用于密封结构零件之间的结合腔的系统和方法与流程
1.本公开一般地涉及结合结构零件,并且更具体地,涉及密封结构零件之间的结合腔。
背景技术:
2.在飞行器和其他环境中,粘合剂通常放置在结构零件(如,复合结构)之间以将这些结构结合在一起。为了准备结合,进行边缘掩蔽以防止任何潜在的粘合剂渗出。用于边缘掩蔽的现有技术通常包括在准备结合的结构的外围手动施加粘合剂带,诸如合成聚合物粘合剂带。然而,这些现有技术可能耗时且劳动密集,通常需要多人手动将粘合剂带放置在期望位置,在将粘合剂注射在结构之间后移除带,然后清理或以其他方式补救任何剩余缺陷或粘合剂渗出。此外,由于粘合剂带的条之间的接缝通常容易泄漏,因此用粘合剂带制成的边缘掩模会产生不太理想或不合需要的粘合层(bondline)。此外,用粘合剂带制成的边缘掩模会产生不一致的粘合层厚度,这会导致结构之间的结合强度不一致。
3.因此,需要一种耗时更少、劳动强度更低且更可靠的边缘掩蔽技术,以在结合结构时促进更高质量的粘合层。
技术实现要素:
4.在实例中,描述了一种密封结合腔的方法。该方法包括围绕要接合到第二结构的第一结构的周边放置粘合剂。该方法还包括相对于第二结构定位第一结构,使得粘合剂设置在第一结构和第二结构之间。该方法还包括合并第一结构和第二结构,直到第一结构和第二结构间隔用于结合的所需间隙。该方法还包括加热周边以至少部分地固化粘合剂以在第一结构和第二结构之间形成防漏结合腔周边。
5.在另一实例中,描述了通过工艺制成的第一结构和第二结构之间的密封的结合腔。该工艺包括围绕要接合到第二结构的第一结构的周边放置粘合剂。该工艺还包括相对于第二结构定位第一结构,使得粘合剂设置在第一结构和第二结构之间。该工艺还包括合并第一结构和第二结构,直到第一结构和第二结构间隔用于结合的所需间隙。该工艺还包括加热周边以至少部分地固化粘合剂以在第一结构和第二结构之间形成防漏结合腔周边。
6.在另一实例中,描述了用于密封第一结构和第二结构之间的结合腔的系统。该系统包括注射喷嘴。该系统还包括一个或多个机器人装置。该系统还包括与注射喷嘴和一个或多个机器人装置电子通信的控制器。控制器配置为控制一个或多个机器人装置以通过注射喷嘴围绕要接合到第二结构的第一结构的周边放置粘合剂,使得当第一结构接合到第二结构时周边被加热以至少部分地固化粘合剂并在第一结构和第二结构之间形成防漏结合腔周边。
7.已经讨论的特征、功能和优点可以在各种实例中独立实现或者可以在其他实例中组合。可以参考以下描述和附图看到实例的进一步细节。
附图说明
8.在所附权利要求中阐述了被认为是示例性实例的特征的新颖特征。然而,当结合附图阅读时,通过参考本公开的示例性实例的以下详细描述,将最好地理解示例性实例以及优选的使用模式、进一步的目标和描述,其中:
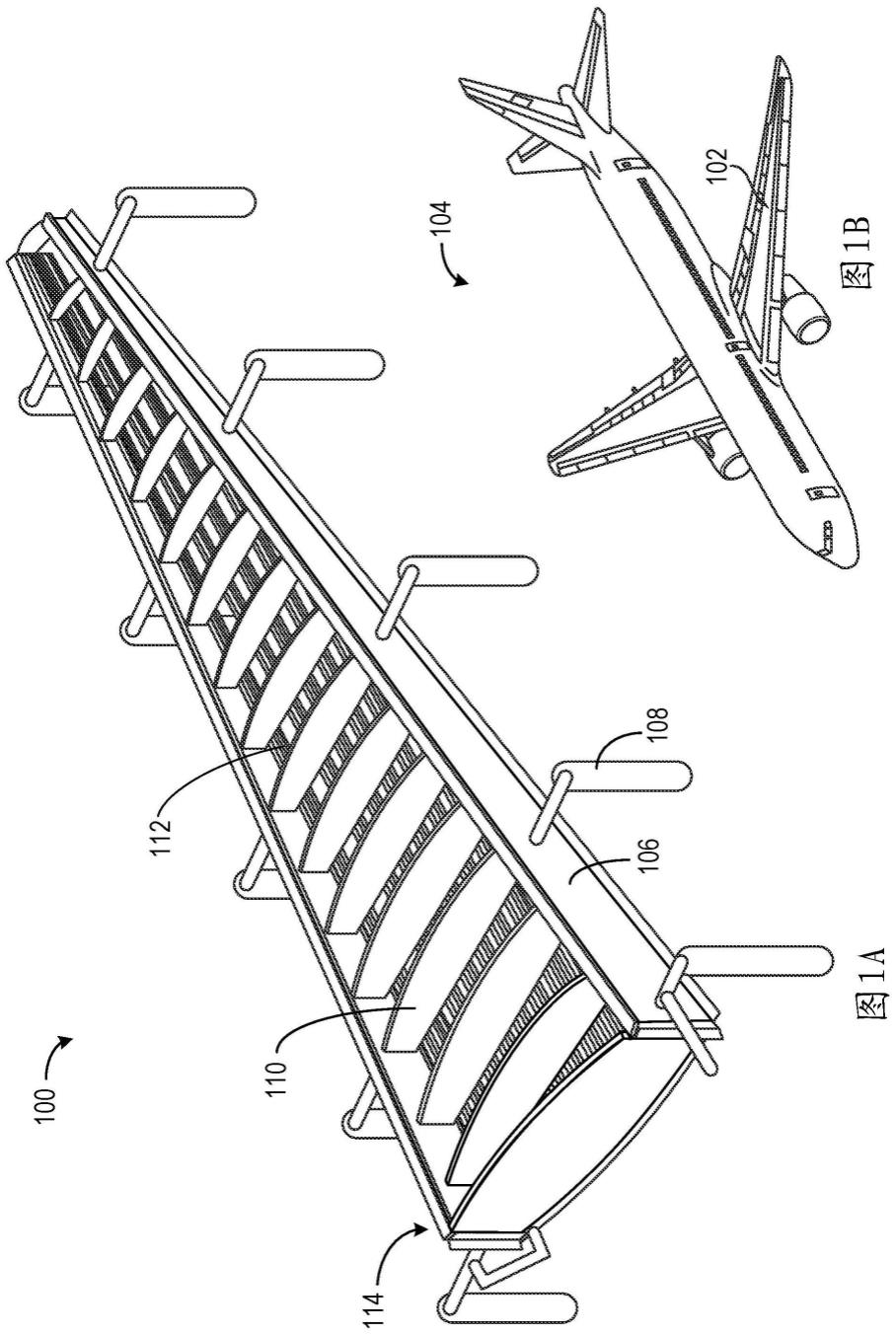
9.图1a图示了根据实例实施的用于形成飞行器的结合的机翼的系统。
10.图1b图示了根据实例实施的包括结合的机翼的飞行器的实例。
11.图2图示了根据实例实施的具有联接或结合至翼梁、翼肋和大梁的部分机翼蒙皮的系统。
12.图3a-3g图示了根据实例实施的密封第一结构和第二结构之间的结合腔的工艺的实例阶段。
13.图4a-4e图示了根据实例实施的在结构零件之间的结合腔中注射粘合剂的工艺的实例阶段。
14.图5图示了根据实例实施的工艺的实例阶段,其中将粘合剂注射到结构零件之间的结合腔中,其中密封剂珠限定了结合腔的周边。
15.图6图示了根据实例实施的用于执行本文所述阶段中的至少一个阶段的系统的实例。
16.图7图示了根据实例实施的用于密封结合腔的实例方法的流程图。
17.图8图示了根据实例实施的用于执行图7的方法的放置功能的实例方法的流程图。
18.图9图示了根据实例实施的用于执行图8的方法的放置功能的实例方法的流程图。
19.图10图示了根据实例实施的用于执行图7的方法的放置功能的实例方法的流程图。
20.图11图示了根据实例实施的用于执行图7的方法的放置功能的实例方法的流程图。
21.图12图示了根据实例实施的用于执行图7的方法的合并功能的实例方法的流程图。
22.图13图示了根据实例实施的用于执行图7的方法的定位和合并功能的实例方法的流程图。
23.图14图示了根据实例实施的用于执行图7的方法的定位和合并功能的实例方法的流程图。
24.图15图示了根据实例实施的用于执行图7的方法的加热功能的实例方法的流程图。
25.图16图示了根据实例实施的用于执行图7的方法的加热功能的实例方法的流程图。
26.图17图示了根据实例实施的用于执行图7的方法的加热功能的实例方法的流程图。
27.图18图示了根据实例实施的与图7的方法一起使用的实例方法的流程图。
28.图19图示了根据实例实施的用于执行图18的方法的排空和迫使功能的实例方法的流程图。
29.图20图示了根据实例实施的用于执行图18的方法的排空和迫使功能的实例方法
的流程图。
30.图21图示了根据实例实施的与图18的方法一起使用的实例方法的流程图。
具体实施方式
31.现在将在下文中参考附图更全面地描述公开的实例,其中示出了一些但不是全部公开的实例。实际上,可以描述几个不同的实例并且不应将其解释为限于本文中阐述的实例。相反,描述这些实例是为了使本公开彻底和完整,并将向本领域技术人员充分传达本公开的范围。
