门型搁架转移用工装及其制造工艺的制作方法
本发明涉及一种门型搁架转移用工装及其制造工艺。
背景技术:
1、在船舶制造等过程中,门型搁架用于分段上架转移位置,每天有大量的门型搁架驳运收纳工作。门型搁架由铲车铲运,因受铲车铲脚最大宽度限制,门型搁架重心与铲脚中心略有偏差门型搁架就会滑移,产生了极大的安全隐患。现有技术中未见解决这方面问题的相关文献,公开号为cn115230907a的专利,涉及一种集装箱船水密横隔舱分段合拢支撑方法及支撑装置。其通过点位支撑装置支撑水密横隔舱的非水密框架,使水密横隔舱的水密封侧的水密封面朝上,能够减少雨水在水密横隔舱内的存积,减轻清理积水的作业强度,提高作业效率。基于水密横隔舱特殊的结构,采用点位支撑装置对到过进行顶托,通过顶托导轨上横板和纵板交叉的位置,能够减小导轨内顶托变形,也能够减小水密封隔仓分段自重引起的导轨变形,提高横隔舱整体精度。其为分段合拢支撑装置领域,解决分段转移用门型搁架的工装领域,未见有关报道。另外,对于分段转移用门型搁架的工装,其制造过程存在钢板折弯工序,如何更好地设置工艺过程,提高制造效率也是本领域需要解决的问题之一。
技术实现思路
1、本发明的目的在于,克服现有技术中存在的缺陷,提供一种门型搁架转移用工装,由托槽与铲脚槽组成,使用时铲车铲脚伸入铲脚槽铲起工装,再将门型搁架搁置在工作的托槽内铲运。配合门型搁架上的中心标识层与工装上的中心层,使得门型搁架与工装重心重合即可避免门型搁架重心与铲脚中心有偏差的问题。该工装使用方便快捷,减少安全隐患。
2、为实现上述目的,本发明的技术方案是设计一种门型搁架转移用工装,包括与门型搁架适配的托槽,托槽长度上小于门型搁架的长度,托槽下方固定连接有一对与铲车的铲脚适配的铲脚槽。由托槽与铲脚槽组成,使用时铲车铲脚伸入铲脚槽铲起工装,再将门型搁架搁置在工作的托槽内铲运。该工装使用方便快捷,减少安全隐患。通过本工装,不像以前直接采用铲脚托起门型搁架,由于工装的铲脚槽对称设置且设置在托槽中心的两侧,所以铲车铲脚只要插入铲脚槽,再通过门型搁架上的中心标识层与工装上的中心层的设置,即可避免门型搁架重心与铲脚中心有偏差的问题。
3、进一步的技术方案是,托槽的槽底壁上固定粘结有用于增加托槽与门型搁架间摩擦力的若干根橡胶条,不同橡胶条之间呈一定夹角设置;铲脚槽的槽内壁上转动设置滚珠。橡胶条设置在托槽槽底壁上增加了托槽与门型搁架间的摩擦力,而橡胶条不同角度方向的设置则进一步加强托槽与门型搁架间的摩擦力,保证门型搁架转移过程的稳定。铲脚槽的槽内壁上转动设置滚珠可以避免多次操作后铲脚槽的磨损或铲车铲脚的磨损。
4、进一步的技术方案是,托槽呈槽钢状,铲脚槽其槽口远离托槽设置且铲脚槽的槽口处焊接有底封板,底封板与铲脚槽构成矩形环状;铲脚槽长度上大于托槽的槽宽,铲脚槽其超出托槽的部分固定连接有三角板状的加强肋板,加强肋板还与托槽的槽外侧壁固定连接。
