用于制作飞机的机翼面板的方法和系统与流程
1.本公开涉及制作领域,并且更具体地,涉及飞机的复合部件的制作。
背景技术:
2.飞机的复合机翼面板目前经由真空袋装制作。在真空袋装期间,将胎膜板放置在机翼面板预成型件的桁条预成型件上方,将真空袋本身在机翼面板预成型件上方密封到位并且检查泄漏,并且将预成型件硬化成复合部件。虽然真空袋装适合大型复合部件,但是存在与合成的复合零件是否符合期望轮廓有关的问题。即,真空袋装可导致标记、弓形波、树脂池以及引起复合部件偏离期望轮廓的其他问题。为了解决这些偏差,复合机翼面板可能需要填充和/或机加工来满足期望的公差,这是一个耗时且昂贵的过程。
3.因此,会期望具有考虑到至少一些上述问题以及其他可能问题的方法和设备。
技术实现要素:
4.本文中描述的实施例提供了机翼面板的基于盒的模制,其中,刚性的内模线(iml)工具和对应的外模线(oml)工具一起形成单个盒。为了实现基于盒的模制,将单独的机翼面板预成型件铺设在盒处并通过该盒的工具保持形状。单独的盒各自接收预成型件、插入到压机中、加热以使预成型件硬化成复合部件、移除、并且使它们的复合部件脱模。将可移除的盒用于压机的该过程使得脱模和铺设过程能够在盒本身处而不是在压机处执行。因此,当第一复合部件铺设或脱模时,压机可以继续操作以使另一复合部件硬化。这延长了压机的总运行时间。此外,因为由压机使用的盒在复合部件的iml侧和oml侧两者上包括刚性工具,所以合成的复合部件不太需要耗时的再加工。
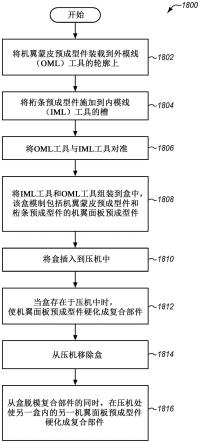
5.一个实施例是一种用于制作飞机的机翼面板的方法。该方法包括:将机翼蒙皮预成型件装载到外模线(oml)工具的轮廓上;将桁条预成型件施加到内模线(iml)工具的槽;将oml工具与iml工具对准;以及将iml工具和oml工具组装到盒中,该盒模制包括机翼蒙皮预成型件和桁条预成型件的机翼面板预成型件。该方法还包括:将盒插入到压机中;以及当盒存在于压机中时使机翼面板预成型件硬化成复合部件。
6.另一实施例是一种用于制造机翼面板的系统。该系统包括:多个盒,每个盒包括用于机翼面板预成型件的外模线(oml)工具和内模线(iml)工具;以及压机,压机尺寸设计为接收盒。该压机包括:定位板,定位板将盒夹在中间;压盘,在盒由定位板夹在中间的同时,压盘向盒施加压力;以及加热器,在压盘施加压力的同时,加热器加热盒。
7.另一实施例是一种用于使机翼面板硬化的方法。该方法包括:打开压机;将包括机翼面板预成型件的盒插入到压机中;在盒位于压机中时,经由施加热和压力使机翼面板预成型件硬化成复合部件;从压机移除盒;将包括另一机翼面板预成型件的另一盒插入到压机中;以及在其他盒内的其他机翼面板预成型件在压机处硬化成复合部件的同时,使复合部件从盒脱模。
8.其他实例性实施例(例如,涉及前述实施例的方法和计算机可读介质)可在以下描
述。已经讨论的特征、功能和优点可以在各种实施例中独立地实现,或者可以在其他实施例中组合,其另外的细节可以参考以下描述和附图看出。
附图说明
9.现在将参考附图来描述仅为实例的本公开的一些实施例。在所有附图中,相同的附图标记表示相同的元件或相同类型的元件。
10.图1示出了示例性实施例中的飞机。
11.图2示出了示例性实施例中的飞机的机翼。
12.图3示出了示例性实施例中的在oml工具处铺设的机翼蒙皮预成型件。
13.图4示出了示例性实施例中的iml工具。
14.图5是示例性实施例中的包括机翼面板预成型件的盒的分解视图。
15.图6是示例性实施例中的图5的盒的未分解视图。
16.图7是示例性实施例中的盒的截面剖视图。
17.图8描绘了示例性实施例中的将盒插入到压机中。
18.图9至图10描绘了示例性实施例中的封盖盒的压机。
19.图11至图13是示例性实施例中的已封盖盒的压机的截面剖视图。
20.图14是示例性实施例中的通过蒸汽加热的压机的截面剖视图。
21.图15描绘了示例性实施例中的使复合部件从盒脱模。
22.图16描绘了示例性实施例中的用于盒模制的工厂布局。
23.图17描绘了示例性实施例中的在盒处执行的树脂注射。
24.图18是示出了示例性实施例中的用于机翼面板的盒模制的方法的流程图。
25.图19是示出了示例性实施例中的用于机翼面板的盒模制的另一方法的流程图。
26.图20是示例性实施例中的盒模制系统的框图。
27.图21是示例性实施例中的飞机生产和维护方法的流程图。