32.通过本文使用的术语“基本上”、“大约”、“近似”和“接近”,表示不需要精确地实现所述特征、参数或值,而是偏差或变化,包括例如,公差、测量误差、测量准确度限制和本领域技术人员已知的其他因素可能以不排除该特性旨在提供的效果的量出现。
33.除非另有特别说明,否则附图中描绘的元件不一定按比例绘制。
34.所公开的方法和系统将主要在飞行器的结合的结构(如,纵梁和蒙皮)的上下文中进行讨论,但是所公开的方法和系统也可以在除了飞行器以外的环境中,针对其他类型的结合的结构实施。
35.在实例中,本文描述了用于通过使用结构粘合剂密封来密封两个结构之间的结合腔的方法和系统。结构粘合剂密封可以代替现有技术使用的粘合剂带条,并在两个结构之间的周边(如,两个结构配合处的边缘)提供可靠、高质量、防漏密封。
36.特别地,为了使用这种粘合剂密封结合腔,将粘合剂放置在要接合到第二结构的第一结构的周边周围。例如,粘合剂以三角形珠或其他珠形状的形式放置在要被接合到第二结构的第一结构的周边周围。然后第一结构相对于第二结构定位(如,对齐),使得粘合剂设置在第一结构和第二结构之间。然后将第一结构与第二结构合并,第一结构和第二结构相对于彼此移动(如,向彼此移动/按压在一起)——直到第一结构和第二结构间隔用于结合所需间隙。在一些实例中,粘合剂包含具有限定用于结合的所需间隙的厚度的微珠,使得当第一结构和第二结构接合时,结构被间隔近似等于微珠厚度的间隙,从而在两个结构之间提供一致的粘合层厚度。
37.一旦第一结构和第二结构合并,周边被加热以至少部分地固化粘合剂,从而在第一结构和第二结构之间形成防漏结合腔周边。此外,一旦形成防漏结合腔周边,就可以测试泄漏,并且如果不存在泄漏,则可以将结合腔排空并可以将粘合剂注射到结合腔中以用于两个结构的注射结合。
38.在实例中,上述步骤中的一个或多个是至少部分自动化的。比如,控制机器人装置以使用注射喷嘴或其他施加器将粘合剂放置在第一结构的周边周围,并且控制相同的机器人装置或不同的机器人装置(如,在组装线上)以对齐和/或合并结构。无论是手动执行还是以部分或完全自主的方式执行,所公开的方法至少提供本文所述的优点。
39.使用上述公开的方法,以消耗劳动和时间更少的方式有效地创建所得的防漏结合腔周边,并且减少了周边中存在泄漏的可能性。另外,使用设置在粘合剂中的微珠或类似成分可以有利地控制所得防漏结合腔周边的粘合层厚度以具有一致的厚度,从而产生可以承载大的结构负荷的高质量粘合层。
40.下面将更详细地描述这些和其他改进。下面描述的实施是出于实例的目的。下面
描述的实施以及其他实施也可以提供其他改进。
41.图1a图示了根据实例实施的用于形成飞行器104的结合的机翼102的系统100。图1b图示了包括结合的机翼102的飞行器104的实例。
42.系统100包括多个翼梁106,其由多个固定臂108保持就位。多个固定臂108不包括在组装的机翼中,而是为了组装的目的而提供的。其他固定装置或工具可用于在组装期间将系统100的各方面保持就位。系统100还包括多个翼肋110,其附接到翼梁106之间。系统100还包括多个大梁112(在一些实例中也称为“纵梁”),其平行于翼梁106行进,并且其提供翼肋110和系统100的其他方面之间的界面。大梁112可以为系统100提供柔性和强度。
43.翼梁106可以共同形成翼盒114的一部分,其为系统100提供横向结构,并且其提供系统100的大体形状和尺寸。此外,系统100的附加零件可以联接到翼盒114。因此,翼梁106的尺寸可以严格遵循机翼102的设计方案。出于类似的原因,翼梁106中的孔可以是紧公差孔,并因此可以按照给定的精度水平装配相应的紧固件(如,在紧固件直径的1%以内)。
44.图2图示了根据实例实施的系统100,其中机翼蒙皮116的一部分联接或结合到翼梁106、翼肋110和大梁112。通过将机翼蒙皮116联接到机翼的零件(如,翼梁106、翼肋110和大梁112),形成了结合的机翼102。
45.图3a-3g图示了根据实例实施的密封第一结构120和第二结构122之间的结合腔的工艺的实例阶段。示例性第一结构可以包括飞行器104的机翼102的零件,示例性第二结构可以包括飞行器104的机翼102的机翼蒙皮116。第一结构和第二结构还可以包括机翼102的其他零件或飞行器104的其他零件。
46.特别地,图3a图示了在将第一结构120接合到第二结构122的初始阶段中的第一结构120的透视图和横截面图(图3a中未示出第二结构122)。第一结构120可以是机翼零件,诸如翼梁106、翼肋110或大梁112。在实例中,第一结构120可以是飞行器104的纵梁。第二结构122可以是机翼蒙皮116或飞行器104的另一种结构。第一结构120和第二结构122可以是另一种类型的交通工具中的结构或在不同于交通工具的环境中使用的结构类型。至少一个孔,诸如第一孔124和第二孔126,可以预先钻出或以其他方式形成通过第一结构120。
47.在图3a所示的初始阶段,粘合剂128围绕第一结构120的周边129放置。如图所示,粘合剂128的基本上三角形的珠围绕周边129放置。在其他实例中,粘合剂128的珠可以具有其他形状,诸如半圆形、梯形、矩形或无定形形状。注射喷嘴(图3a中未示出),诸如手动(如,由人类操作员)或以至少部分自主的方式(如,由机器人装置)控制的边缘跟随注射喷嘴,可以用于放置粘合剂128。在实例中,并且如图3a所示,粘合剂128包括多个微珠130,其厚度限定用于结合的所需间隙,诸如直径为0.025英寸的微珠,或选自0.01到0.03英寸的范围的另一直径的微珠。其他厚度/直径也是可能的,诸如0.05英寸。一旦放置粘合剂128,第一结构120可以相对于第二结构122定位,使得粘合剂128设置在第一结构120和第二结构122之间。在其他实例中,除了放置在第一结构120上之外或代替放置在第一结构120上,粘合剂128可以被放置在第二结构122上(如,以第一结构120的周边129的形状在第二结构122上)。