5、本发明还提供的技术方案为,制造门型搁架转移用工装的工艺,包括如下工艺步骤:
6、s1:将门型搁架所需原料钢板折弯而成托槽,再将托槽与铲脚槽焊接;
7、s2:将加强肋板焊接在铲脚槽的槽外顶壁及托槽槽外侧壁上;
8、在前述s1步骤中,采用折弯机将q235钢板折弯成托槽。铲脚槽也可以采用折弯的方式,或冲压的方式制成。加强肋板为三角板状,采用剪切的方式制成。在本工装的制造工艺中,还省去了打磨工序(利用工装托槽槽壁的凹陷与凸起增加工装与门型搁架的摩擦力)。
9、进一步的技术方案为,在s1步骤中,折弯的同时将橡胶条抵靠在原料钢板上,橡胶条一部分抵靠在托槽的槽侧壁上,另一部分抵靠在托槽的槽底壁上。橡胶条抵靠在原料钢板上,为便于加工,减少后续涂覆胶黏剂的工序,可以将橡胶条仅设置在钢板的中部(也即钢板折弯后的形成的托槽的槽底壁上),也可以采用将橡胶条设置在覆盖钢板折弯处的两侧(也即橡胶条在钢板折弯完成后一部分抵靠在托槽的槽侧壁上,另一部分抵靠在托槽的槽底壁上),这样制造完成后需在橡胶条两端涂覆胶黏剂,相比于现有技术,制成后的工装在托起门型搁架后由于橡胶条的存在,将会在门型搁架随铲车转移的过程中非常稳定。为减少后续涂覆胶黏剂的工序,可以将橡胶条的长度设置成在橡胶条置于钢板上后,橡胶条恰好位于折弯处附近,这样折弯后,钢板折弯处的热量传递给橡胶条(当然,基于此,橡胶条位置设置上均是位于折弯处附近)。
10、进一步的技术方案是,折弯完成后,在橡胶条的长度方向的两端部涂覆胶黏剂,胶黏剂涂覆在橡胶条其面向托槽的一面上。
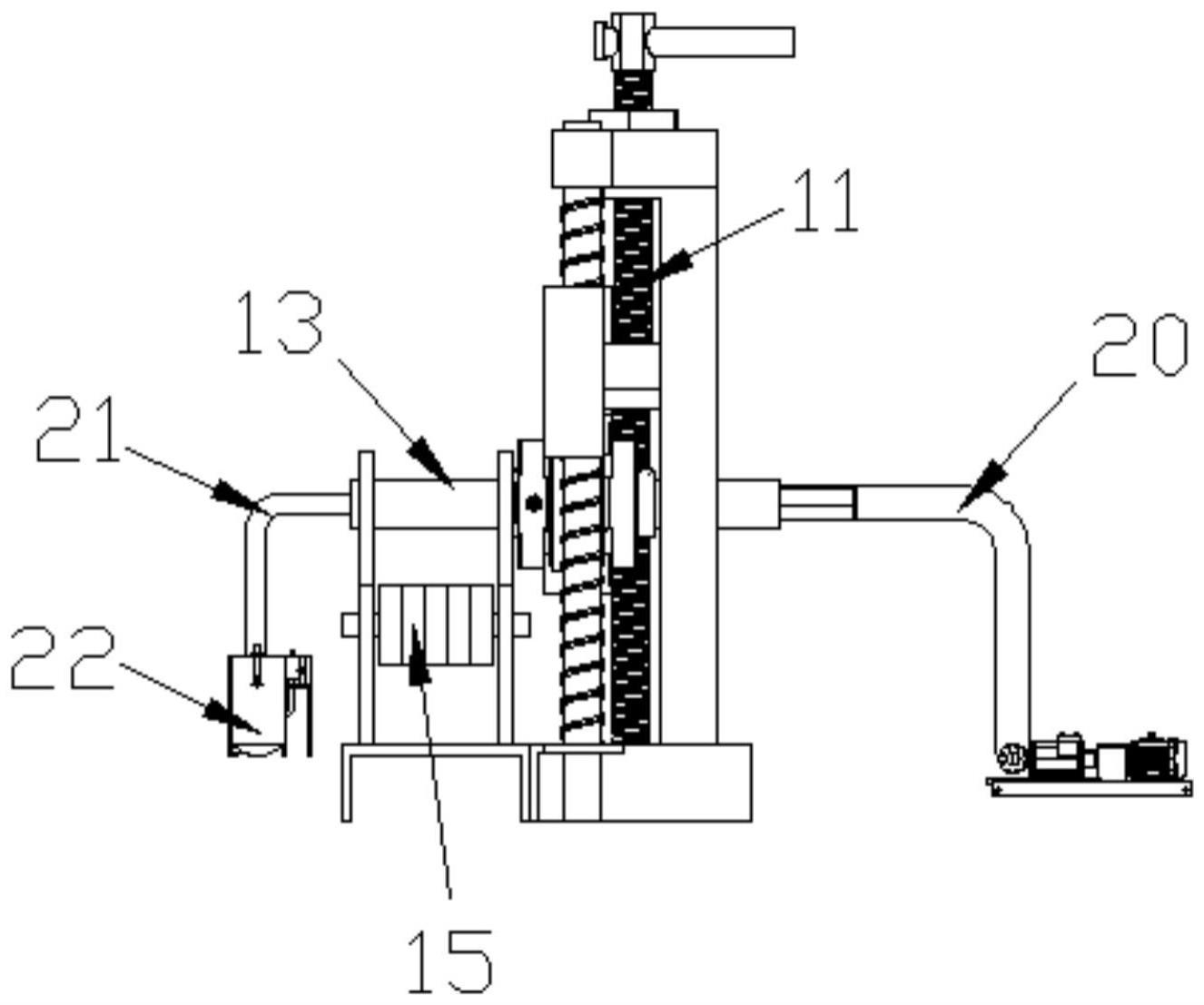
11、进一步的技术方案是,折弯机包括底座、固定连接在底座上的一对支柱,底座中部固定连接有折弯v形座,两根支柱位于折弯v形座的两侧,底座中部还设有位于折弯v形座一侧的丝杠螺母机构,丝杠螺母机构上的螺母固定连接有折弯抵靠板,折弯抵靠板与支柱滑动连接,折弯抵靠板的中部设有抵靠杆。通过拧动丝杠螺母机构上的丝杠,会螺母带动折弯抵靠板相对于支柱滑动,以形成抵靠杆向下抵压钢板,再配合底座中部设置的折弯v形座,可以完成钢板的折弯工作。
12、进一步的技术方案是,折弯v形座上设有若干对相对设置的辊轴槽,辊轴槽呈半圆槽状,所述折弯机还设有与辊轴槽匹配的钢板折弯用支撑辊;支撑辊设有一对;抵靠杆转动设置在折弯抵靠板上;
13、两根支柱顶端固定连接有折弯抵靠板的限位板,丝杠螺母机构的丝杠穿过限位板设置且丝杠超出限位板上端部分固定设有拧动把手;支柱其位于折弯抵靠板上下两端的部分套设缓冲弹簧。由于需要对原料钢板折弯两次以形成托槽,所以一对支撑辊并不以折弯v形座中心线对称设置(设置上一对支撑辊设置在同一高度,但抵靠杆并不位于折弯v形座中心线位置)。通过支撑辊的设置,便于在钢板折弯时允许钢板向下的移动,使得折弯时钢板带动支撑辊转动,完成允许钢板折弯时向下的位移量。