28.图22是示例性实施例中的飞机的框图。
具体实施方式
29.附图和以下描述提供本公开的特定示例性实施例。因此,应当理解,本领域技术人员将能够设计尽管在本文中未明确描述或示出但体现本公开的原理并包括在本公开的范围内的各种布置。此外,本文描述的任何实例旨在帮助理解本公开的原理,并且将被解释为不限于这种具体陈述的实例和条件。因此,本公开不限于以下描述的具体实施例或实例,而是由权利要求及其等同物限定。
30.诸如碳纤维增强聚合物(cfrp)部件的复合部件最初以多层铺设,该多层一起被称为预成型件。预成型件的每个层内的单个纤维彼此平行地对准,但是不同的层表现出不同的纤维定向,以便沿着不同的尺寸增加合成的复合部件的强度。预成型件包括粘性树脂,该粘性树脂固化以使预成型件硬化成复合部件(例如,在飞机中使用)。已经用未固化的热固性树脂或热塑性树脂浸渍的碳纤维称为“预浸材料”。其他类型的碳纤维包括没有用热固性树脂浸渍但可以包括增粘剂或粘合剂的“干纤维”。在硬化之前用树脂浸渍干纤维。对于热固性树脂,硬化是称为固化的单向过程,而对于热塑性树脂,如果树脂被再加热则树脂达到
粘性形式,在再加热后它可以固结成期望的形状并固化。如在本文中使用的,将预成型件转变成最终硬化形状(即,将预成型件转变成复合部件)的过程的涵盖性术语称为“硬化”,并且该术语包括热固性预成型件的固化和热塑性预成型件成形/固化成最终期望形状这两者。
31.现参考图1,描述了可以实施本文描述的制作系统和方法的飞机10的图示。在该示例性实例中,飞机10包括附接至具有机头92的主体28的机翼15和机翼16。飞机10包括附接至机翼15的发动机93以及附接至机翼16的发动机14。尾部18也附接到主体28。主体28的尾部18附接有水平稳定器20、水平稳定器21和垂直稳定器22。
32.图2示出了示例性实施例中的飞机10的机翼16,并且对应于图1的视图箭头2。在该实施例中,机翼16包括由诸如cfrp的纤维增强材料210制成的机翼面板200。机翼面板包括接收气流的外模线(oml)202、以及在机翼16内部且被隐藏而不可见的内模线(iml)204。oml在完全组装时限定复合部件的面向外的部分。例如,飞机的机翼面板的oml可限定机翼的顶表面或底表面。iml在完全组装时限定复合部件的面向内的部分。例如,飞机的机翼面板的iml可限定机翼内的内部燃料箱的表面。
33.图3-图14描绘了用于经由盒模制过程制作诸如机翼面板200的复合部件的各种技术。具体地,图3示出了示例性实施例中用于铺设机翼蒙皮预成型件330的oml工具300。机翼蒙皮预成型件330铺设在由oml工具300的主体310限定的轮廓320处。轮廓320对应于机翼面板的期望oml。在该实施例中,oml工具300已经被精确地机加工(例如,加工到沿着轮廓320的千分之五英寸内),使得oml工具300将精确确定的形状赋予到机翼蒙皮预成型件330上。由于这种精确度,已经利用oml工具300制作的合成的机翼面板200可能不需要被填充,因为机翼面板200的公差可能已经精密到不需要填充的程度。在该实施例中,oml工具300还包括索引特征350,诸如在内模线(iml)工具(诸如下面的iml工具400)处与锥体互补的杯。
34.oml工具300由具有低热膨胀系数(cte)的合适的刚性材料制成。例如,oml工具300可由镍铁合金340(诸如不变钢)制成。oml工具300可经由焊接、铸造和/或数控(nc)机加工来制作,从而以期望的公差(例如,千分之五英寸)达到期望的形状。用于机翼面板200的oml工具300可具有60英尺或更长的长度以及30至40吨或更重的重量。
35.图4示出了示例性实施例中的iml工具400。iml工具400的主体410包括表面420和限定槽430的脊432,机翼面板200的桁条预成型件放置并模制在该槽中。表面420限定用于机翼面板的iml。主体410可以根据机翼面板200的设计来限定任何合适数量的槽430。在该实施例中,槽430的尺寸设计成接收并保持帽形桁条预成型件,然而在另外实施例中,槽430的尺寸设计成支撑其他形状的桁条。在该实施例中,iml工具400还包括索引特征450,例如与oml工具300处的杯互补的锥体。