48.图3b图示了下一阶段的透视图和截面图,其中第一结构120相对于第二结构122定位,使得粘合剂128设置在第一结构120和第二结构122之间。如上所述,第一结构120和第二结构122间隔多个微珠130的厚度,该厚度限定了用于接合的所需间隙。当第一结构120和第二结构122合并时,可以压缩粘合剂128直到第一结构120和第二结构122间隔多个微珠130。
如图3b所示,第一结构120已经用一个或多个紧固件(诸如紧固件132和紧固件134,其中的任一个可以是螺栓或其他类型的紧固件)与第二结构122对齐。为了将粘合剂注射到结构之间的结合腔中和/或为了本文所述的其他目的,一个或多个紧固件可各自包括允许进入结合腔的通孔。为了对齐两个结构,一个或多个紧固件可以插入通过在第一结构120中形成的孔(如,第一孔124和第二孔126),以及穿过在第二结构122中形成的相应孔(图3a-3g中未示出,但在图4a-4e中示出)。
49.图3c图示了下一阶段的透视图和截面图,其中第一结构120和第二结构122合并(如,相对于彼此移动)直到第一结构120和第二结构122间隔用于结合的所需间隙。为此,可以将第一结构120移向可以是静止的第二结构122。可选地,可以将第二结构122移向可以是静止的第一结构120。仍可选地,第一结构120与第二结构122两者以相对于彼此的方式相对移动。在图3c所示的实例中,一个或多个衬垫螺母,诸如衬垫螺母136和衬垫螺母138,被拧紧以分别固定紧固件132和紧固件134。附加地或可选地,可以使用夹紧工具来固定第一结构120和第二结构122并且将其拧紧以合并第一结构120和第二结构122直到实现期望的结合间隙。
50.图3d图示了下一阶段的透视图,其中周边129被加热以至少部分地固化粘合剂128以在第一结构120和第二结构122之间形成防漏结合腔周边,从而形成第一结构120、第二结构122和防漏结合腔周边之间的结合腔。在实例中,周边129在低于粘合剂128的固化温度(例如,低于华氏350度)的温度下加热以部分固化粘合剂128以在第一结构120和第二结构122之间形成防漏结合腔周边。在另一实例中,周边129在处于或高于粘合剂128的固化温度(例如,处于或高于350华氏度)的温度下加热以完全固化粘合剂128以在第一结构120和第二结构122之间形成防漏结合腔周边。可以使用各种形式的加热来固化粘合剂128,包括但不限于用电阻加热毯(未示出)传导加热粘合剂128,用加热灯(未示出)辐射加热粘合剂128,用迫使空气(未示出)对流加热粘合剂128,和/或用至少嵌入第一结构120中的金属元件(未示出)感应加热粘合剂128。
51.图3e图示了下一阶段的透视图,其中将气体140(如,氦气)注射到结合腔中(如通过紧固件132和134,如图所示)以检测沿防漏结合腔周边是否存在任何泄漏(即,形成防漏结合腔周边的粘合剂128中的泄漏)。附加地或可选地,用于检查沿防漏结合腔周边的泄漏的其他技术也是可能的。如果发现泄漏,可以用少量密封剂进行修补。在一些实例中,泄漏检查是任选的。
52.图3f图示了下一阶段的透视图,其中空气142从结合腔被排空并且粘合剂144被迫使进入结合腔。在图3f中,第一结构120的一部分是透明的,从而可以在结合腔中看到粘合剂144。粘合剂144由指向紧固件134的箭头表示并且还显示为填充结合腔。粘合剂144可以是与形成防漏结合腔周边的粘合剂128相同类型的粘合剂,或者可以是不同类型的粘合剂。在一些实例中,粘合剂144是脱气的粘合剂(例如,具有排空气泡或排空空气的粘合剂膏)。
53.如图所示,结合腔通过在第一结构120中形成的第一孔124(图3f中未明确示出,因为它位于衬垫螺母136下方)和通过在紧固件132中形成的通孔被排空,和粘合剂144通过在第一结构120中形成的第二孔126(图3f中未明确示出,因为它位于衬垫螺母138下方)并通过在紧固件134中形成的通孔被迫使进入结合腔。在一些实例中,当粘合剂144被迫使进入结合腔时,结合腔被排空。可选地,在粘合剂144被迫使进入结合腔之前,结合腔被排空。
54.在可选的排空/注射过程中,可以排空结合腔并且可以通过相同的孔迫使粘合剂144进入结合腔。为了促进这一点,在第一结构120中预钻或以其他方式形成单个孔(如,第一孔124或第二孔126)以进入接合空腔。然后通过单个孔将结合腔排空。在排空之后,粘合剂144通过单个孔被迫使进入结合腔。关于图4a-4e更详细地图示和描述了该单孔工艺。通过以上述双孔或单孔方式排空结合腔,结合腔中可以存在很少或没有空气,从而减少或消除在注射粘合剂144之后形成粘合层空隙的机会。此外,形成防漏结合腔周边的粘合剂128可以包含注射的所有粘合剂144,以防止粘合剂144泄漏和离开结合腔。在一些实例中,上述排空/注射工艺(以及粘合剂144的随后固化)是任选的。此外,应当理解,除了通过第一结构120中的孔注射粘合剂144之外或作为替代,粘合剂144可以通过形成防漏结合腔周边的粘合剂128注射。例如,可以使用皮下注射针或其他类型的针在形成防漏结合腔周边的粘合剂128中刺出小孔,之后可以使用皮下注射针将粘合剂144迫使进入结合腔。然后可以修补针留下的孔并填充更多粘合剂或密封剂。
