一种生产无耳挂绳口罩的口罩机及其使用方法与流程
[0001]
本发明涉及口罩生产设备技术领域,具体涉及一种生产无耳挂绳口罩的口罩机及其使用方法。
背景技术:
[0002]
目前的口罩生产,耳带、鼻梁部分都需要单独的工艺模块,其结构复杂,调试困难,还会受气压不稳定等因素影响,实际生产过程中存在耳带焊接效率低,耳带焊接良品率低,故障率高等制约口罩机生产产能的问题。
[0003]
另外,现有的高速口罩机在高速运行时,存在口罩焊接位置累计误差而导致成型不一致的问题,需要人工不断的进行调机,从而影响了口罩机的生产产能;同时,在高速运行时,由于速度较高,焊接时间太短,焊接效果不理想,良品率低,也会影响口罩机的生产产能。因此,以上问题亟需解决。
技术实现要素:
[0004]
本发明要解决的技术问题是提供一种生产无耳挂绳口罩的口罩机及其使用方法,整体结构采用t型的结构设计以及u型的传输设计,通过采用1组大t和4组小t,使得牵引力对称,一致性高,不易形成相位差。
[0005]
为解决上述技术问题,本发明采取如下技术方案:本发明的一种生产无耳挂绳口罩的口罩机,其创新点在于:包括料架、工作台、面布放卷组件、第一可调张力过料架、可调张力装置、左罩体焊接组件、右罩体焊接组件、封边焊接组件、口罩裁切成型组件和输送带;所述料架为竖直横向设置的倒t型框架结构,且在其正面中间偏下位置处还水平横向设有工作台;在所述工作台的正上方左右两侧还分别竖直对称设有四个面布放卷组件,且每一所述面布放卷组件分别与所述料架的竖直边转动连接;在每一所述面布放卷组件的一侧还分别竖直固定设有第一可调张力过料架,且在所述工作台的正上方还左右对称竖直设有第二可调张力过料架,每一所述第二可调张力过料架分别与所述料架的竖直边顶端固定连接,且每一所述面布放卷组件上的口罩面料分别通过对应所述第一可调张力过料架进行送料,并分别在对应所述第二可调张力过料架上组合在一起;在所述工作台的正上方呈t形还分别竖直固定设有左罩体焊接组件、右罩体焊接组件和封边焊接组件,所述左罩体焊接组件和所述右罩体焊接组件左右对称设置,且在所述封边焊接组件的一侧还竖直间隔设有口罩裁切成型组件,并在所述口罩裁切成型组件的一侧还水平横向设有输送带;组合后的两组四层面料分别通过对应左罩体焊接组件以及右罩体焊接组件进行焊接后,拼接在一起由封边焊接组件进行封边焊接,再通过口罩裁切成型组件进行裁切成型,并由输送带进行输送。
[0006]
优选的,设有弹力布的每一所述面布放卷组件分别相对于其余三个对应所述面布放卷组件偏外侧设置,且每一所述面布放卷组件均包括送料轮和张力控制与纠偏装置,每一所述送料轮均竖直设置,且在其中心位置还套接设有张力控制与纠偏装置,并通过张力
控制与纠偏装置进行口罩面料的位置纠正和张力调节;每一所述张力控制与纠偏装置均包括纠偏制动放料架、电磁张力控制器和纠偏电机,每一所述纠偏制动放料架的一端均与对应所述送料轮的中心位置套接,且二者之间分别转动连接,每一所述纠偏制动放料架的另一端分别垂直延伸出所述料架的竖直边,并分别通过电磁张力控制器与对应所述纠偏电机的输出端联动连接。
[0007]
优选的,每一所述第一可调张力过料架均包括第一固定板、第一安装板和第一导布辊;每一所述第一固定板分别竖直间隔设置在对应所述送料轮的一侧,且分别与所述料架的竖直边固定连接;在每一所述第一固定板的外表面还竖直贴合转动设有第一安装板,每一所述第一安装板均为圆形结构,且在其外表面沿其圆周方向还均布间隔设有四个第一导布辊,每一所述第一导布辊分别与对应所述第一安装板水平垂直固定连接,且每一所述送料轮上的面料均依次通过对应四个所述第一导布辊进行张力调节后,再向对应所述第二可调张力过料架进行送料。
[0008]
