一种物料进出库的装置及其系统的制作方法
[0001]
本发明属于物流仓储管理领域,具体涉及一种物料进出库的装置及其系统。
背景技术:
[0002]
随着现代化工业及计算机技术的发展,厂内物流的控制和管理成为企业管理的重点,要求实时,准确,一体化。同时对空间利用率提出了更高的要求。对于制造车间来说,高效的管理将大大降低车间及企业的生产成本。目前对于大部分离散型企业的车间半制品,成品的管理还是依靠人工管理,人工搬运,不仅效率低,而且成本高。如何有效减少车间生产过程中的库存积压也一直是管理者的难题,特别对于有效期的产品的有效管理,在生产成本控制也起着重要的作用。伴随着当今科学技术的不断进步与发展,车间产品的物流及存储方式也日益丰富。在生产过程中有效的实现产品在各个工序之间的自动输送及仓储,对于提高生产效率,提高产品质量是极为重要的。
[0003]
目前,生产车间内生产监控系统都需要进行相应状态数据的采集,车间数据采集一般通过条形码识别或应用传感器的方式。条形码识别技术发展较早,常常因为扫描位置问题和识别率影响读取速率,而且在生产过程中会产生污渍容易粘在条形码上导致无法识别。而且对于生产规格比较多的车间,对产品进行分类存储,需要占用比较大的空间,对于规格小批量生产的产品,仓储更是车间管理人员的难题。
技术实现要素:
[0004]
为了克服现有技术的缺陷,利用软件系统和硬件装置,提供一种物料进出库的装置和系统。
[0005]
本发明公开了一种物料进出库的装置,包括输送物料的输送线、用于将物料从输送线转运到立体仓库内的转运装置和用于将物料运送至立体仓库内指定位置的巷道堆垛机,所述立体仓库的入库口设有仓储入库读写终端,所述立体仓库的出库口设有仓储出库读写终端,并且所述输送线、转运装置和堆垛机均通过plc控制器、网络服务器与上位机连接,所述上位机内设有基于wms的物料进出库系统和wcs控制系统,所述基于wms的物料进出库系统包括信息采集模块、信息分析模块、信息管理模块、信息查询模块和物料效期提醒模块,所述信息采集模块、信息分析模块、信息管理模块、信息查询模块和物料效期提醒模块之间共同协作,便捷地进行物料追溯管理。
[0006]
进一步的,所述wcs控制系统包含plc控制系统和任务管理系统,将生产信息转化为入库任务,并将出库信息转化为各种设备的指令,供设备执行。
[0007]
进一步的,所述立体仓库内的物料根据规格、类别和存储时间以及各立体仓库的物料存储情况来分配不同的储存仓位。
[0008]
进一步的,所述信息管理模块用于对物料入库信息记录、出库信息记录的管理,方便对库存物料进行盘点。
[0009]
本发明还提供了一种物料进出库的方法,包括入库、盘点和出库,它包括以下步
骤:
[0010]
步骤一:转运装置将物料从输送线运送到指定入库端后,被仓储入库口读写终端读取物料信息,并与上位机中录入的物料信息进行核对,如果信息核对无误,软件系统调动巷道堆垛机入库存储;如信息核对异常,触发异常处理流程。
[0011]
步骤二,巷道堆垛机接收到入库指令后,将按照指令将对应入库口的物料转移到立体仓库中进行存储,并将存储结果反馈给上位机;
[0012]
步骤三:上位机接收到出库单后,将根据出库单内容,调动堆垛机从立体库中将对应物料存储箱取出,运行至出库口;
[0013]
步骤四:运送至出库口的物料存储箱将被仓储出库口读写终端读取数据,并与出库单比对,核对通过后输送至出货口,出货。并在出货后对物料存储箱物料信息标签内容进行改写。
[0014]
进一步的,所述物料入库的具体步骤为:
[0015]
步骤1、输送线将托盘连同物料输送到识别范围内,读写终端识别信息存储标签;
[0016]
步骤2、系统将经过分拣口的时间、物料信息通过网络传输至上位机,在上位机根据物料信息查询物料的生产信息并对物料的输送路径进行分派;
[0017]
步骤3、输送设备根据上位机分派的路径对物料输送至立体仓库入库口或异常口;
[0018]
步骤4、物料输送到pd站台后,通过上位机按照物料均衡等原则分配立体仓库中的库位并生成入库任务;