55.图3g图示了下一阶段的透视图,其中被迫使进入结合腔的粘合剂144被固化并且在固化粘合剂144之后将第一结构120紧固到第二结构122。特别地,一个或多个上述加热技术可用于固化粘合剂144。可选地,粘合剂144可以是在室温下固化的粘合剂,因此可能不需要用于加热/固化的另一种技术。一旦粘合剂144被固化,可以在第一结构120和第二结构122中钻出额外的孔并通过固化的粘合剂144,并且可以使用额外的紧固件146将第一结构120和第二结构122紧固在一起,这可以增加两个结构之间的结合强度。在一些实例中,固化和/或额外的紧固可以是任选的。
56.图4a-4e图示了将粘合剂144注射在第一结构120、第二结构122和由粘合剂128形成的防漏结合腔周边之间形成的结合腔中的工艺的实例阶段。特别地,图4a-4e示出了可用于该目的的粘合剂注射设备200的实例。
57.粘合剂注射设备200包括被配置为流体地联接到粘合剂储存器204的传送通道202。在一个实例中,粘合剂注射设备200包括粘合剂储存器204。在另一个实例中,粘合剂注射设备200附接到粘合剂储存器。粘合剂注射设备200还包括被配置为流体地联接到结合腔的注射通道206。粘合剂注射设备200还包括被配置为流体联接到真空源209的排空通道208。此外,粘合剂注射设备200包括设置在传送通道202、注射通道206和排空通道208之间的三通阀210。三通阀210可选择性地操作以在排空通道208和注射通道206之间、排空通道208与传送通道202之间、以及传送通道202与注射通道206之间建立流体连通。更进一步地,粘合剂注射设备200包括易碎密封件212,该易碎密封件212靠近粘合剂储存器204并将其与传送通道202分开。易碎密封件212防止空气进入粘合剂储存器204。
58.为了促进注射通道206流体联接到结合腔,注射通道206联接到(如,放置在、附接到等)紧固件134,紧固件134具有形成在其中的通孔并且已经通过在第一结构120中形成的孔中的一个进料(如,图4a-4e中所示的第二孔126)。
59.图4a图示了初始阶段的横截面图,其中粘合剂注射设备200用于排空结合腔。为便于此,三通阀210可如图4a所示定位以在排空通道208、注射通道206和传送通道202之间建立流体连通,从而允许真空源209开启并且用于基本上同时排空注射通道206、传送通道202和结合腔。箭头被示出以说明从注射通道206、传送通道202和结合腔中抽出的空气。
60.可选地,三通阀210可以定位成在排空通道208和注射通道206之间建立流体连通。
然后打开真空源209以排空注射通道206和结合腔。在将结合腔和注射通道206排空后,然后可以定位三通阀210以在排空通道208和传送通道202之间建立流体连通并且可以打开真空源209以排空传送通道202。
61.图4b图示了下一阶段的横截面图,其中粘合剂144被从粘合剂储存器204中迫使出,破坏易碎密封件212,并进入排空的传送通道202中。为了便于将粘合剂144注射到结合腔中,三通阀210被定位成在排空的传送通道202和排空的注射通道206之间建立流体连通,如图所示。图4b-4e中示出了箭头以图示放置在粘合剂储存器204上的压力,从而迫使粘合剂144从粘合剂储存器204离开。
62.图4c图示了下一阶段的横截面图,其中粘合剂144被迫使通过排空的注射通道206并通过紧固件134。
63.图4d图示了下一阶段的横截面图,其中粘合剂144被迫使通过排空的注射通道206并通过紧固件134。
64.图4e图示了下一阶段的横截面图,其中粘合剂144填充排空的结合腔。粘合剂144没有空气,并且当注射到排空的结合腔中时,将不存在空隙或截留的气泡。例如,所得粘合层是无空隙粘合层。
65.在一些实例中,诸如图4a-4e中图示的那些,第一结构120和第二结构122之间的结合腔具有由粘合剂(如,与粘合剂128相同类型的粘合剂,或不同类型)限定的周边。在其他实例中,诸如图5中图示的,结合腔的周边由围绕第一结构120和/或第二结构122的周边放置的密封剂珠限定以密封结合腔并用作边缘掩蔽剂。作为更具体的实例,第一结构120可以紧固到第二结构122,然后可以使用注射喷嘴或其他施加器将密封剂珠放置在第一结构120的周边周围以密封结合腔。其他实例也是可能的。
66.图5图示了与上述工艺类似的工艺中的代表性实例阶段,其中将结合腔排空并且随后将粘合剂144迫使进入结合腔,特别是在密封剂珠400限定结合腔的周边的情况下。更具体地,图5图示了其中结合腔与注射通道206和传送通道202基本上同时被排空的阶段,如箭头和三通阀210的定位所示。为了促进这一点,如进一步所示,粘合剂注射设备200经由紧固件134附接到形成在第一结构120中的孔(如,第二孔126)。可选地,在一些情况下,紧固件可能不存在并且粘合剂注射设备200以另一种方式附接到孔中。在注射通道206、传送通道202、和结合腔被排空后,可将粘合剂144从粘合剂储存器204中迫使出,通过排空的传送通道202和排空的注射通道206,并进入结合腔内,以填充由密封剂珠400周边限定的结合腔(如,以类似于图4b-4e中所示的方式)。应当理解,在一些实施方式中,用于注射粘合剂144的孔可以是单个孔,使得第一结构120中不存在其他孔。例如,在第二孔126被用于注射粘合剂144的实施方式中,可能不存在第一孔124。
