用于供应纱线组的方法和设备与流程
用于供应纱线组的方法和设备
[0001]
本发明涉及如权利要求1的前序部分所述的用于在具有至少一个卷绕装置的熔纺工艺中供应纱线束的方法,并且涉及如权利要求9的前序部分所述的在具有至少一个卷绕装置的熔纺工艺中供应纱线束的设备。
[0002]
例如从ep3312121a1中知道了用于在具有至少一个卷绕装置的熔纺工艺中供应纱线束的这种类型的方法和这种类型的设备。
[0003]
在熔纺设备中生产或加工纱线时常见的是,在过程开始时先通过抽吸装置接收纱线束,然后将其连续引导至废物容器。抽吸装置在此优选被构造为手动或自动引导的抽吸枪,从而可通过抽吸装置的叠加运动引导纱线束。因此能根据处理顺序将纱线束供应到卷绕装置的导丝辊和卷绕站。为此,操作者或机械臂必须考虑在工作过程中规定的纱线引导,以获得顺畅的过程启动。尤其有必要在供应操作的任何时刻连续抽出和吸走纱线束。
[0004]
在已知用于供应纱线束的方法和设备中,抽吸装置由机械臂操作。为此,需要由抽吸装置接收纱线束并通过机器人的预定动作顺序将其供应至卷绕装置的导丝辊和卷绕站。与机械臂动作顺序相关地得到不同的供应情况,在此,通过使抽吸装置的抽吸流量适配于各自供应情况,可实现可靠纱线引导。因此,可通过机械臂的控制单元增大或减小抽吸装置的吸力。
[0005]
已知方法和已知设备的主要缺点在于,在纱线束供应期间须保持机械臂动作顺序以便能在抽吸装置处采用各自设定的抽吸流。在操作者操作抽吸装置情况下存在以下问题,单独的供应步骤与操作者相关地可能占用不同长短的时间。在这方面存在以下危险,错误设定的抽吸流可能引起纱线缠结或个别纱线断裂。
[0006]
因此,本发明的目的是改进这种类型的用于在熔纺过程中供应纱线束的方法和设备,其具有至少一个卷绕装置,从而纱线束在供应操作的任何状况下都被可靠抽出和引导至废物容器,不管抽吸装置是手控还是自动控制。
[0007]
本发明的另一个目的在于设计这种类型的用于在手动操作中可重复且可再现地供应纱线束的方法和设备。
[0008]
根据本发明,该目的通过具有权利要求1的特征的方法和具有权利要求9的特征的设备实现。
[0009]
有利的改进方案由各自从属权利要求的特征和特征组合限定。
[0010]
本发明基于如下认识,在供应过程中纱线束具有不同的抽出速度,这尤其需要抽吸装置有不同的抽吸力。因此,纱线束以相对低的抽出速度从纺丝装置被抽出。但在供应至旋转导丝辊时,期望在纱线束处有更高的抽出速度以避免在供应过程中突然过度拉伸。为了在所有供应情况下都能获得纱线引导所期望的抽出速度,根据本发明,与纱线束抽出速度和/或纱线束中一根纱线的抽出速度相关地改变压缩空气的工作压力以改变抽吸流。通过压缩空气的工作压力,能直接调节抽吸装置中的抽吸流以接收和引出纱线束。因此在所有供应情况下存在着以适当的抽出速度引导纱线束的可能性。
[0011]
为此,根据本发明的设备具有用于测量纱线束抽出速度的测量装置或用于测量纱线束中一根纱线的抽出速度的测量装置,该测量装置被连接到控制单元,其中该控制单元
耦联至控制阀,通过该控制阀与抽出速度相关地改变压缩空气的工作压力以改变抽吸流。通过测量纱线束抽出速度或者通过测量纱线束中一根纱线的抽出速度,知道了在供应过程中的导纱器瞬时状态。在这方面,在供应状况变化情况下有针对性的改变可以由操作者进行或以自动方式进行。
[0012]
在此,能够通过与纱线束或纱线的直接接触或替代地以非接触方式来测量纱线束抽出速度或纱线束中一根纱线的抽出速度。就此而言,依据纱线类型和工艺过程性质,可以采用对纱线友好的测量装置。
[0013]
纱线束抽出速度的接触测量优选通过如下方法变型进行,在此,纱线束抽出速度或纱线抽出速度通过测量可自由旋转的导纱辊的转速被确定,其中所述导纱辊被纱线束或纱线部分包缠。因此,可使用已设置在卷绕装置中的导纱辊或附加安装的导纱辊在纱线束处测量抽出速度。
[0014]