[0019]
步骤5、上位机根据入库任务生成指令,下传堆垛机,堆垛机执行指令完成物料入库;
[0020]
进一步的,所述物料出库的具体步骤为:
[0021]
步骤1、上位机根据mes或erp导入发货计划,或手动录入发货计划;
[0022]
步骤2、上位机在空闲时段,提前一天计算第二天的发货计划,根据发货缓冲区占用情况,计算出需要发货的零头箱。
[0023]
步骤3、通过手持终端,确认需要发货的订单。
[0024]
步骤4、上位系统统计需要出库的库位,将出库任务下发给堆垛机,堆垛机按照一入一出的任务顺序执行上位机下发的任务指令。
[0025]
步骤5、上位系统统计需要出库的库位,将出库任务下发给堆垛机,堆垛机按照一入一出的任务顺序执行上位机下发的任务指令。
[0026]
步骤6、堆垛机将物料出库到pd站台,上位机按照出库信息,形成输送线的输送任务,并给输送线下指令,将物料输送至对应的发货口,完成出库。
[0027]
进一步的,所述物料盘点的具体步骤为:
[0028]
步骤1、上位机输入需要盘点仓库巷道,形成出库任务;
[0029]
步骤2、上位机下传堆垛机指令,堆垛机执行出库指令将物料出库到盘点工位,人工记录盘点物料信息;
[0030]
步骤3、记录完成物料信息后,生成入库任务,将物料重新入库;
[0031]
步骤4、根据盘点情况,生成盘盈盘亏报表,调整库存。
[0032]
与现有技术相比,本发明的优点和技术效果是:本发明解决了现有技术中工人劳动强度大、效率低、成本高,现有数据采集方式读取率低、识别率差、存储信息量少、采集数
据单一,不能详尽反馈物流中转状态的问题。本发明将所有产品、设备通过软件系统与产品存储标签进行串联,贯通了全流程的数据流,使整个出入库过程数据化,并通过软件系统进行显示,详尽的反应了仓储车间内物料或货物的进出库情况,根据存储时间的长短先后出货,降低因长期储存导致的物料或货物积压问题,通过优化存储结构,提高高流转物料的出入库效率,提高了生产效率,便于产品追溯。
附图说明
[0033]
图1为本发明所述物料入库和出库的程序控制图。
[0034]
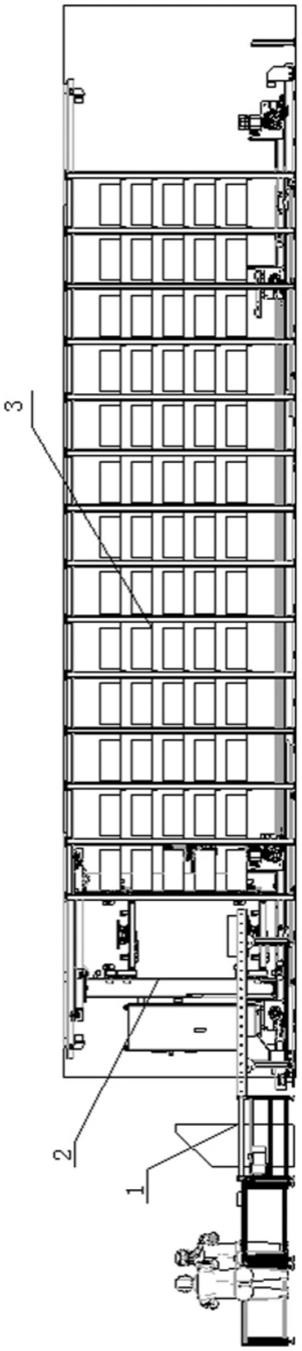
图2为本发明所述物料进出库的整体装置结构示意图。
[0035]
图3为本发明所述的物料进出库系统的模块控制图。
具体实施方式
[0036]
下面结合附图和具体实施方式对本发明技术方案作进一步详细的说明。
[0037]
一种物料进出库的装置,其特征在于:包括输送物料的输送线、用于将物料从输送线转运到立体仓库内的转运装置和用于将物料运送至立体仓库内指定位置的巷道堆垛机,所述立体仓库的入库口设有仓储入库读写终端,所述立体仓库的出库口设有仓储出库读写终端,并且所述输送线、转运装置和堆垛机均通过plc控制器、网络服务器与上位机连接,所述立体仓库内的物料根据规格、类别和存储时间来分配不同的储存仓位,并采用abc分析法来分析库存及存储,压缩库存总量,使库存结构更合理,其装置图如图2所示。
[0038]
所述上位机内设有基于wms的物料进出库系统和wcs控制系统,所述基于wms的物料进出库系统包括信息采集模块、信息分析模块、信息管理模块、信息查询模块和物料效期提醒模块,所述信息采集模块、信息分析模块、信息管理模块、信息查询模块和物料效期提醒模块之间共同协作,便捷地进行物料追溯管理,所述信息采集模块主要负责采集物料或产品的入库信息记录和出库信息记录,所述入库信息记录和出库信息记录包括物料或产品的进出库的时间、规格、类别,所述wcs控制系统包含plc控制系统和任务管理系统,将生产信息转化为入库任务,并将出库信息转化为各种设备的指令,供设备执行。
[0039]