36.在该实施例中,iml工具400已经被精确地机加工(例如,加工到沿着表面420的千分之五英寸内),使得iml工具400将精确确定的形状赋予机翼蒙皮预成型件330以及附接至机翼蒙皮预成型件的任何桁条预成型件。由于这种精确度,使用iml工具400制作的合成的机翼面板200可能不需要被填充,因为机翼面板200的公差可能已经精密到不需要填充的程度。用于机翼面板200的iml工具400可具有60英尺或更长的长度以及30至40吨或更重的重量。
37.iml工具400由具有低热膨胀系数的合适的刚性材料制成。例如,iml工具400可由
镍铁合金(诸如不变钢)制成。iml工具400可通过焊接、铸造和/或nc机加工来制作,从而以期望的公差(例如,千分之五英寸)达到期望的形状。
38.图5是示例性实施例中的包括机翼面板预成型件590的盒500的分解视图。在该实施例中,机翼面板预成型件590包括机翼蒙皮预成型件330和多个桁条预成型件520。机翼面板预成型件590包括符合oml工具300的轮廓320的表面530(例如,限定机翼面板预成型件590的oml)。机翼面板预成型件590还包括符合iml工具400的表面420的表面540(例如,限定机翼面板预成型件590的iml),使得桁条预成型件520放置在iml工具400的槽430内。
39.当机翼面板预成型件590正被硬化时,盒500包围并且限定机翼面板预成型件590的形状。盒500包括iml工具400和oml工具300这两者,这两者包围机翼面板预成型件590,以便在继续硬化的同时实施期望的净成形。以这种方式,机翼面板预成型件590夹在oml工具300与iml工具400之间。盒500的尺寸设计成用于可移除地插入到压机中。
40.在该实施例中,oml工具300的主体310包括肋560,肋560限定用于在压机处接收加热器的体积550,iml工具400的主体410包括肋580,肋580限定用于在压机处接收加热器的体积570。为了清楚起见,仅示出了肋580的子集。虽然在该实施例中,肋560和肋580垂直于盒500的长度l延伸,但是在另外的实施例中,肋560以任何合适的方向(诸如平行于长度l)延伸。此外,虽然在这个实施例中体积550和体积570是可从盒500的外部接近,但是在另外的实施例中,这些体积550和体积570被部分地或完全地封闭在其对应的工具内。在另外的实施例中,体积550和体积570的尺寸设计成用于接收来自压机的蒸汽。虽然就本图而言蒸汽被描述为加热介质,但可使用任何流体,包括气体和/或液体。例如,流体可以包括蒸汽、油、乙二醇或其他流体。
41.因为盒500是“双工具的”(即,在任一端上具有刚性和精确机加工的工具),所以盒500表现出技术益处,因为与真空袋装系统相比,它导致与期望形状的偏差显著减少(例如,由标记、树脂弓形波、树脂池、闪光边缘、密封剂移除等引起的)。这是因为真空袋本身没有足够的刚性,使得其无法完美地在预成型件上实施期望形状,尤其是机翼面板预成型件590,该机翼面板预成型件可以是60英尺长并且可能需要高精度水平的公差以便避免填充。即使当真空袋迫使期望形状落在千分之三十或千分之四十英寸内时,当将机翼面板与机翼的翼梁和肋组装在一起时,仍可能需要填充。
42.图6是示例性实施例中图5的盒500的未分解视图。因此,iml工具400和oml工具300包围不再可见的机翼面板预成型件590。端板600附接至该盒的端部510以便密封端部510。端板600包括用于使机翼面板预成型件590处的桁条预成型件520内的囊状物(例如,图7的囊状物710)充气的端口610。
43.图7是示例性实施例中的盒500的截面剖视图,并且对应于图6的视图箭头7。图7未按比例绘制,以便增强囊状物710和其他内部部件的可见性。在图7中,囊状物710设置在机翼面板预成型件590的桁条预成型件520内。桁条预成型件520本身嵌入到iml工具400的槽430内,并且该桁条预成型件设置在oml工具300与iml工具400之间的界面720下方。囊状物710经由端口610联接到盒500外部的压力源750(例如,压缩机、车间气源的储存器等)。端口610经由密封件730(例如,o形环)密封至端板600,并且端板600经由密封件740(例如,沿着盒500的长度延伸的硅胶或橡胶密封件)密封至盒500。在硬化过程中,囊状物710由压力源750加压,以确保桁条预成型件520不会塌陷并且保持期望的形状。