因为将纱线束供应至从纺丝装置抽出纱线束的导丝辊尤其是有问题的,故如下方法变型方案也是特别有利的,在此,纱线束抽出速度通过测量其中一个导丝辊的转速被确定,该导丝辊被纱线束部分包缠。设置在导丝辊系统内提供的每个导丝辊在这里适用于限定抽出速度。
[0015]
在被驱动的辊或导丝辊的情况下,存在通过监视并测量来自辊或导丝辊的驱动机构的力矩可确定所述辊或导丝辊的抽出速度或转速的可能性。
[0016]
纱线束抽出速度的非接触检测优选能够通过电容式传感器装置进行。就此而言,用电容式传感器装置检测抽出速度的方法变型对纱线特别柔和。
[0017]
为了使在抽吸装置上设定的抽吸流量是依据纱线束的期望抽出速度的,优选实施如下方法变型,在此,距该抽吸装置的管座的抽吸口近地测量纱线束抽出速度。因此,在抽出速度测量点与抽吸装置之间未布置可引起抽出速度偏差的导纱件。
[0018]
为了能够在正确的工作压力设定情况下执行相应的供应步骤,采用如下方法变型,在此,为了设定工作压力,纱线束的目标抽出速度被预先确定,并且当测定的实际抽出速度等于目标抽出速度时达到工作压力。因此可以实现在抽吸装置处的非常精确的工作压力设定,以获得为了建立必要抽出速度所需要的抽吸效果。
[0019]
优选地,针对多个供应步骤来预先确定纱线束的多个目标抽出速度。
[0020]
在根据本发明的设备中,用于检测抽出速度的测量装置能被直接分配给抽吸装置,或者替代地被分配给卷绕装置。抽出装置布置在抽吸口区域中在此构成特别有利的设计变型,借此可以实现非常精确的设定。
[0021]
为了确定纱线束或纱线的抽出速度,该测量装置优选由转速传感器构成,转速传感器被配属于导纱辊或导丝辊。因此,能够容易从导纱辊转速中决定包缠自由旋转的导纱辊的纱线束的抽出速度。在此,导纱辊具有这样的性质,纱线束在导纱辊周面基本无滑动地被引导。但或者也有以下可能,可将转速传感器分配给被驱动的导丝辊,导丝辊的转速表示允许在纱线束供应期间无滑动地引导纱线的抽出速度。
[0022]
为了非接触地测量抽出速度,该测量装置优选具有电容传感器装置,其距纱线束或其中一根纱线有一定距离地被分配给纱线束。因此,能够不接触地确定纱线束的瞬时抽出速度。在抽吸装置的自动工作中,该设备优选被设计成使该控制单元具有用于存储和执行控制程序的处理器,通过该控制程序来预先限定多个供应步骤的多个目标抽出速度以改
变工作压力。因此,通过控制程序能触发一系列的工作压力改变。
[0023]
在熔纺设备中设有多个卷绕装置,该卷绕装置根据需要由抽吸装置来操作。在此方面,根据本发明的设备的如下改进方案是特别有利的,其中所述控制阀、控制单元和测量装置被共同分配给该抽吸装置。因此,无论各自纺丝位置如何,都可以记录抽出速度并基于此来调节抽吸装置处的工作压力。
[0024]
该抽吸装置优选以可移动的抽吸枪的形式实现,其以手动或自动的方式被引导。
[0025]
但或者存在以分配给卷绕装置的固定式抽吸单元形式实现抽吸装置的可能性。
[0026]
以下,基于本发明的用于在熔纺过程中供应纱线束的设备的多个说明性实施例并参照附图来更详细解释本发明的方法,其中:
[0027]
图1示意性示出根据本发明的用于在熔纺过程中供应纱线束的设备的第一说明性实施例,
[0028]
图2示意性示出根据本发明的用于在熔纺过程中供应纱线束的设备的另一个说明性实施例,
[0029]
图3示意性示出用于图2所示的设备的抽吸装置的说明书实施例的视图,
[0030]
图4示意性示出用于图2所示的设备的抽吸装置的另一说明书实施例的视图。
[0031]
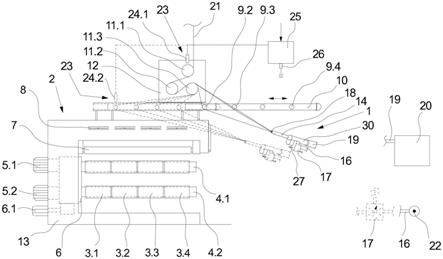
图1示意性示出根据本发明的用于在熔纺工艺中供应纱线束的设备的第一说明性实施例。在此仅示出了具有多个导丝辊的一个卷绕装置,该卷绕装置通常布置在用于挤出纱线束的纺纱装置的纺纱位置下方。
[0032]
在这种纺纱装置中常见的是通过导丝辊抽出刚纺成的纱线,并且在已经被牵伸之后在多个卷绕站将其平行卷绕成筒子。在这方面,图1示意性示出了具有多个卷绕站3.1至3.4和布置在卷绕站3.1至3.4上方的多个导丝辊11.1至11.3的卷绕装置2。