优选的,每一所述第二可调张力过料架均包括第二固定板、第二安装板和第二导布辊;每一所述第二固定板分别竖直间隔设置在靠近对应四个所述面布放卷组件的一侧,且分别与所述料架的竖直边固定连接;在每一所述第二固定板的外表面还竖直贴合转动设有第二安装板,每一所述第二安装板均为圆形结构,且在其外表面沿其圆周方向还均布间隔设有四个第二导布辊,每一所述第二导布辊分别与对应所述第二安装板水平垂直固定连接,且每四个相邻所述面布放卷组件上的面料分别在对应所述第二导布辊上组合在一起,并依次通过其余三个对应所述第二导布辊进行张力调节。
[0009]
优选的,所述左罩体焊接组件设于左边一个所述第二可调张力过料架的正下方,且其包括第一伺服电机、左罩体焊接辊和三个第一牵引辊;三个所述第一牵引辊分别依次水平平行贴合设置,且分别与所述料架的竖直边竖直转动连接;在中间一个所述第一牵引辊的正下方还水平间隔设有左罩体焊接辊,所述左罩体焊接辊与三个所述第一牵引辊呈t形设置,且与所述第一伺服电机的输出端联动连接,并对经左边一个所述第二可调张力过料架组合后的四层面料进行焊接。
[0010]
优选的,所述右罩体焊接组件设于右边一个所述第二可调张力过料架的正下方,且其包括第二伺服电机、右罩体焊接辊和三个第二牵引辊;三个所述第二牵引辊分别依次水平平行贴合设置,且分别与所述料架的竖直边竖直转动连接;在中间一个所述第二牵引辊的正下方还水平间隔设有右罩体焊接辊,所述右罩体焊接辊与三个所述第二牵引辊呈t形设置,且与所述第二伺服电机的输出端联动连接,并对经右边一个所述第二可调张力过料架组合后的四层面料进行焊接。
[0011]
优选的,所述封边焊接组件设于所述左罩体焊接组件与右罩体焊接组件之间的正下方,且其包括第三伺服电机、封边焊接辊和三个第三牵引辊;三个所述第三牵引辊分别依次水平平行贴合设置,且分别与所述料架的竖直边竖直转动连接;在中间一个所述第三牵引辊的正下方还水平间隔设有封边焊接辊,所述封边焊接辊与三个所述第三牵引辊呈t形设置,且与所述第三伺服电机的输出端联动连接;分别由左罩体焊接辊和右罩体焊接辊焊接后的两组四层面布组合在一起后,由封边焊接辊进行封边焊接。
[0012]
优选的,所述口罩裁切成型组件包括第四伺服电机、口罩裁切刀辊、口罩裁切刀枕、滚轮调节装置和三个第四牵引辊;三个所述第四牵引辊分别依次水平平行贴合设置,且
分别与所述料架的竖直边竖直转动连接;在中间一个所述第四牵引辊的正下方还水平间隔设有口罩裁切刀枕,所述口罩裁切刀枕与三个所述第四牵引辊呈t形设置,且与所述第四伺服电机的输出端联动连接;在所述口罩裁切刀枕的一侧还水平并列贴合设有口罩裁切刀辊,且在其另一侧还设有滚轮调节装置,并通过滚轮调节装置进行调整;封边焊接后的四层面布通过口罩裁切刀辊和口罩裁切刀枕的配合进行裁切成型。
[0013]
优选的,还包括输送带绷紧装置;所述输送带的一端设于右边一个所述第四牵引辊的正下方,接收裁切成型好的口罩,并进行输送;所述输送带的另一端与所述输送带绷紧装置连接,并通过输送带绷紧装置进行张紧调节。
[0014]
本发明的一种生产无耳挂绳口罩的口罩机的使用方法,其创新点在于包括以下步骤:步骤一:首先每相邻四个面布放卷组件上分别进行放料,确保其中两个面布放卷组件上为无纺布,一个面布放卷组件上为熔喷布,偏外侧设置的面布放卷组件上为弹力布;步骤二:分别通过张力控制与纠偏装置进行口罩面料的位置纠正和张力调节,然后每一个面布放卷组件上的口罩面料分别通过其对应的第一可调张力过料架进行送料,并分别在对应第二可调张力过料架上组合在一起,形成左右两组四层面料;步骤三:左边一组四层面料进入左罩体焊接组件,并呈u形依次经左边一个第一牵引辊与中间一个第一牵引辊之间、左罩体焊接辊、中