44.图8描绘了示例性实施例中的将盒500插入到压机800中。压机800的尺寸设计成一次接收一个盒500。在该实施例中,压机800包括经由接合构件840和接合构件860联接在一起的定位板810和870。定位板810和定位板870可以通过液压活塞850的作用而打开。当定位板810和定位板870打开时,盒500被放置在它们之间。然后,定位板810和定位板870可以被关闭和锁定就位。在定位板810和定位板870被锁定之后,附接到定位板810的压盘820被驱动到盒500中以施加压力。即,盒500被夹在定位板810和定位板870之间的同时,压盘820将压力施加到盒500。
45.加热器830从压盘820延伸,并且加热器的尺寸设计成当盒500被放置到压机800中时插入到盒500的体积550中。定位板870的加热器880的尺寸设计成插入到盒500的体积570中。加热器830和880在压盘820施加压力的同时加热盒500。此外,在该实施例中,加热器830和880在盒500位于压机800处时嵌入到盒500内。
46.加热器830和加热器880可被实施为在美国专利5,728,309中讨论的辐射加热元件、电阻加热元件、智能感受器或者经由其他技术的其他部分。例如,加热器830和加热器880可以由感受器材料832(例如,金属合金或含金属合金)制成,该感受器材料被设计成具有在压机使用的硬化温度或其附近的居里温度。以这种方式,感受器材料832响应于所施加的电磁场而加热直到达到居里温度,此时感受器材料832转变成非磁性相。
47.在盒500已被加热以将机翼面板预成型件590转变成复合部件之后,操作液压活塞850以打开压机800,并且移除盒500。
48.在压机800处使用盒的多个可互换实例提供了技术益处,因为它消除了在压机800处进行大量脱模、清洁或准备的需要,这些延长了压机800的正常运行时间。
49.图9至图10描述了示例性实施例中的已封盖盒的压机。具体地,在图9中,盒500沿方向900下降到压机800中,并且在图10中,压机800通过定位板810沿方向1000的旋转而闭合。
50.图1至图13是示例性实施例中的已封盖盒的压机的截面剖视图。具体地,图11对应于图10的视图箭头11,图12对应于图11的区域12,并且图13对应于图11的区域13。
51.在图11中,压机800还包括压力软管1120(例如,具有4英寸直径的消防软管),这些压力软管设置在压盘820与定位板810之间。通过将压力软管1120充气至期望的压力(例如,经由诸如车间气源的压力源750施加的每平方英寸一百磅(psi)),该压力经由压盘820施加至oml工具300和iml工具400,从而在机翼面板预成型件590上实施期望的形状。密封件1130在oml工具300与iml工具400之间的界面720处设置在机翼面板预成型件590的周边1132处,并且该密封件通过密封oml工具300与iml工具400之间的空间来防止树脂渗出。在一个实施例中,每个密封件1130包括完全包围机翼面板预成型件590的周边1132的大o形环。闩锁1140被锁定就位,以将定位板810相对于定位板870保持在锁定位置1150中。在图12中,在iml工具400与oml工具300之间描绘了密封件1130的线性部分,该线性部分设置成超出机翼面板预成型件590的边界1210。在图13中,在硬化期间描绘了囊状物710的充气,从而在囊状物710内产生加压体积1300,这有助于在桁条预成型件520上实施期望的形状。
52.图14是示例性实施例中的通过蒸汽加热的压机800的截面剖视图。如图14所示,盒500包括由oml工具300的肋1421限定的尺寸设计成接收加热的蒸汽的体积1420、以及由iml工具400的肋1423限定用于接收蒸汽的体积1422。体积1420和体积1422密封在它们相应的
工具内,并且这些体积包括用于分配蒸汽的出入孔1430。由此,当向体积1420和体积1422施加蒸汽(例如,在三百五十华氏度下,在一百二十psi下)时,iml工具400和oml工具300被快速加热。图14还示出了闩锁1140经由闩锁1140围绕轴线1440的旋转被锁定到位,并且闩锁1140放置到定位板870的保持元件1450上。
53.图15示出了在示例性实施例中从盒500脱模的复合部件1500。在该实施例中,复合部件1500包括用于机翼面板200的复合部件,并且该复合部件具有iml 1504和oml 1502,但是在另外的实施例中,任何合适的复合部件可以经由本文所讨论的盒模制技术制作。脱模过程可以在盒500已经从压机800移除之后执行,这意味着压机800可以操作以在使第一盒脱模的同时对另一盒进行加热和加压。
