一种焊接打磨集火罩及其使用方法与流程
本发明涉及船舶建造,尤其涉及一种焊接打磨集火罩及其使用方法。
背景技术:
1、船舶建造过程中,尤其在船台舾装、系泊试验舾装等过程中,舱室内设备、油漆等已完成,焊接、打磨作业产生的粉尘较多,通常采用覆盖设备的方式进行保护。防护覆盖率有限,只能进行重点防护,如设备、机柜等,粉尘仍四处逸散,需重新清洁,然而清洁面积大,人力成本较高,且热源粉尘存在一定的安全隐患。
2、因此,亟待需要一种焊接打磨集火罩以解决上述问题。
技术实现思路
1、本发明的一个目的在于提供一种焊接打磨集火罩,在船舶打磨焊接作业中,可避免粉尘四散,减少清洁工作,提高作业安全性。
2、本发明的另一个目的在于提供一种焊接打磨集火罩使用方法,通过应用上述焊接打磨集火罩,在船舶打磨焊接作业中,可避免粉尘四散,减少清洁工作,提高作业安全性。
3、为实现上述目的,提供以下技术方案:
4、第一方面,提供了一种焊接打磨集火罩,包括:
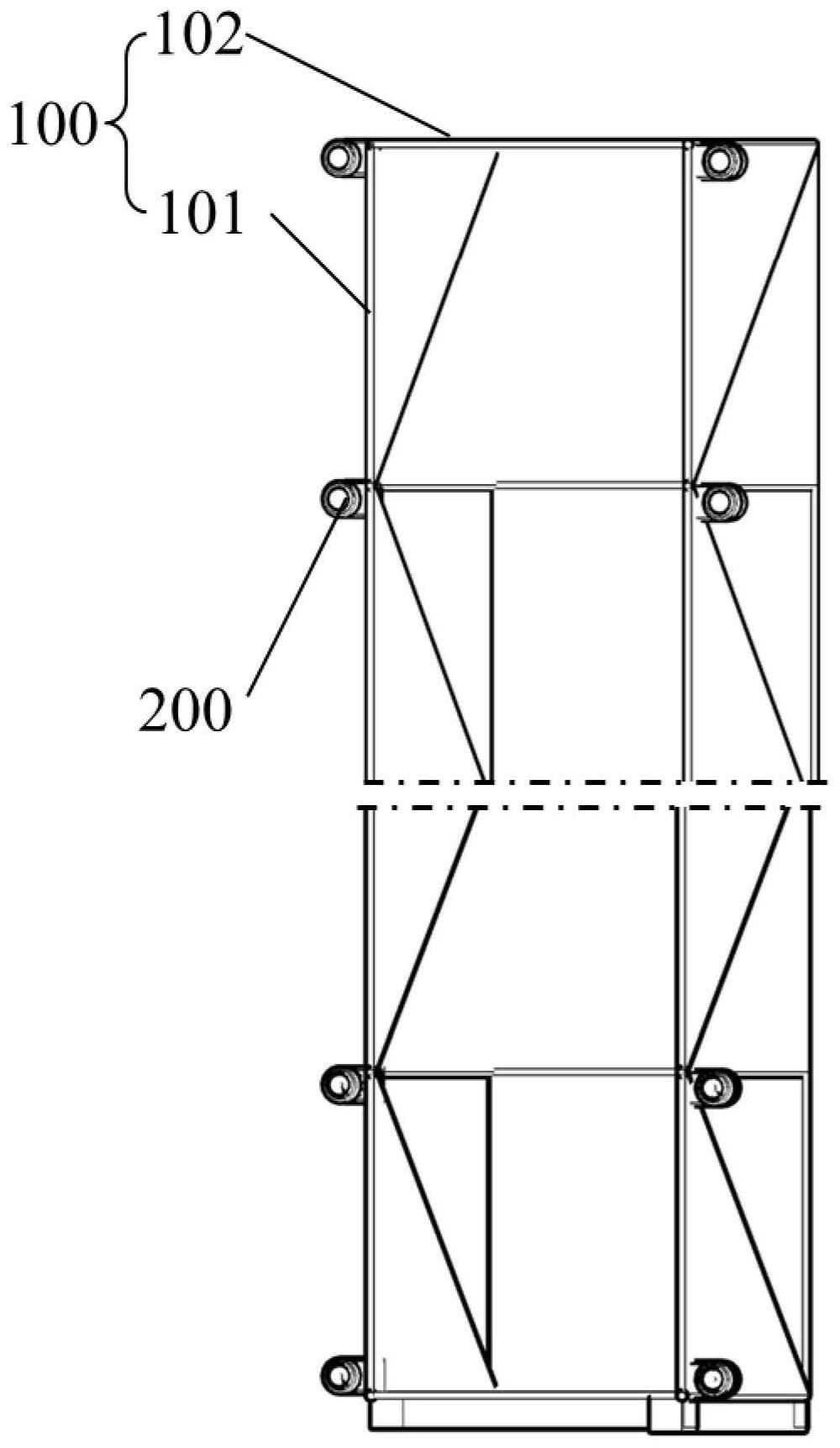
5、罩壳,包括主罩体和端板,所述主罩体为沿第一方向延伸的u型结构,两个所述端板分别固定于所述主罩体在第一方向的两端,所述主罩体能够在第一方向上折叠,以调整所述主罩体在第一方向上的长度;
6、第一磁吸件,所述主罩体的两个侧壁上均设置有若干所述第一磁吸件,所述第一磁吸件用于固定于船舶钢质壁板上。
7、作为所述焊接打磨集火罩的可选方案,所述端板上设有若干第二磁吸件。
8、作为所述焊接打磨集火罩的可选方案,所述焊接打磨集火罩还包括内垫,所述内垫的形状与所述罩壳的内部形状匹配,所述内垫由防火材质制成。
9、作为所述焊接打磨集火罩的可选方案,所述内垫由防火棉制成。
10、作为所述焊接打磨集火罩的可选方案,所述主罩体的两个侧壁上均设有若干安装座,所述第一磁吸件可拆卸地固定于所述安装座上。
11、作为所述焊接打磨集火罩的可选方案,所述第一磁吸件通过螺栓螺母可拆卸地固定于所述安装座上。
12、作为所述焊接打磨集火罩的可选方案,所述第一磁吸件为环形磁铁。
13、作为所述焊接打磨集火罩的可选方案,所述主罩体由橡胶材质制成;所述端板由橡胶材质制成。
14、第二方面,提供了一种焊接打磨集火罩使用方法,基于如上所述的焊接打磨集火罩,所述焊接打磨集火罩使用方法包括如下步骤:
15、布置步骤:将所述罩壳沾湿后,摆放到焊接打磨区域,并成环形封闭状布置;
16、安装步骤:将所述第一磁吸件吸附在船舶的钢质壁板上,然后将所述罩壳的两个所述端板通过其上的第二磁吸件对接吸附;
17、作业步骤:开始打磨和/或焊接作业。
18、作为所述焊接打磨集火罩使用方法的可选方案,在布置步骤中,若焊接打磨区域大于所述焊接打磨集火罩的最大长度,则采用多个所述焊接打磨集火罩拼接呈环形封闭状布置。
19、与现有技术相比,本发明的有益效果为:
20、本发明提供的焊接打磨集火罩,包括罩壳和第一磁吸件,罩壳包括主罩体和端板,主罩体为沿第一方向延伸的u型结构,两个端板分别固定于主罩体在第一方向的两端,主罩体能够在第一方向上折叠,以调整主罩体在第一方向上的长度;主罩体的两个侧壁上均设置有若干第一磁吸件,第一磁吸件用于固定于船舶钢质壁板上。该焊接打磨集火罩针对船舶钢质壁板,采用磁性固定方式,提高布置效率,且可根据打磨焊接区域的大小调节罩壳在第一方向的长度,避免打磨焊接过程中粉尘火花飞溅,减少后续清洁工作,同时提高作业安全性。
21、本发明提供的焊接打磨集火罩使用方法,通过应用上述焊接打磨集火罩,在船舶打磨焊接作业中,可避免粉尘四散,减少清洁工作,提高作业安全性。
技术特征:
1.一种焊接打磨集火罩,其特征在于,包括:
2.根据权利要求1所述的焊接打磨集火罩,其特征在于,所述端板(102)上设有若干第二磁吸件。
3.根据权利要求2所述的焊接打磨集火罩,其特征在于,所述焊接打磨集火罩还包括内垫,所述内垫的形状与所述罩壳(100)的内部形状匹配,所述内垫由防火材质制成。
4.根据权利要求3所述的焊接打磨集火罩,其特征在于,所述内垫由防火棉制成。
5.根据权利要求2所述的焊接打磨集火罩,其特征在于,所述主罩体(101)的两个侧壁上均设有若干安装座(1011),所述第一磁吸件(200)可拆卸地固定于所述安装座(1011)上。
6.根据权利要求5所述的焊接打磨集火罩,其特征在于,所述第一磁吸件(200)通过螺栓螺母可拆卸地固定于所述安装座(1011)上。
7.根据权利要求2-6任一项所述的焊接打磨集火罩,其特征在于,所述第一磁吸件(200)为环形磁铁。
8.根据权利要求2-6任一项所述的焊接打磨集火罩,其特征在于,所述主罩体(101)由橡胶材质制成;所述端板(102)由橡胶材质制成。
9.一种焊接打磨集火罩使用方法,其特征在于,基于如权利要求2-8任一项所述的焊接打磨集火罩,所述焊接打磨集火罩使用方法包括如下步骤:
10.根据权利要求9所述的焊接打磨集火罩使用方法,其特征在于,在布置步骤中,若焊接打磨区域大于所述焊接打磨集火罩的最大长度,则采用多个所述焊接打磨集火罩拼接呈环形封闭状布置。
技术总结
本发明涉及船舶建造技术领域,尤其涉及一种焊接打磨集火罩及其使用方法。所述焊接打磨集火罩包括罩壳和第一磁吸件,罩壳包括主罩体和端板,主罩体为沿第一方向延伸的U型结构,两个端板分别固定于主罩体在第一方向的两端,主罩体能够在第一方向上折叠,以调整主罩体在第一方向上的长度;主罩体的两个侧壁上均设置有若干第一磁吸件,第一磁吸件用于固定于船舶钢质壁板上。该焊接打磨集火罩针对船舶钢质壁板,采用磁性固定方式,提高布置效率,且可根据打磨焊接区域的大小调节罩壳在第一方向的长度,避免打磨焊接过程中粉尘火花飞溅,减少后续清洁工作,同时提高作业安全性。
技术研发人员:彭大轮,方素君,闫春志,翁家信,黄逸彬,黄翔宇
受保护的技术使用者:中船黄埔文冲船舶有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!