间一个第一牵引辊与右边一个第一牵引辊之间进行布料传输;在左罩体焊接辊上进行超声波焊接后形成一组四层面布,并由右边一个第一牵引辊引出进入封边焊接组件;步骤四:同时,右边一组四层面料进入右罩体焊接组件,并呈u形依次经右边一个第二牵引辊与中间一个第二牵引辊之间、右罩体焊接辊、中间一个第二牵引辊与左边一个第二牵引辊之间进行布料传输;在右罩体焊接辊上进行超声波焊接后形成一组四层面布,并由左边一个第二牵引辊引出进入封边焊接组件;步骤五:左右两组四层面布组合后进入封边焊接组件,并呈u形依次经左边一个第三牵引辊与中间一个第三牵引辊之间、封边焊接辊、中间一个第三牵引辊与右边一个第三牵引辊之间进行布料传输;在封边焊接辊上进行超声波封边焊接后形成连在一起的四层面布,并由右边一个第三牵引辊引出进入口罩裁切成型组件;步骤六:连在一起的四层面布进入口罩裁切成型组件,并呈u形依次经左边一个第四牵引辊与中间一个第四牵引辊之间、口罩裁切刀枕、中间一个第四牵引辊与右边一个第四牵引辊之间进行布料传输;通过口罩裁切刀辊和口罩裁切刀枕的配合将口罩裁切成型,并由右边一个第四牵引辊引出进入输送带,再由输送带进行输送。
[0015]
本发明的有益效果:(1)本发明整体结构设计紧凑,减少了占地空间;(2)本发明整体结构采用t型的结构设计以及u型的传输设计,通过采用1组大t和4组小t,使得牵引力对称,一致性高,不易形成相位差;(3)本发明将左右罩体对称焊接成型,从而减小了左右罩体结合封边时的相位差,降低了调试的难度;(4)本发明在进行口罩成型裁切时,直接一次成型,不再需要另外耳带的焊接工艺,从而减少了成本;另外,此耳带部分使用的是弹性布,舒服且不会有勒感;
(5)本发明采用u型的传输设计,在焊接时,机械延长保压时间,从而提高了生产的效率;(6)本发明可以根据口罩的尺寸对焊接辊和刀枕进行配套的调整,从而使得产品多样化,适用范围广。
附图说明
[0016]
为了更清晰地说明本发明实施例中的技术方案,下面将对实施例中所需要使用的附图简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0017]
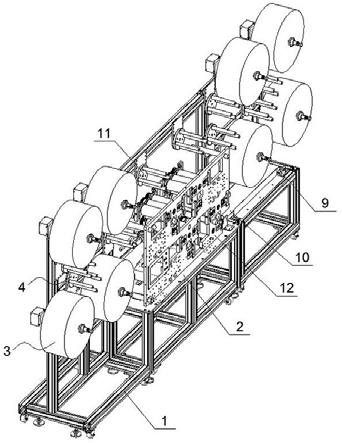
图1为本发明一种生产无耳挂绳口罩的口罩机的结构示意图。
[0018]
图2为图1卸下整板后的结构示意图。
[0019]
图3为图2的正视图。
[0020]
图4为本发明一种生产无耳挂绳口罩的口罩机的布料传输线路图。
[0021]
图5为图3中张力控制与纠偏装置的结构示意图。
[0022]
图6为图3中输送带绷紧装置与输送带的连接示意图。
[0023]
其中,1-料架;2-工作台;3-面布放卷组件;4-第一可调张力过料架;5-左罩体焊接组件;6-右罩体焊接组件;7-封边焊接组件;8-口罩裁切成型组件;9-输送带绷紧装置;10-输送带;11-第二可调张力过料架;12-整板;31-送料轮;32-张力控制与纠偏装置;321-纠偏制动放料架;322-电磁张力控制器;323-纠偏电机;41-第一固定板;42-第一安装板;43-第一导布辊;51-第一伺服电机;52-第一牵引辊;53-左罩体焊接辊;61-第二伺服电机;62-第二牵引辊;63-右罩体焊接辊;71-第三伺服电机;72-第三牵引辊;73-封边焊接辊;81-第四伺服电机;82-第四牵引辊;83-口罩裁切刀辊;84-口罩裁切刀枕;85-滚轮调节装置;111-第二固定板;112-第二安装板;113-第二导布辊。
具体实施方式
[0024]
下面将通过具体实施方式对本发明的技术方案进行清楚、完整地描述。
[0025]