[0033]
导丝辊11.1至11.3以突伸方式被保持在导丝辊承载件12上,其中导丝辊承载件12支撑在卷绕装置2的机架13上。导丝辊11.1至11.3被联接至在此未详细示出的驱动机构。
[0034]
在该说明性实施例中,卷绕装置2具有多达四个卷绕站3.1至3.4,由四根纱线形成的纱线束21围绕该卷绕站被卷绕成筒子。纱线数量和卷绕站数量是示例性的。因此在纱线束中,10根、12根或16根纱线彼此平行并排地被卷绕成筒子。为此,两个卷绕锭子4.1和4.2以突伸布置方式保持在可旋转安装的卷绕转台6上。卷绕锭子4.1和4.2通过单独的锭子驱动机构5.1和5.2驱动。卷绕转台6与转台驱动装置6.1连接,使得卷绕锭子4.1和4.2可以在工作区域和更换区域内被交替被引导。在工作区域中,卷绕锭子4.1和4.2与压紧罗拉7相互作用。
[0035]
设有横动装置8用于铺放纱线,其针对每个卷绕站3.1至3.4具有横动单元。
[0036]
在横动装置8的上游,对于每个卷绕站3.1至3.4分别布置有单独的导纱辊9.1至9.4。导纱辊9.1至9.4以可自由旋转的方式保持在可移动的辊架10上。导纱辊9.1至9.4用于分开纱线束21,在工作期间该纱线束单圈缠绕在导丝辊11.1至11.3上地被引导。
[0037]
为了供应和穿引纱线束21的纱线,设有移动的抽吸装置1,操作者(在此未示出)借助该抽吸装置将移动纱线引导至导丝辊11.1至11.3和卷绕站3.1至3.4以便喂入和穿引。在此说明性实施例中,抽吸装置1被以抽吸枪15形式实现并且具有管座14。管座14在其自由端形成抽吸口18。管座14被保持在连接件30上并且被连接至废物管19。为了在管座14处产生抽吸流,压缩空气管16被连接至连接件30,其中压缩空气管16通过喷射孔(此处未详细显
示)通入管座的抽吸通道。在该说明性实施例中,在连接件30上集成有控制阀17,该控制阀被分配给压缩空气管16以改变所供应的压缩空气的工作压力,进而改变管座18的抽吸力。
[0038]
在此说明性实施例中,抽吸装置1的控制阀17被无线连接至控制单元25。为此,控制单元25具有发送器26,而控制阀17具有接收器27。
[0039]
抽吸装置1通过废物管19连接到废物容器20。压缩空气管16将抽吸装置1连接到压缩空气源22。
[0040]
在图1所示的说明性实施例中,卷绕装置2是用于检测纱线束21的抽出速度的测量装置23。测量装置23具有转速传感器24.1,其被分配给导丝辊11.1。转速传感器24.1与控制单元25连接。在此,能够根据导丝辊91转速求出在导纱辊91上被引导的纱线束21中的那根纱线的抽出速度。
[0041]
替代地或附加地,设置有第二转速传感器24.2,其被分配给其中一个导纱辊9.1至9.4。转速传感器24.2在图1的虚线表示中被示出。转速传感器24.2也连接至控制单元25。
[0042]
在图1所示的情况下,抽吸装置1处于供应步骤中以将纱线束21喂入卷绕装置2。为此,抽吸装置1以可移动的抽吸枪15形式实现,它在该说明性实施例中被操作者操作。因此常见的是,通过抽吸装置1从纺丝装置中连续抽出纱线束21中的纱线。为了能产生期望的抽出速度,在将纱线束21供应至导丝辊11.1至11.3时,借助转速传感器24.1在控制单元25中由丝导辊11.1的转速确定纱线束21的抽出速度。现在,抽出速度被用于能在抽吸装置1上设定为此所需的抽吸流量。通过控制阀17,可以增大抽吸装置1处的工作压力,从而在管座14中产生更强抽吸效果以便吸入和引出纱线束。因此,能够提高纱线束抽出速度,从而能以基本无滑移的方式在导丝辊11.1至11.3处供应纱线束。
[0043]
附加地或替代地,也存在如下可能,可以通过转速传感器24.2来检测导纱辊9.1至9.4之一的转速,并且在控制单元25内限定纱线束21的其中一根纱线的抽出速度。在此,纱线抽出速度也能被用来在抽吸装置1上获得合适的工作压力设定,因此获得对具体抽出速度而言期望的抽吸功率。
[0044]