54.图16描绘了示例性实施例中用于盒模制的工厂布局1600。如图16所示,工厂布局1600包括铺设区域1620,该铺设区域包括盒1610、盒1611、盒1612和盒1613。盒1613包括用于硬化成复合部件的机翼面板预成型件1653。盒沿着传送通道被传送到准备区域1630,该准备区域目前保持盒1614、盒1615、盒1616和盒1617。盒1617保持正被脱模的复合部件1657。准备区域1630可用于组装盒、密封盒或执行其他任务。然后盒经由高架机械设备(ohme)1640在准备区域1630与压机800之间传送。目前,压机800保持盒1618,该盒保持机翼面板预成型件1658。在脱模之后,盒可以被清洁并且使其返回到铺设区域1620以接收另一机翼面板预成型件1659。利用可从压机800移除的大量盒确保了压机在一天的较长部分中操作,获得了更大的生产效率。
55.图17描绘了另一实施例,其中在示例性实施例中在盒500处执行树脂注射。在该实施例中,iml工具400包括端口1710,这些端口用于使树脂1730(即,液态树脂)经由通道1720和喷嘴1732注射到机翼面板的预成型件1740(例如,机翼面板预成型件590的干纤维实施方式),从而用树脂浸渍预成型件1740。端口1710可以包括快速连接联接件,以便于简单使用和与树脂传送线路(未示出)的简单附接。通过将机翼面板预成型件590在盒500处密封到位并且然后经由端口1710以加压的方式注射树脂,预成型件能够以可重复的方式用树脂快速浸渍。
56.在预成型件1740预浸渍有树脂的实施例中,盒500可用于快速注射0.5%至2%的树脂以在低压区域中“加满”工具(例如,经由相同的合格树脂传递模塑(sqrtm)工艺)。在预成型件1740由干纤维制成的实施例中,可施加35%-40%(按体积计)的树脂的较长注射来浸泡预成型件中的所有纤维(例如,经由树脂传递模塑(rtm)工艺)。与实施例无关,在所有情况下,真空先于任何树脂灌注施加,因此在工具中需要气密密封件。在注射过程中存在的任何空气、蒸气和/或气体将干扰注射过程,从而产生空隙和孔隙。因此,密封和真空应用在树脂灌注之前使用以防止这种不期望的后果。
57.图17的盒500通过有益地减少或消除在铺设期间利用“预浸”材料的需求而提供了技术益处。此外,可以忽略任何在喷嘴1732的位置处的标记,因为该标记不位于部件界面或空气动力表面处。即,位于喷嘴1732的位置处的任何标记并非故意位于机翼面板将附接至另一机身部件的位置,也并非故意位于经历气流的区域中。
58.将参考图18讨论盒500和压机800的操作的示例性细节。对于该实施例,假设纯净版的oml工具300和iml工具400已准备好接受铺设。
59.图18是示出了在示例性实施例中用于机翼面板的盒模制的方法1800的流程图。虽
然参考图8的压机800描述了方法1800的步骤,但是本领域技术人员将认识到方法1800可在其他系统中执行。本文中描述的流程图的步骤并非全部包括,并且可以包括未示出的其他步骤。本文中描述的步骤还可以按可替代的顺序执行。
60.方法1800包括步骤1802,将机翼蒙皮预成型件330装载(例如,铺设或放置)到oml工具300的轮廓320上。这可以包括手动铺设、经由自动铺带机(atlm)或高级纤维铺放(afp)机进行铺设等。装载的步骤1802可以在铺设区域1620内、在干净的房间环境内执行。
61.方法1800还包括步骤1804,将桁条预成型件520施加到iml工具400的槽430。在一个实施例中,这包括将桁条预成型件520(包括其中的任何囊状物710)拾取和放置到槽430中。在另一实施例中,这包括在槽430处直接制作桁条预成型件520。施加的步骤1804可以在铺设区域1620内、在干净的房间环境内执行。
62.方法1800还包括步骤1806,将oml工具300与iml工具400对准,例如通过将oml工具300反向并将oml工具300放置在iml工具400上。这可包括操作高架机械设备1640或其他重型设备以将oml工具300放置在适当位置或将iml工具400放置在适当位置。在一个实施例中,该对准经由在oml工具300和iml工具400处使用互补的索引特征来促进对准。