本发明的一种生产无耳挂绳口罩的口罩机,包括料架1、工作台2、面布放卷组件3、第一可调张力过料架4、可调张力装置11、左罩体焊接组件5、右罩体焊接组件6、封边焊接组件7、口罩裁切成型组件8和输送带10;具体结构如图1~6所示,料架1为竖直横向设置的倒t型框架结构,且在其正面中间偏下位置处还水平横向设有工作台2;在工作台2的正上方左右两侧还分别竖直对称设有四个面布放卷组件3,且每一个面布放卷组件3分别与料架1的竖直边转动连接;其中,设有弹力布的每一个面布放卷组件3分别相对于其余三个对应面布放卷组件3偏外侧设置,从而便于在弹力布上裁切出耳带,不再需要另外耳带的焊接工艺,减少了成本;另外,此耳带部分使用的是弹性布,舒服且不会有勒感。
[0026]
每一个面布放卷组件3均包括送料轮31和张力控制与纠偏装置32,如图1~6所示,每一个送料轮31均竖直设置,且在其中心位置还套接设有张力控制与纠偏装置32,并通过张力控制与纠偏装置32进行口罩面料的位置纠正和张力调节;其中,每一个张力控制与纠偏装置32均包括纠偏制动放料架321、电磁张力控制器322和纠偏电机323,每一个纠偏制动
放料架321的一端均与对应送料轮31的中心位置套接,且二者之间分别转动连接,每一个纠偏制动放料架321的另一端分别垂直延伸出料架1的竖直边,并分别通过电磁张力控制器322与对应纠偏电机323的输出端联动连接。
[0027]
本发明在每一个面布放卷组件3的一侧还分别竖直固定设有第一可调张力过料架4,且每一个第一可调张力过料架4均包括第一固定板41、第一安装板42和第一导布辊43;如图1~6所示,每一个第一固定板41分别竖直间隔设置在对应送料轮31的一侧,且分别与料架1的竖直边固定连接;在每一个第一固定板41的外表面还竖直贴合转动设有第一安装板42,每一个第一安装板42均为圆形结构,且在其外表面沿其圆周方向还均布间隔设有四个第一导布辊43,每一个第一导布辊43分别与对应第一安装板42水平垂直固定连接,且每一个送料轮31上的面料均依次通过对应四个第一导布辊43进行张力调节后,再向对应第二可调张力过料架11进行送料。本发明中第一安装板42可以根据布卷的大小、布的弹性等转动所需角度来调节四个第一导布辊43的位置角度,从而调节布料的张力。
[0028]
本发明在工作台2的正上方还左右对称竖直设有第二可调张力过料架11,每一个第二可调张力过料架11分别与料架1的竖直边顶端固定连接,且每一个面布放卷组件3上的口罩面料分别通过对应第一可调张力过料架4进行送料,并分别在对应第二可调张力过料架11上组合在一起;其中,每一个第二可调张力过料架11均包括第二固定板111、第二安装板112和第二导布辊113;如图1~6所示,每一个第二固定板111分别竖直间隔设置在靠近对应四个面布放卷组件3的一侧,且分别与料架1的竖直边固定连接;在每一个第二固定板111的外表面还竖直贴合转动设有第二安装板112,每一个第二安装板112均为圆形结构,且在其外表面沿其圆周方向还均布间隔设有四个第二导布辊113,每一个第二导布辊113分别与对应第二安装板112水平垂直固定连接,且每四个相邻面布放卷组件3上的面料分别在对应第二导布辊113上组合在一起,并依次通过其余三个对应第二导布辊113进行张力调节。其中,第二安装板112可转动所需角度来调节四个第二导布辊113的位置角度,从而调节布料的张力。
[0029]