因此,在单独的供应步骤中,能够通过调节抽吸装置上的工作压力来设定各种不同的排出速度。
[0045]
尤其为了能够精确记录下抽出速度的瞬时实际状态,图2示出了用于供应纱线束的设备的另一说明性实施例。根据图2的说明性实施例基本上与根据图1的说明性实施例相同,因而在此仅说明不同之处,其它方面参考上述说明。
[0046]
在图2所示的说明性实施例中,用于检测纱线束21的拉出速度的测量装置23被直接分配给抽吸装置1。为了解释抽吸装置1,还参考图3。
[0047]
如可从图3的视图中看出地,测量装置23由可自由旋转安装的导纱辊28形成,该导纱辊近距离地布置在管座14的吸入口18之前。导纱辊28通过支座29被保持在连接件30上。转速传感器24.2分配给导纱辊28。转速传感器24.2被连接至控制单元25,该控制单元同样被保持在抽吸装置1的连接件30上。控制单元25直接耦联到控制阀17。
[0048]
也在该说明性实施例中,抽吸装置1以抽吸枪形式实现,其既可以被手动引导,也可以被自动引导。因此,通过连接件30,管座14被连接到废物管19。给控制阀17配设了压缩空气管16,从而可以调节在连接件中主要存在的工作压力以产生抽吸流。
[0049]
在控制单元内设置有处理器(在此未详细示出),它用于存储并执行控制程序,通
过该控制程序来预先限定多个供应步骤的多个目标抽出速度(改变工作压力)。因此,借助该控制程序,例如在供应操作开始时的纱线束的预定目标抽出速度能够通过抽出速度的实际与目标的比较来设定。在此,实际抽出速度通过导纱辊28的转速被连续记录,并且在控制单元25内根据实际抽出速度被分析。就此而言,抽吸装置1的抽吸效果能根据期望的排出速度被非常精确地设定。
[0050]
在图2所示的情况下,纱线束被分离到导纱辊9.1至9.4上。在此,直接是抽吸装置1的纱线束21的抽出速度由导纱辊28和转速传感器24.2确定。在这方面,借助控制单元25和控制阀17,能够设定纱线束21的各自期望的抽出速度。所述分离通过与辊架10的位移相互作用的抽吸枪15的引导实现。在图2中,这种情况用虚线来表示。
[0051]
一旦实现了分离,就在工作位置中固定辊架10。现在,抽吸枪15能够被安放在卷绕位置中,在卷绕位置中,辅助装置(在此未示出)将纱线喂入卷绕站3.1-3.4。在此,连续测量纱线束抽出速度以便能够保持纱线束的相应期望的目标抽出速度。因此,在抽吸装置中的压力设定值被改变。
[0052]
在图2所示的说明性实施例中,测量装置23也能被配置成可以不接触地测量纱线束21的抽出速度。为此,图4示出了另一个说明性实施例。
[0053]
在如图4所示的抽吸装置1的说明性实施例中,测量装置23、控制单元25和控制阀17被集成以在抽吸装置1上形成一个单元。在该说明性实施例中,抽吸装置也以抽吸枪15形式实现。为了检测进入到管座14的抽吸口18的纱线束的抽出速度,电容式传感器装置31被支座29近距离地保持在管座14的抽吸口18之前。为了在纱线束处非接触地检测抽出速度,传感器装置31与纱线束21间隔一段距离地布置。
[0054]
图4所示的抽吸装置1的工作方法如下与根据图3的抽吸装置相同。在这方面,参照上述说明以免重复。
[0055]
在图3和图4所示的抽吸装置1是示例性的。因此,这种抽吸枪15也可以有利地通过自动化方式如通过机械臂被引导。在这种情况下,控制阀17和测量装置23可被连接至机械臂控制装置。
[0056]
同样有以下可能,可以按照固定不动布置方式配置这种类型的抽吸装置并将它们集成在卷绕装置中。在这种情况下,控制阀17可被分配给压缩空气源22,如图1中的虚线所示。
[0057]
根据本发明的方法和根据本发明的设备既可以在熔纺过程的工艺过程开始时被使用,也可以在熔纺过程的工艺过程中断之后被使用。因此,纱线束也能紧接在接纱之后被抽吸装置吸走。同样存在以下可能,在过程中断后从固定不动的抽吸设备上取走纱线束。在此最重要的是测量纱线束抽出速度以设定抽吸效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1