所示,第二紧固组件30包括第二环板结构 31和多个第二螺栓螺母组件32,第二环板结构31包括多个第二压板311,多个第二压板311构造出与箱盖甲板201靠近液罐100侧的边部一圈形状相一致的环形,第二环板结构31贴合在箱盖甲板201边部的上表面,且密封圈10的下贴合段12被夹持在第二环板结构31与箱盖甲板201的上表面之间;多个第二螺栓螺母组件32沿第二环板结构31的一圈分布,且每个第二螺栓螺母组件32穿过第二环板结构31、下贴合段12和箱盖甲板201,通过多个第二螺栓螺母组件32 使第二环板结构31向箱盖甲板201的上表面靠近以使密封圈10的下贴合段12 与箱盖甲板201的上表面密封贴合。此处结构可以通过环板的压紧实现有效的密封作用。环板不仅可以起到压紧密封作用,还可以防止密封圈10与螺栓之间摩擦损伤。
48.在一种实施方案中,如图6所示,第二环板结构31与箱盖甲板201的上表面之间夹持下贴合段12时,密封圈10的中间段13与下贴合段12的连接处靠近第二环板结构31的内侧,从而使第二螺栓螺母组件32位于密封空间外侧,以便于装拆第二螺栓螺母组件32
49.在一种实施方案中,如图6所示,第二环板结构31朝向内侧的边部的截面形状无尖角且边界线为曲线。第二环板结构31朝向内侧的边部形状可以是圆形、半圆形、倒圆角等多种形式。优选的,第二环板结构31朝向内侧的边部截面形状是半圆形或近似圆形,在密封圈10被向外挤压时,可以减少尖角结构对其损伤。同时边部的形状可以限制密封圈10在此处的最小弯曲半径,还可以防止密封圈10被受压变形时与螺栓接触发生磨损。
50.在一种实施方案中,第二环板结构31包括的多个第二压板311可以为一体成形结构,但是为了安装方便,第二环板结构31包括的多个分段式的第二压板 311,如图9所示,第二压板311可以包括四块直板段和四块块1/4环板组成。也可以将第二环板结构31划分成两个第二压板311,或者三个,或者四个,只要多个第二压板311能形成与箱盖甲板201靠近液罐100侧的边部一圈形状相一致的环形即可。
51.在一种实施方案中,如图6所示,密封装置还包括防护板40,防护板40为环形结构,防护板40包括内侧的第一端和外侧的第二端,第一端用于与顶板101 的边部一圈相连接,第二端低于第一端,第一端至第二端之间为一斜面;防护板 40的第二端一直延伸至箱盖甲板201的边部,并遮盖住在箱盖甲板201边部安装的密封圈10的下贴合段12。防护板40既可
以对密封圈10形成机械保护,还可以防紫外线照射,从而相应延长了密封圈10的使用寿命。
52.在一种实施方案中,如图6所示,密封装置还包括防护板40,防护板40为环形结构,防护板40包括内侧的第一端和外侧的第二端,第一螺栓螺母组件22 穿过第一端,第一螺栓螺母组件22将第一端与顶板101的边部一圈连接,第二端低于第一端,第一端至第二端之间为一斜坡;防护板40的第二端一直延伸至箱盖甲板201的边部,并遮盖住在箱盖甲板201边部安装的密封圈10的下贴合段12。斜坡形式的防护板40可利于雨水、异物等的及时下滑。
53.在一种实施方案中,防护板40的斜面坡度可调整,使其更好的对密封圈10 进行遮庇保护。
54.根据本技术的第二方面,还提供了一种船舶,包括上述方案中的液罐气室与货舱结构之间的密封装置。
55.以上仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1