本发明在工作台2的正上方呈t形还分别竖直固定设有左罩体焊接组件5、右罩体焊接组件6和封边焊接组件7,且左罩体焊接组件5和右罩体焊接组件6左右对称设置,组合后的两组四层面料分别通过对应左罩体焊接组件5以及右罩体焊接组件6进行焊接后,拼接在一起由封边焊接组件7进行封边焊接;如图1~6所示,左罩体焊接组件5设于左边一个第二可调张力过料架11的正下方,且其包括第一伺服电机51、左罩体焊接辊53和三个第一牵引辊52;三个第一牵引辊52分别依次水平平行贴合设置,且分别与料架1的竖直边竖直转动连接;在中间一个第一牵引辊52的正下方还水平间隔设有左罩体焊接辊53,该左罩体焊接辊53与三个第一牵引辊52呈t形设置,且与第一伺服电机51的输出端联动连接,并对经左边一个第二可调张力过料架11组合后的四层面料进行焊接;其中,在左罩体焊接辊53一侧还设有滚轮调节装置,用于调节左罩体焊接辊53与焊接头之间的间距,从而提高了焊接质量。
[0030]
如图1~6所示,右罩体焊接组件6设于右边一个第二可调张力过料架11的正下方,且其包括第二伺服电机61、右罩体焊接辊63和三个第二牵引辊62;三个第二牵引辊62分别依次水平平行贴合设置,且分别与料架1的竖直边竖直转动连接;在中间一个第二牵引辊62的正下方还水平间隔设有右罩体焊接辊63,该右罩体焊接辊63与三个第二牵引辊62呈t形设置,且与第二伺服电机61的输出端联动连接,并对经右边一个第二可调张力过料架11组
合后的四层面料进行焊接;其中,在右罩体焊接辊63一侧还设有滚轮调节装置,用于调节右罩体焊接辊63与焊接头之间的间距,从而提高了焊接质量。
[0031]
如图1~6所示,封边焊接组件7设于左罩体焊接组件5与右罩体焊接组件6之间的正下方,且其包括第三伺服电机71、封边焊接辊73和三个第三牵引辊72;三个第三牵引辊72分别依次水平平行贴合设置,且分别与料架1的竖直边竖直转动连接;在中间一个第三牵引辊72的正下方还水平间隔设有封边焊接辊73,该封边焊接辊73与三个第三牵引辊72呈t形设置,且与第三伺服电机71的输出端联动连接;分别由左罩体焊接辊53和右罩体焊接辊63焊接后的两组四层面布组合在一起后,由封边焊接辊73进行封边焊接;其中,在封边焊接辊73一侧还设有滚轮调节装置,用于调节封边焊接辊73与焊接头之间的间距,从而提高了焊接质量。
[0032]
本发明在封边焊接组件7的一侧还竖直间隔设有口罩裁切成型组件8,且该口罩裁切成型组件8包括第四伺服电机81、口罩裁切刀辊83、口罩裁切刀枕84、滚轮调节装置85和三个第四牵引辊82;如图1~6所示,三个第四牵引辊82分别依次水平平行贴合设置,且分别与料架1的竖直边竖直转动连接;在中间一个第四牵引辊82的正下方还水平间隔设有口罩裁切刀枕84,该口罩裁切刀枕84与三个第四牵引辊82呈t形设置,且与第四伺服电机81的输出端联动连接;在口罩裁切刀枕84的一侧还水平并列贴合设有口罩裁切刀辊83,且在其另一侧还设有滚轮调节装置85,并通过滚轮调节装置85进行调整;本发明中封边焊接后的四层面布通过口罩裁切刀辊83和口罩裁切刀枕84的配合进行裁切成型。
[0033]
本发明在口罩裁切成型组件8的一侧还水平横向设有输送带10;如图1~6所示,输送带10的一端设于右边一个第四牵引辊82的正下方,接收裁切成型好的口罩,并进行输送;输送带10的另一端与输送带绷紧装置9连接,并通过输送带绷紧装置9进行张紧调节。
[0034]
如图1所示,在工作台2上还竖直设有整板12,用于保护左罩体焊接组件5、右罩体焊接组件6、封边焊接组件7和口罩裁切成型组件8。
[0035]
本发明的一种生产无耳挂绳口罩的口罩机的使用方法,包括以下步骤:步骤一:首先每相邻四个面布放卷组件3上分别进行放料,确保其中两个面布放卷组件3上为无纺布,一个面布放卷组件3上为熔喷布,偏外侧设置的面布放卷组件3上为弹力布。
[0036]
步骤二:分别通过张力控制与纠偏装置32进行口罩面料的位置纠正和张力调节,然后每一个面布放卷组件3上的口罩面料分别通过其对应的第一可调张力过料架4进行送料,并分别在对应第二可调张力过料架11上组合在一起,形成左右两组四层面料。