14、进一步的技术方案是,在s1步骤中,在折弯钢板时将橡胶条置于待折弯钢板的折弯处;
15、所述抵靠杆采用金属材质制成,所述抵靠杆内设置冷却水循环流道。这样设置后,折弯时橡胶条主要是其底面受热,橡胶条顶面即使由于其下方钢板折弯产生热量,但由于抵靠杆内设置冷却水循环流道,所以橡胶条顶面几乎没什么热量,便于橡胶条底面受热后与钢板连接,却也避免了由于折弯产生在抵靠杆上的热量使得橡胶条顶面与抵靠杆形成紧密连接(在这个方案中,折弯抵靠板上设置螺孔,与螺孔适配设有紧固螺柱以用于避免抵靠杆转动;对于不设置橡胶条的钢板的折弯,则拧松紧固螺柱后拿掉紧固螺柱,使得抵靠杆可以在折弯抵压钢板时抵靠杆时有转动,一方面避免折弯过程太“暴力”,另一方面可以在折弯时通过抵靠杆的转动打磨掉托槽{钢板折弯后形成托槽}弯折角处的毛刺)。
16、本发明的优点和有益效果在于:在折弯的同时实现橡胶条与门型搁架其托槽的固定,利用折弯时产生的热量,工艺设计巧妙,提高工装的制造效率,节省工时。由托槽与铲脚槽组成,使用时铲车铲脚伸入铲脚槽铲起工装,再将门型搁架搁置在工作的托槽内铲运。该工装使用方便快捷,减少安全隐患。通过本工装,不像以前直接采用铲脚托起门型搁架,由于工装的铲脚槽对称设置且设置在托槽中心的两侧,所以铲车铲脚只要插入铲脚槽,再通过门型搁架上的中心标识层与工装上的中心层的设置,即可避免门型搁架重心与铲脚中心有偏差的问题。
17、在本工装的制造工艺中,还省去了打磨工序(利用工装托槽槽壁的凹陷与凸起增加工装与门型搁架的摩擦力)。
18、橡胶条设置在托槽槽底壁上增加了托槽与门型搁架间的摩擦力,而橡胶条不同角度方向的设置则进一步加强托槽与门型搁架间的摩擦力,保证门型搁架转移过程的稳定。铲脚槽的槽内壁上转动设置滚珠可以避免多次操作后铲脚槽的磨损或铲车铲脚的磨损。
19、相比于现有技术,制成后的工装在托起门型搁架后由于橡胶条的存在,将会在门型搁架随铲车转移的过程中非常稳定。
20、由于需要对原料钢板折弯两次以形成托槽,所以一对支撑辊并不以折弯v形座中心线对称设置。通过支撑辊的设置,便于在钢板折弯时允许钢板向下的移动,使得折弯时钢板带动支撑辊转动,完成允许钢板折弯时向下的位移量。
21、这样设置后,折弯时橡胶条主要是其底面受热,橡胶条顶面即使由于其下方钢板折弯产生热量,但由于抵靠杆内设置冷却水循环流道,所以橡胶条顶面几乎没什么热量,便于橡胶条底面受热后与钢板连接,却也避免了由于折弯产生在抵靠杆上的热量使得橡胶条顶面与抵靠杆形成紧密连接(在这个方案中,折弯抵靠板上设置螺孔,与螺孔适配设有紧固螺柱以用于避免抵靠杆转动;对于不设置橡胶条的钢板的折弯,则拧松紧固螺柱后拿掉紧固螺柱,使得抵靠杆可以在折弯抵压钢板时抵靠杆时有转动,一方面避免折弯过程太“暴力”,另一方面可以在折弯时通过抵靠杆的转动打磨掉托槽{钢板折弯后形成托槽}弯折角处的毛刺)。
- 还没有人留言评论。精彩留言会获得点赞!