67.图6图示了根据实例实施的用于执行上述阶段中的至少一个的系统500的实例。在实例中,图1a图示的用于形成飞行器104的结合的机翼102的系统100包括系统500。系统500包括与一个或多个机器人装置504(如,机器人臂)和注射喷嘴506电子通信(如,有线或无线通信)的控制器502。因此,控制器502可以传输指令以控制机器人装置504和/或注射喷嘴506。
68.例如,在一个或多个机器人装置504包括单个机器人装置的实施方式中,单个机器人装置可用于施加粘合剂128并合并第一结构120和第二结构122。例如,在一个或多个机器
人装置504包括两个或多个机器人装置的实施方式中,一个机器人装置可用于执行一项或多项任务(如,施加粘合剂128)而另一机器人装置可用于执行一项或多项其他任务(如,合并结构)。其他实例也是可能的。
69.控制器502可以采用客户端装置(如,由用户主动操作的计算装置,诸如台式计算机或智能电话)、服务器、云计算装置或一些其他类型的计算平台的形式。如图所示,控制器502包括处理器508和存储器510。处理器508可以是通用处理器或专用处理器(如,数字信号处理器、专用集成电路等)。处理器508被配置为执行存储在存储器510中并且可执行以提供本文描述的各种操作的指令512(如,包括计算机可执行代码的计算机可读程序指令)。在实例中,处理器508可以执行指令512,该指令控制机器人装置504以通过注射喷嘴506将粘合剂128放置在第一结构120的周边129周围。在第一结构120的周边129周围提供粘合剂128的珠的其他实例也是可能的。例如,粘合剂128可以在工具(如,手动边缘跟随工具)的一些帮助下手动放置或在没有这种帮助的情况下手动放置(如,机械师使用挤压枪放置粘合剂128)。
70.在实例中,控制器502被配置为(i)控制一个或多个机器人装置504以相对于第二结构122定位第一结构120,使得粘合剂128设置在第一结构120和第二结构122之间,(ii)控制一个或多个机器人装置504以合并第一结构120和第二结构122直到第一结构120和第二结构122间隔用于结合的所需间隙,以及(iii)控制一个或多个机器人装置504以加热周边129以至少部分地固化粘合剂128以在第一结构120和第二结构122之间形成防漏结合腔周边。
71.在实例中,控制器502被配置为通过控制一个或多个机器人装置504以合并第一结构120和第二结构122,直到第一结构120和第二结构122间隔限定用于结合的期望间隔的多个微珠的厚度来控制一个或多个机器人装置504以合并第一结构120和第二结构122,直到,第一结构120和第二结构122间隔用于结合的所需间隙。
72.在实例中,控制器502被配置为通过控制一个或多个机器人装置504围绕要接合到第二结构122的第一结构的周边129放置粘合剂128的珠来控制一个或多个机器人装置504围绕要接合到第二结构122的第一结构120的周边129放置粘合剂128,粘合剂128的珠具有选自以下的形状:三角形、半圆形、梯形、矩形和无定形形状。
73.存储器510可以采用可由处理器508读取或访问的一个或多个计算机可读存储介质的形式。计算机可读存储介质可以包括易失性和/或非易失性存储零件,诸如光、磁、有机或其他存储器或盘存储,其可以与处理器508整体或部分集成。存储器510被认为是非暂时性计算机可读介质。在一些实例中,可以使用单个物理装置(如,一个光、磁、有机或其他存储器或盘存储单元)来实施存储器510,而在其他实例中,可以使用两个或更多个物理装置来实现存储器510。
74.图7示出了密封结合腔的方法600的实例的流程图。图7中所示的方法600呈现了可与图1-2和5中所示的系统100和系统500、其组合或其零件一起使用的方法的实例。此外,例如,关于图7描述的功能可以由以上关于图3a-3g和图4a-4e描述的功能和阶段补充、替换或组合。此外,可以使用或配置装置或系统来执行图7中呈现的逻辑功能。
75.在一些情况下,装置和/或系统的零件可以被配置为执行功能,使得零件被实际配置和结构化(使用硬件和/或软件)以实现这样的性能。在其他实例中,装置和/或系统的零
件可以被布置为适于、能够或适合于执行功能,诸如当以特定方式操作时。方法600包括如框602-608中的一个或多个图示的一个或多个操作、功能或动作。此外,可以根据框602-608中的一个或多个来执行图8-21的框。尽管以连续顺序图示了框,但是这些框也可以并行执行,和/或以与本文描述的那些不同的顺序执行。此外,各种框可以组合成更少的框、分成额外的框、和/或基于期望的实施去除。
76.在实例中,方法600的一个或多个框可以用程序代码或电路表示,用于控制机器人机构以接合第一结构和第二结构(如,用于组装结合的结构和/或包括多个接合的结构的机翼)。虽然方法600及其变体可以使用例如由根据方法600操作的程序代码控制的一个或多个机器人电枢来自动执行,但是一些任务可以手动执行。因此,在实例中,关于方法600描述的某些功能可以自动执行,而其他部分可以手动执行。可选地,方法600的所有框可以自动执行或者方法600的所有框可以手动执行。
77.在框602,方法600包括围绕要接合到第二结构122的第一结构120的周边129放置粘合剂128。