63.方法1800还包括步骤1808,将1ml工具400和oml工具300组装到盒500中,该盒模制包括机翼蒙皮预成型件330和桁条预成型件520的机翼面板预成型件590。在一个实施例中,这包括在对准的同时将iml工具400降低到oml工具300上,反之亦然。这个步骤还可以包括施加一个或多个端板600以密封盒500的多个端部510。组装1808可以在准备区域1630内执行。即,组装的步骤1808之后可以是,通过将端板600施加至盒500的端部510而在盒500处将iml工具400密封至oml工具300。密封提供了防止树脂渗出的技术益处。在另一实施例中,在盒500的组装之后,方法1800还包括,在使机翼面板预成型件590硬化之前,经由iml工具400处的端口1710将树脂1730注射到机翼面板预成型件590中。
64.方法1800还包括步骤1810,将盒500插入到压机800中。在一个实施例中,这包括操作高架机械设备1640以将盒500定位在压机800上方,随后将盒500降低到位。在另外的实施例中,这包括在压机800处将体积550和体积570与加热器830和加热器880对准。在另外的实施例中,这包括经由压力管1020将蒸汽储存器(例如,图20的蒸汽储存器2010)附接至盒500,和/或将压力源750附接至盒500处的端口610。
65.方法1800还包括步骤1812,当盒500存在于压机800中时,将机翼面板预成型件590硬化成复合部件1500。这包括在压机800处在延长的时间内施加热和压力(例如,在三百五十华氏度下的一百psi),以使热固性树脂固化或使热塑性树脂固结在机翼面板预成型件590内。在一个实施例中,使机翼面板预成型件590硬化包括,在盒500插入到压机800中时,启动嵌入到盒500内的压机800的加热器830和880。利用压机800中的加热器830和880提供了技术益处,因为它增加了在插入盒500之后加热机翼面板预成型件590的效率和简易性。在另外的实施例中,使机翼面板预成型件590硬化包括,在盒500插入到压机800中时,驱动蒸汽通过iml工具400和oml工具300。驱动蒸汽提供了使在盒500处加热和冷却的速度大幅增加的技术益处。在硬化过程中,桁条预成型件520内的囊状物710被充气。囊状物710的充气通过确保桁条预成型件520在硬化的同时保持期望的形状而提供了技术益处。
66.方法1800还包括步骤1814,从压机800移除盒500,并且可以经由ohme 1640执行。因此,在一个实施例中,ohme 1640从压机800移除盒500。已移除的盒500可以被输送到准备
1640。在一个实施例中,控制器2020被实施为定制电路、实施为执行存储在存储器中的编程指令的硬件处理器或它们的一些组合。
76.实例
77.在以下实例中,在飞机的制作系统的背景下描述了附加的过程、系统和方法。
78.更具体地参考附图,本公开的实施例可以在飞机制造和维护的背景下描述图21所示的方法2100和图22所示的飞机2102。在生产前期间,方法2100可包括飞机2102的规格和设计2104以及材料采购2106。在生产期间,进行飞机2102的部件和子组件制造2108以及系统集成2110。此后,飞机2102可以通过认证和交付2112以便投入使用2114。当由客户使用时,对飞机2102进行维修和维护2116中的日常工作(其还可以包括变型、改变外形、翻新等)。本文中呈现的设备和方法可以应用在方法2100中描述的制造和维护的任何一个或多个合适阶段期间(例如,规格和设计2104、材料采购2106、部件和子组件制造2108、系统集成2110、认证和交付2112、投入使用2114、维修和维护2116)和/或飞机2102的任何合适的部件(例如,机身2118、系统2120、内部2122、推进系统2124、电气系统2126、液压系统2128、环境2130)。
79.方法2100的每个过程可由系统集成商、第三方和/或运营商(例如,客户)执行或进行。为了本说明书的目的,系统集成商可以包括但不限于任何数量的飞机制造商和主系统分包商;第三方可以包括但不限于任何数量的销售商、分包商和供应商;并且操作者可以是航空公司、租赁公司、军事实体、服务组织等。
80.如图22所示,通过方法2100生产的飞机2102可包括具有内部2122和多个系统2120的机身2118。系统2120的实例包括推进系统2124、电气系统2126、液压系统2128和环境系统2130中的一个或多个。可以包括任何数量的其他系统。尽管示出了航空航天示例,但是本发明的原理可应用于其他工业,诸如汽车工业。