所述信息分析模块对仓储物流进行库龄分析、输送效率分析,发货配比分析等,数据分析的目的主要是利用回归分析技术从数据集中发现数据变化的趋势,来预测未来物料的使用情况,以及预测未来库存占用趋势,为生产企业制定生产计划和发货计划提供参考;所述信息管理模块可以根据信息采集模块和信息分析模块的结果对物料入库信息记录、出库信息记录的管理,方便对库存物料进行盘点、出货,并对于需要拆盘或组装的物料提前进行入库和出库;所述信息查询模块包括输送任务查询、物料类别、规格查询、物料存储时间查询,管理人员通过信息查询界面可高效便捷地查询各类信息,实现物联网智能化管理;所述物料效期提醒模块根据物料保存的有效期限,按照进入立体仓库的先后顺序,反馈给信息管理模块,从而使上位机发送相应出库的指令给堆垛机,根据存储时间的长短先后出货,降低因长期储存导致的物料或货物积压问题,根据常用物料分析,优化常用物料的存储位置,提高了出入库的速度,提高了生产效率。
[0040]
使用上述装置和系统将物料进出库的方法,一般分为入库、盘点和出库,具体流程图如图1所示,其步骤如下:
[0041]
步骤一:转运装置将物料从输送线运送到指定入库端后,被仓储入库口读写终端读取物料信息,并与上位机中录入的物料信息进行核对,如果信息核对无误,软件系统调动巷道堆垛机入库存储;如信息核对异常,触发异常处理流程。
[0042]
步骤二,巷道堆垛机接收到入库指令后,将按照指令将对应入库口的物料转移到立体仓库中进行存储,并将存储结果反馈给上位机;
[0043]
步骤三:上位机接收到出库单后,将根据出库单内容,调动堆垛机从立体库中将对应物料存储箱取出,运行至出库口;
[0044]
步骤四:运送至出库口的物料存储箱将被仓储出库口读写终端读取数据,并与出库单比对,核对通过后输送至出货口,出货。并在出货后对物料存储箱物料信息标签内容进行改写。
[0045]
所述物料入库的具体步骤为:
[0046]
步骤1、输送线将托盘连同物料输送到识别范围内,读写终端识别信息存储标签
[0047]
步骤2、系统将经过分拣口的时间、物料信息通过网络传输至上位机,在上位机根据物料信息查询物料的生产信息并对物料的输送路径进行分派,所述系统为基于wms的物料进出库系统和wcs控制系统;
[0048]
步骤3、输送设备根据上位机分派的路径对物料输送至立体仓库入库口或异常口;
[0049]
步骤4、物料输送到pd站台后,通过上位机按照物料均衡等原则分配立体仓库中的库位并生成入库任务;
[0050]
步骤5、上位机根据入库任务生成指令,下传堆垛机,堆垛机执行指令完成物料入库;
[0051]
进一步的,所述物料出库的具体步骤为:
[0052]
步骤1、上位机根据mes或erp导入发货计划,或手动录入发货计划;
[0053]
步骤2、上位机在空闲时段,提前一天计算第二天的发货计划,根据发货缓冲区占用情况,计算出需要发货的零头箱;
[0054]
步骤3、通过手持终端,确认需要发货的订单;
[0055]
步骤4、上位系统统计需要出库的库位,将出库任务下发给堆垛机,堆垛机按照一入一出的任务顺序执行上位机下发的任务指令;
[0056]
步骤5、上位系统统计需要出库的库位,将出库任务下发给堆垛机,堆垛机按照一入一出的任务顺序执行上位机下发的任务指令,步骤4和步骤5中所述上位系统为基于wms的物料进出库系统和控制系统;
[0057]
步骤6、堆垛机将物料出库到pd站台,上位机按照出库信息,形成输送线的输送任务,并给输送线下指令,将物料输送至对应的发货口,完成出库。
[0058]
物料或产品的盘点具体步骤如下:
[0059]
步骤1、上位机输入需要盘点仓库巷道,形成出库任务;
[0060]
步骤2、上位机下传堆垛机指令,堆垛机执行出库指令将物料出库到盘点工位,人工记录盘点物料信息;
[0061]
步骤3、记录完成物料信息后,生成入库任务,将物料重新入库;
[0062]
步骤4、根据盘点情况,生成盘盈盘亏报表,调整库存;
[0063]
以上所述,仅是本发明的实施例而已,并非对本发明作任何形式上的限制,任何熟
悉本领域的技术人员,在不脱离本发明技术方案范围情况下,利用上述揭示的方法内容对本发明技术方案做出许多可能的变动和修饰,均属于权利要求书保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1