78.在框604,方法600包括相对于第二结构122定位第一结构120,使得粘合剂128设置在第一结构120和第二结构122之间。
79.在框606,方法600包括合并第一结构120和第二结构122,直到第一结构120和第二结构122间隔用于结合的所需间隙。
80.在框608,方法600包括加热周边129以至少部分地固化粘合剂128以在第一结构120和第二结构122之间形成防漏结合腔周边。
81.图8示出了用于执行如框602中所示的放置的实例方法的流程图。在框610,功能包括将粘合剂128放置在要接合飞行器104的第二结构120的飞行器104的第一结构的周边129周围。
82.图9示出了用于执行如框610中所示的放置的实例方法的流程图。在框612,功能包括将粘合剂128放置在要接合飞行器104的机翼102的机翼蒙皮116的飞行器104的机翼102的纵梁的周边129周围。在实例中,纵梁是图1a中所示的大梁112之一。
83.图10示出了用于执行如框602中所示的放置的实例方法的流程图。在框614,功能包括围绕要接合到第二结构122的第一结构120的周边129放置具有选自由以下形状的粘合剂128的珠:三角形、半圆形、梯形、矩形和无定形形状。
84.图11示出了用于执行如框602中所示的放置的实例方法的流程图。在框616处,功能包括通过注射喷嘴506围绕要接合到第二结构122的第一结构120的周边129放置粘合剂128,注射喷嘴506以至少部分自主的方式进行控制。
85.图12示出了用于执行如框606中所示的合并的实例方法的流程图。在框618,功能包括合并第一结构120和第二结构122直到第一结构120和第二结构122间隔限定用于结合的所需间隙的多个微珠130的厚度。
86.图13示出了用于执行如框604所示的定位和如框606所示的合并的实例方法的流程图。在框620,功能包括用一个或多个紧固件132、134将第一结构120相对于第二结构122对准。在框622,功能包括通过拧紧固定第一结构120和第二结构122的夹紧工具来合并第一结构120和第二结构122。
87.图14示出了用于执行如框604所示的定位和如框606所示的合并的实例方法的流
程图。在框624,功能包括用一个或多个紧固件132、134将第一结构120相对于第二结构122对准。在框626,功能包括通过拧紧一个或多个衬垫螺母136、138以固定一个或多个紧固件132、134来合并第一结构120和第二结构122。
88.图15示出了用于执行如框608所示的加热的实例方法的流程图。在框628,功能包括使用选自由以下的加热工艺加热周边129:用电阻加热毯传导加热粘合剂128,用加热灯辐射加热粘合剂128,用迫使空气对流加热粘合剂128,以及用嵌入至少第一结构120的金属元件感应加热粘合剂128。
89.图16示出了用于执行如框608所示的加热的实例方法的流程图。在框630,功能包括在低于粘合剂128的固化温度的温度下加热周边129以部分固化粘合剂128以形成第一结构120和第二结构122之间的防漏结合腔周边。
90.图17示出了用于执行如框608所示的加热的实例方法的流程图。在框632,功能包括在粘合剂128的固化温度下加热周边129以完全固化粘合剂128以形成第一结构120和第二结构122之间的防漏结合腔周边。
91.图18示出了与方法600一起使用的实例方法的流程图。在框634,功能包括排空在第一结构120、第二结构122和防漏结合腔周边之间形成的腔。在框636,功能包括迫使粘合剂144进入腔。在框638,功能包括固化被迫使进入腔的粘合剂144。
92.图19示出了用于执行如框634所示的排空和如框636所示的迫使的实例方法的流程图。在框640,功能包括通过形成在第一结构120中的第一孔124排空在第一结构120、第二结构122和防漏结合腔周边之间形成的腔。在框642,功能包括在通过第一孔124排空腔的同时,迫使粘合剂144通过形成在第一结构120中的第二孔126进入腔。
93.图20示出了用于执行如框634所示的排空和如框636所示的迫使的实例方法的流程图。在框644,功能包括通过形成在第一结构120中的单个孔排空在第一结构120、第二结构122和防漏结合腔周边之间形成的腔。在框646,功能包括在通过单个孔迫使粘合剂144进入腔。例如,如上所述,单个孔可以是第二孔126。
94.图21示出了与方法600一起使用的实例方法的流程图,特别是与框634-638中所示的功能一起使用的流程图。在框648,功能包括在固化粘合剂144之后将第一结构120紧固到第二结构122。
95.在此公开的系统、装置和方法的不同实例包括各种零件、特征和功能。应当理解,本文公开的系统、装置和方法的各种实例可以包括本文以任何组合或任何子组合公开的系统、装置和方法的任何其他实例的任何零件、特征和功能,并且所有这些可能性都旨在在本公开的范围内。
96.此外,本公开包括根据以下条款的实施方式:
97.条款1.密封结合腔的方法(600),所述方法(600)包括:
98.(602)围绕要接合到第二结构(122)的第一结构(120)的周边放置粘合剂(128);
99.(604)相对于所述第二结构(122)定位所述第一结构(120),使得所述粘合剂(128)设置在所述第一结构(120)和所述第二结构(122)之间;
100.(606)合并所述第一结构(120)和所述第二结构(122),直到所述第一结构(120)和所述第二结构(122)间隔用于结合的所需间隙;和