81.如上文已经提到的,本文中实施的设备和方法可以在方法2100中描述的制造和维护的任何一个或多个阶段期间采用。例如,可以类似于当飞机2102投入使用时部件和子组件被生产的方式制作或制造对应于制造过程2108的部件或子组件。此外,一个或多个设备实施例、方法实施例或其组合可以在子组件制造2108和系统集成2110期间利用,例如,通过显著加快飞机2102的组装或降低飞机的成本。类似地,在飞机2102服务时(例如但不限于在维修和维护2116期间)可以利用一个或多个设备实施例、方法实施例或其组合。因此,本发明可以用于本文中讨论的任何阶段或其任意组合,诸如规格和设计2104、材料采购2106、部件和子组件制造2108、系统集成2110、认证和交付2112、投入使用2114、维修和维护2116,和/或飞机2102的任何合适的部件(例如,机身2118、系统2120、内部2122、推进系统2124、电气系统2126、液压系统2128和/或环境2130)。
82.在一个实施例中,部件包括机身2118的一部分,并且在部件和子组件制造2108期间生产。然后该部件可以在系统集成2110中组装到飞机中,并且然后投入使用2114,直到磨损致使部件不可用。然后,在维修和维护2116中,部件可被丢弃并用新生产的部件替换。贯穿整个部件和子组件制造2108,可以利用创造性的部件和方法,以便生产新部件。
83.图中所示或本文所述的各种控制元件(例如,电气或电子部件)中的任一者可实施为硬件、处理器实现软件、处理器实现固件或这些中一些组合。例如,元件可以实施为专用硬件。专用硬件元件可称为“处理器”、“控制器”或一些类似的术语。当由处理器设置时,功
能可以由单个专用处理器、单个共享处理器或多个单独的处理器设置,其中一些处理器可以被共享。此外,术语“处理器”或“控制器”的明确使用不应被解释为排他地指能够执行软件的硬件,并且可以隐含地包括但不限于数字信号处理器(dsp)硬件、网络处理器、专用集成电路(asic)或其他电路、现场可编程门阵列(fpga)、用于存储软件的只读存储器(rom)、随机存取存储器(ram)、非易失性存储、逻辑或者一些其他物理硬件部件或模块。
84.而且,控制元件可以被实施为通过处理器或计算机来执行指令,以执行元件的功能。指令的一些实例是软件、程序代码和固件。指令在由处理器执行时可操作以指导处理器执行元件的功能。指令可存储在处理器可读的存储设备上。存储设备的一些实例是数字或固态存储器、诸如磁盘和磁带的磁存储介质、硬盘驱动器或光学可读数字数据存储介质。
85.本公开包括根据以下条款的示例性实施方式:
86.条款1.一种用于制作飞机的机翼面板的方法,该方法包括:
87.步骤(1802),将机翼蒙皮预成型件(330)装载到外模线(oml)工具(300)的轮廓(320)上;
88.步骤(1804),将桁条预成型件(520)施加到内模线(iml)工具(400)的槽(430);
89.步骤(1806),将外模线工具(300)与内模线工具(400)对准;
90.步骤(1808),将外模线工具(300)和内模线工具(400)组装到盒(500)中,该盒模制包括机翼蒙皮预成型件(330)和桁条预成型件(520)的机翼面板预成型件(590);
91.步骤(1810),将盒(500)插入到压机(800)中;以及
92.步骤(1812),在盒(500)存在于压机(800)中的同时,将机翼面板预成型件(590)硬化成复合部件(1500)。
93.条款2.根据条款1的方法,还包括:
94.步骤(1814),从压机(800)移除盒(500);以及
95.步骤(1816),从盒(500)脱模复合部件(1500)的同时,在压机(800)处使另一盒(1610)内的另一机翼面板预成型件(1653)硬化成复合部件(1500)。
96.条款3.根据条款2的方法,还包括:
97.在脱模的步骤(1816)之后,将另一机翼蒙皮预成型件(1659)装载到oml工具(300)的轮廓(320)上。
98.条款4.根据条款1至3中任一项的方法,其中:
99.使机翼面板预成型件(590)硬化的步骤(1812)包括:
100.在盒(500)插入到压机(800)中的同时,启动嵌入到盒(500)内的压机(800)的加热器(830,880)。
101.条款5.根据条款1至4中任一项的方法,其中:
102.使机翼面板预成型件(590)硬化的步骤(1812)包括:
103.在盒(500)插入到压机(800)中的同时,驱动流体(2012)通过oml工具(300)和iml工具(400)。