[0037]
步骤三:左边一组四层面料进入左罩体焊接组件5,并呈u形依次经左边一个第一牵引辊52与中间一个第一牵引辊52之间、左罩体焊接辊53、中间一个第一牵引辊52与右边一个第一牵引辊52之间进行布料传输;在左罩体焊接辊53上进行超声波焊接后形成一组四层面布,并由右边一个第一牵引辊52引出进入封边焊接组件7;在上述步骤中,采用u型传输的焊接方式,四层面料在超声波焊接之后还保留一段时间与左罩体焊接辊53接触,从结构上弥补了高速运行时超声波焊接部分保压时间太短,影响焊接效果的缺陷。例如,产能在1200片/min时,焊接辊2片/转,则需要焊接辊转速为600转/分钟即100ms/转,四层面料经过焊接后到离开焊接辊至少能保持1/2转,因此u型传输的焊接方式能保证产能在1200片/min时的保压时间在50ms左右。
[0038]
步骤四:同时,右边一组四层面料进入右罩体焊接组件6,并呈u形依次经右边一个
第二牵引辊62与中间一个第二牵引辊62之间、右罩体焊接辊63、中间一个第二牵引辊62与左边一个第二牵引辊62之间进行布料传输;在右罩体焊接辊63上进行超声波焊接后形成一组四层面布,并由左边一个第二牵引辊62引出进入封边焊接组件7;在上述步骤中,采用u型传输的焊接方式,四层面料在超声波焊接之后还保留一段时间与右罩体焊接辊63接触,从结构上弥补了高速运行时超声波焊接部分保压时间太短,影响焊接效果的缺陷。
[0039]
步骤五:左右两组四层面布组合后进入封边焊接组件7,并呈u形依次经左边一个第三牵引辊72与中间一个第三牵引辊72之间、封边焊接辊73、中间一个第三牵引辊72与右边一个第三牵引辊72之间进行布料传输;在封边焊接辊73上进行超声波封边焊接后形成连在一起的四层面布,并由右边一个第三牵引辊72引出进入口罩裁切成型组件;在上述步骤中,左右两组四层面布焊接对称的设计,减小罩体结合封边时的相位差,降低了调试的难度。
[0040]
步骤六:连在一起的四层面布进入口罩裁切成型组件8,并呈u形依次经左边一个第四牵引辊82与中间一个第四牵引辊82之间、口罩裁切刀枕84、中间一个第四牵引辊82与右边一个第四牵引辊82之间进行布料传输;通过口罩裁切刀辊83和口罩裁切刀枕84的配合将口罩裁切成型,并由右边一个第四牵引辊82引出进入输送带10,再由输送带10进行输送;在上述步骤中,口罩直接一次成型,不再需要另外耳带的焊接工艺,减少了成本,另外,耳带部分使用的是弹性布,舒服且不会有勒感。
[0041]
本发明的有益效果:(1)本发明整体结构设计紧凑,减少了占地空间;(2)本发明整体结构采用t型的结构设计以及u型的传输设计,通过采用1组大t和4组小t,使得牵引力对称,一致性高,不易形成相位差;(3)本发明将左右罩体对称焊接成型,从而减小了左右罩体结合封边时的相位差,降低了调试的难度;(4)本发明在进行口罩成型裁切时,直接一次成型,不再需要另外耳带的焊接工艺,从而减少了成本;另外,此耳带部分使用的是弹性布,舒服且不会有勒感;(5)本发明采用u型的传输设计,在焊接时,机械延长保压时间,从而提高了生产的效率;(6)本发明可以根据口罩的尺寸对焊接辊和刀枕进行配套的调整,从而使得产品多样化,适用范围广。
[0042]
上面所述的实施例仅仅是本发明的优选实施方式进行描述,并非对本发明的构思和范围进行限定,在不脱离本发明设计构思的前提下,本领域中普通工程技术人员对本发明的技术方案作出的各种变型和改进均应落入本发明的保护范围,本发明的请求保护的技术内容,已经全部记载在技术要求书中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1