101.(608)加热所述周边以至少部分地固化所述粘合剂(128)以在所述第一结构(120)
和所述第二结构(122)之间形成防漏结合腔周边。
102.条款2.根据条款1所述的方法(600),其中(602)围绕要接合到所述第二结构(122)的所述第一结构(120)的周边放置所述粘合剂(128)包括(610)围绕要接合到飞行器(104)的第二结构(122)的飞行器(104)的第一结构(120)的周边放置粘合剂(128)。
103.条款3.根据条款2所述的方法(600),其中(610)围绕要接合到所述飞行器(104)的第二结构(122)的所述飞行器(104)的第一结构(120)的周边放置所述粘合剂(128)包括(612)围绕要接合到所述飞行器(102)的机翼(102)的机翼蒙皮(116)的所述飞行器(104)的机翼(102)的纵梁(112)的周边放置所述粘合剂(128)。
104.条款4.根据条款1至3中任一项所述的方法(600),其中(602)围绕要接合到所述第二结构(122)的所述第一结构(120)的周边放置所述粘合剂(128)包括(614)围绕要接合到所述第二结构(122)的所述第一结构(120)的周边放置所述粘合剂(128)的珠,所述粘合剂(128)的珠具有选自三角形、半圆形、梯形、矩形和无定形形状的形状。
105.条款5.根据条款1至4中任一项所述的方法(600),其中(602)围绕要接合到所述第二结构(122)的所述第一结构(120)的周边放置所述粘合剂(128)包括(616)通过以至少部分自主的方式控制的注射喷嘴(506)围绕要接合到所述第二结构(122)的所述第一结构(120)的周边放置所述粘合剂(128)。
106.条款6.根据条款1至5中任一项所述的方法(600),其中所述粘合剂(128)包括多个微珠(130),所述多个微珠具有限定用于结合的所需间隙的厚度,和
107.其中(606)合并所述第一结构(120)和所述第二结构(122)直到所述第一结构(120)和所述第二结构(122)间隔用于结合的所需间隙包括(618)合并所述第一结构(120)和所述第二结构(122)直到所述第一结构(120)和所述第二结构(122)间隔多个微珠(130)的厚度,所述多个微珠的厚度限定用于结合的所需间隙。
108.条款7.根据条款1至6中任一项所述的方法(600),其中(604)相对于所述第二结构(122)定位所述第一结构(120),使得所述粘合剂(128)设置在所述第一结构(120)和所述第二结构(122)之间包括(620)用一个或多个紧固件(132、134)将所述第一结构120)相对于所述第二结构(122)对准,和
109.其中(606)合并所述第一结构(120)和所述第二结构(122),直到所述第一结构(120)和所述第二结构(122)间隔用于结合的所需间隙包括(622)通过拧紧固定所述第一结构(120)和所述第二结构(122)的夹紧工具来合并所述第一结构(120)和所述第二结构(122)。
110.条款8.根据条款1至6中任一项所述的方法(600),其中(604)相对于所述第二结构(122)定位所述第一结构(120),使得所述粘合剂(128)设置在所述第一结构(120)和所述第二结构(122)之间包括(624)用一个或多个紧固件(132、134)将所述第一结构(120)相对于所述第二结构(122)对准,和
111.其中(606)合并所述第一结构(120)和所述第二结构(122),直到所述第一结构(120)和所述第二结构(122)间隔用于结合的所需间隙包括(626)通过拧紧一个或多个衬垫螺母(136、138)以固定所述一个或多个紧固件(132、134)来合并所述第一结构(120)和所述第二结构(122)。
112.条款9.根据条款1至8中任一项所述的方法(600),其中(608)加热所述周边(129)
以至少部分地固化所述粘合剂(128)以在所述第一结构(120)和所述第二结构(122)之间形成防漏结合腔周边包括(628)使用选自以下的加热工艺加热所述周边:用电阻加热毯传导加热所述粘合剂(128),用加热灯辐射加热所述粘合剂(128),用迫使空气对流加热所述粘合剂(128),以及用嵌入至少所述第一结构(120)的金属元件感应加热所述粘合剂(128)。
113.条款10.根据条款1至9中任一项所述的方法,其中(608)加热所述周边(129)以至少部分地固化所述粘合剂(128)以在所述第一结构(120)和所述第二结构(122)之间形成防漏结合腔周边包括(630)在低于所述粘合剂(128)的固化温度的温度下加热所述周边以部分固化所述粘合剂(128)以形成所述第一结构(120)和所述第二结构(122)之间的防漏结合腔周边。
114.条款11.根据条款1至9中任一项所述的方法(600),其中(608)加热所述周边(129)以至少部分地固化所述粘合剂(128)以在所述第一结构(120)和所述第二结构(122)之间形成防漏结合腔周边包括(632)在所述粘合剂(128)的固化温度下加热所述周边以完全固化所述粘合剂(128)以形成所述第一结构(120)和所述第二结构(122)之间的防漏结合腔周边。
115.条款12.根据条款1至11中任一项所述的方法(600),进一步包括:
116.(634)排空在所述第一结构(120)、所述第二结构(122)和所述防漏结合腔周边之间形成的腔;