104.条款6.根据条款1至5中任一项的方法,还包括:
105.在使机翼面板预成型件(590)硬化的步骤(1812)同时,使桁条预成型件(520)内的囊状物(710)充气。
106.条款7.根据条款1至6中任一项的方法,还包括:
107.通过将端板(600)施加至盒(500)的端部(510)而在盒(500)处将iml工具(400)密封至oml工具(300)。
108.条款8.根据条款1至7中任一项的方法,还包括:
109.步骤(1812),在使机翼面板预成型件(590)硬化之前,经由iml工具(400)处的端口将树脂注射到机翼面板预成型件(590)中。
110.条款9.一种用于制作机翼面板的系统,该系统包括:
111.多个盒(500,1610-1617),每个盒包括用于机翼面板预成型件(590)的外模线(oml)工具(300)和内模线(iml)工具(400);以及
112.压机(800),该压机的尺寸设计成接收盒(500),压机(800)包括:
113.定位板(810,870),将盒(500)夹在中间;
114.压盘(820),在盒(500)由定位板(810,870)夹在中间的同时,压盘将压力施加到盒(500);以及
115.加热器(830,880),在压盘(820)施加压力的同时,加热器加热盒(500)。
116.条款10.根据条款9的系统,其中:
117.oml工具(300)包括主体(310),该主体(310)限定机翼面板预成型件(590)的oml(1502)的轮廓(320),并且iml工具(400)包括主体(410),该主体(410)包括限定机翼面板预成型件(590)的iml(1504)的表面(420)。
118.条款11.根据条款9或10的系统,其中:
119.在盒(500)存在于压机(800)处的同时,加热器(830,880)嵌入到盒(500)内。
120.条款12.根据条款9至11中任一项的系统,其中:
121.加热器(830,880)由感受器材料(832)制成。
122.条款13.根据条款9至12中任一项的系统,其中:
123.iml工具(400)包括槽(430),该槽(430)的尺寸设计成保持机翼面板预成型件(590)的桁条预成型件(520)。
124.条款14.根据条款9至13中任一项的系统,其中:
125.iml工具(400)包括端口(1710),通过端口将树脂(1730)注射到机翼面板预成型件(590)中。
126.条款15.根据条款9至14中任一项的系统,还包括:
127.高架机械设备(ohme)(1640),该高架机械设备从压机(800)移除盒(500)。
128.条款16.根据条款9至15中任一项的系统,其中:
129.压机(800)包括闩锁(1140),该闩锁(1140)将定位板(810,870)保持在锁定位置(1150)中。
130.条款17.一种方法,该方法包括:
131.步骤(1902),打开压机(800);
132.步骤(1904),将包括机翼面板预成型件(590)的盒(500)插入到压机(800)中;
133.步骤(1906),在盒(500)存在于压机(800)中的同时,经由施加热和压力使机翼面板预成型件(590)硬化成复合部件(1500);
134.步骤(1908),从压机(800)移除盒(500);
135.步骤(1910),将包括另一机翼面板预成型件(1653)的另一盒(1610)插入到压机
(800)中;以及
136.步骤(1912),从盒(500)脱模复合部件(1500)的同时,在压机(800)处使其他盒(1610)内的其他机翼面板预成型件(1653)硬化成复合部件(1500)。
137.条款18.根据条款17的方法,其中:
138.每个盒(500)包括oml工具(300)和iml工具(400),该方法还包括,在硬化步骤(1906)之后,将oml工具(300)与iml工具(400)分开。
139.条款19.根据条款17或18所述的方法,其中:
140.经由压机(800)处的加热器(830,880)施加热和压力。
141.条款20.根据条款17至19中任一项的方法,其中:
142.经由流体(2012)施加热和压力。
143.虽然本文描述了特定实施例,但是本公开的范围不限于那些特定实施例。本公开的范围由所附权利要求及其任何等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1