117.(636)迫使粘合剂(144)进入所述腔;和
118.(638)固化被迫使进入所述腔的所述粘合剂(144)。
119.条款13.根据条款12所述的方法(600),其中(634)排空在所述第一结构(120)、所述第二结构(122)和所述防漏结合腔周边之间形成的腔包括(640)通过形成在所述第一结构(120)中的第一孔(124)排空在所述第一结构(120)、所述第二结构(122)和所述防漏结合腔周边之间形成的腔,和
120.其中(636)迫使所述粘合剂(144)进入所述腔包括(642)在通过所述第一孔(124)排空所述腔的同时,迫使所述粘合剂(144)通过形成在所述第一结构(120)中的第二孔(126)进入所述腔。
121.条款14.根据条款12所述的方法(600),其中(634)排空在所述第一结构(120)、所述第二结构(122)和所述防漏结合腔周边之间形成的腔包括(644)通过形成在所述第一结构(120)中的单个孔(126)排空在所述第一结构(120)、所述第二结构(122)和所述防漏结合腔周边之间形成的所述腔,和
122.其中(636)迫使所述粘合剂(144)进入所述腔包括(646)在通过所述单个孔(126)迫使所述粘合剂(144)进入所述腔。
123.条款15.根据条款12至14中任一项所述的方法(600),进一步:
124.(648)在固化所述粘合剂(128)之后将所述第一结构(120)紧固到所述第二结构(122)。
125.条款16.通过工艺制成的第一结构(120)和第二结构(122)之间的密封的结合腔,所述工艺包括:
126.围绕要接合到第二结构(122)的第一结构(120)的周边放置粘合剂(128);
127.相对于所述第二结构(122)定位所述第一结构(120),使得所述粘合剂(128)设置
在所述第一结构(120)和所述第二结构(122)之间;
128.合并所述第一结构(120)和所述第二结构(122),直到所述第一结构(120)和所述第二结构(122)间隔用于结合的所需间隙;和
129.加热所述周边以至少部分地固化所述粘合剂(128)以在所述第一结构(120)和所述第二结构(122)之间形成防漏结合腔周边。
130.条款17.用于密封第一结构(120)和第二结构(122)之间的结合腔的系统(500),所述系统包括(500):
131.注射喷嘴(506);
132.一个或多个机器人装置(504);以及
133.与所述注射喷嘴(506)和所述一个或多个机器人装置(504)电子通信的控制器(502),所述控制器(502)配置为控制所述一个或多个机器人装置(504)以通过所述注射喷嘴(506)围绕要接合到所述第二结构(122)的所述第一结构(120)的周边放置粘合剂(128),使得当所述第一结构(120)接合到所述第二结构(122)时,所述周边被加热以至少部分地固化所述粘合剂(128)并在所述第一结构(120)和所述第二结构(122)之间形成防漏结合腔周边。
134.条款18.根据条款17所述的系统(500),其中所述控制器(502)进一步配置为:
135.控制所述一个或多个机器人装置(504)以相对于所述第二结构(122)定位所述第一结构(120),使得所述粘合剂(128)设置在所述第一结构(120)和所述第二结构(122)之间;
136.控制所述一个或多个机器人装置(504)以合并所述第一结构(120)和所述第二结构(122)直到所述第一结构(120)和所述第二结构(122)间隔用于结合的所需间隙;和
137.控制所述一个或多个机器人装置(504)加热所述周边以至少部分地固化所述粘合剂(128)以在所述第一结构(120)和所述第二结构(122)之间形成防漏结合腔周边。
138.条款19.根据条款18所述的系统(500),其中所述粘合剂(128)包括多个微珠(130),所述多个微珠(130)具有限定用于结合的所需间隙的厚度,和
139.其中控制所述一个或多个机器人装置(504)以合并所述第一结构(120)和所述第二结构(122),直到所述第一结构(120)和所述第二结构(122)间隔用于结合的所需间隙包括控制所述一个或多个机器人装置(504)以合并所述第一结构(120)和所述第二结构(122),直到所述第一结构(120)和所述第二结构(122)间隔限定用于结合的期望间隔的所述多个微珠(130)的厚度。
140.条款20.根据条款17至19中任一项所述的系统(500),其中控制所述一个或多个机器人装置(504)以围绕要接合到所述第二结构(122)的所述第一结构(120)的周边放置所述粘合剂(128)包括控制所述一个或多个机器人装置(504)以围绕要接合到所述第二结构(122)的所述第一结构(120)的周边放置所述粘合剂(128)的珠,所述粘合剂(128)的珠具有选自以下的形状:三角形、半圆形、梯形、矩形和无定形形状。
141.已经出于说明和描述的目的呈现了对不同有利布置的描述,并且不旨在穷举或限制所公开形式的实例。许多修改和变化对于本领域普通技术人员来说将是显而易见的。此外,与其他有利实例相比,不同的有利实例可以描述不同的优点。选择和描述所选择的一个或多个实例是为了最好地解释实例的原理、实际应用,并使本领域的其他普通技术人员能
够理解具有适合特定用途考虑的各种修改的各种实例的公开内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1